You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
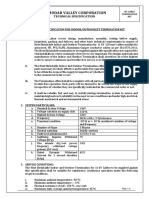
- HT Cable Termination Kit 14.3.22Document8 pagesHT Cable Termination Kit 14.3.22JIGSNo ratings yet
- Fermit India, Call +91-98851-49412, Sales@Document16 pagesFermit India, Call +91-98851-49412, Sales@Project Sales Corp100% (1)
- Tiling WorksDocument3 pagesTiling WorksCindy AmyzaNo ratings yet
- (1907) India-Rubber & Its Manufacture: With Chapters On Gutta-Percha & BalataDocument322 pages(1907) India-Rubber & Its Manufacture: With Chapters On Gutta-Percha & BalataHerbert Hillary Booker 2ndNo ratings yet
- CAIRN TSG Q GUI 0005 B1 Guideline For Material Inspection RequirementsDocument47 pagesCAIRN TSG Q GUI 0005 B1 Guideline For Material Inspection RequirementsGOPINATH KRISHNAN NAIRNo ratings yet
- Falcon Tyres LTD BSE: 509527 - NSE: FALCONTYRE - ISIN: INE511B01024 Market Cap: (Rs - CR.) 82 - Face Value: (RS.) 5 Industry: TyresDocument21 pagesFalcon Tyres LTD BSE: 509527 - NSE: FALCONTYRE - ISIN: INE511B01024 Market Cap: (Rs - CR.) 82 - Face Value: (RS.) 5 Industry: TyreschethansoNo ratings yet
- Styrene Butadiene Rubber Asia-Pacific: Chemical Prices - News - AnalysisDocument3 pagesStyrene Butadiene Rubber Asia-Pacific: Chemical Prices - News - AnalysisitismealexisNo ratings yet
- Company OverviewDocument8 pagesCompany OverviewNiloyNo ratings yet
- Rheological Properties of Crumb Rubber-Modified Bitumen Containing AntioxidantDocument10 pagesRheological Properties of Crumb Rubber-Modified Bitumen Containing AntioxidantAfroz Sultana ShaikNo ratings yet
- Specification of BESCO PartitionsDocument3 pagesSpecification of BESCO Partitionsexecutive engineer1No ratings yet
- Brand Management: Apollo Vs Ceat TyresDocument11 pagesBrand Management: Apollo Vs Ceat TyresmayankNo ratings yet
- KN Ife Ga Te & Bu Tte Rfly Va Lve S E: Valves & EquipmentDocument14 pagesKN Ife Ga Te & Bu Tte Rfly Va Lve S E: Valves & EquipmentravishankarNo ratings yet
- A Study On The Impact of LPG On NaturalDocument260 pagesA Study On The Impact of LPG On NaturalKrishna KumarNo ratings yet
- Lucitone FRS BrochureDocument2 pagesLucitone FRS BrochureAndi Mauliyani MusdalifahNo ratings yet
- WoodworkDocument10 pagesWoodworkMr DamphaNo ratings yet
- 12 PDFDocument1,120 pages12 PDFsanchayanNo ratings yet
- SB 30 1033 05Document58 pagesSB 30 1033 05Ko KoNo ratings yet
- SD Copy of Soft - 140 - JR - Edison - BOM Blue and Coral BlushDocument2 pagesSD Copy of Soft - 140 - JR - Edison - BOM Blue and Coral BlushShibly RahmanNo ratings yet
- 2017 - Guide Bike Exhibitors PDFDocument228 pages2017 - Guide Bike Exhibitors PDFMaheswariNo ratings yet
- Introduction Application WiseDocument7 pagesIntroduction Application Wiserajveer raj singh100% (1)
- Sika Greenstreak Concrete Accessories BrochureDocument4 pagesSika Greenstreak Concrete Accessories Brochurejuan carlos lopezNo ratings yet
- Chemical and Petrochemical Statistics at A Glance - 2017 - 0Document240 pagesChemical and Petrochemical Statistics at A Glance - 2017 - 0KAUSTUBH TIRPUDENo ratings yet
- Sliding Door 19970227Document16 pagesSliding Door 19970227DerekNo ratings yet
- British StandardsDocument12 pagesBritish Standardsniginp67% (3)
- Retread Running Shoes With Upcycled Bike TireDocument14 pagesRetread Running Shoes With Upcycled Bike TireΣτέφανος ΒασιλειάδηςNo ratings yet
- Fused Deposition ModelingDocument3 pagesFused Deposition ModelingMayank VermaNo ratings yet
- Expansion Tank Product CatalogueDocument20 pagesExpansion Tank Product Catalogueranjit343No ratings yet
- Microtec Brosch EngDocument16 pagesMicrotec Brosch EngAtikKurniawanNo ratings yet
- Bs Image UsDocument32 pagesBs Image Uskaniappan sakthivelNo ratings yet
- Aerospace GB enDocument343 pagesAerospace GB enSerkanNo ratings yet