You might also like
- Cost Estimate GuidelinesDocument18 pagesCost Estimate GuidelinesJames Cabrera100% (1)
- Friction Barke Material PDFDocument38 pagesFriction Barke Material PDFÑïthya PrâkâshNo ratings yet
- Senior ReportDocument113 pagesSenior ReportAnkit VermaNo ratings yet
- Process To Manufacture 1000kg/h of Methyl Ethyl Ketone From Dehydrogenation of 2-ButanolDocument51 pagesProcess To Manufacture 1000kg/h of Methyl Ethyl Ketone From Dehydrogenation of 2-Butanolstephenbwogora95% (21)
- Production of Methanol From GlycerolDocument64 pagesProduction of Methanol From GlycerolHafizuddin AdzharNo ratings yet
- Ethanol Amine Production PDFDocument8 pagesEthanol Amine Production PDFFatih FıratNo ratings yet
- Project On NitrobenzeneDocument65 pagesProject On NitrobenzeneAmit Khosla80% (10)
- Final Project (Repaired)Document89 pagesFinal Project (Repaired)praso84100% (1)
- Cumene ProductionDocument9 pagesCumene ProductionDrVedprakash MishraNo ratings yet
- Manufacture of Ethyl Acrylate From Glycerol (2012)Document452 pagesManufacture of Ethyl Acrylate From Glycerol (2012)monericp100% (6)
- Chiller Plant Calculation & Raw Data RequiredDocument1 pageChiller Plant Calculation & Raw Data RequiredBudi IswahyudiNo ratings yet
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFDocument456 pagesPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFRitik Chaudhary100% (2)
- TOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersDocument3 pagesTOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersThrese AreolaNo ratings yet
- SUDHANSHU-Project Report of Production of Butadiene From ButaneDocument113 pagesSUDHANSHU-Project Report of Production of Butadiene From ButaneDipesh Puri100% (8)
- Cumene Project ReportsDocument33 pagesCumene Project ReportsDiv Savaliya100% (2)
- Canadian Woodworking 016 (February-March 2002) PDFDocument44 pagesCanadian Woodworking 016 (February-March 2002) PDFPatricia Arias GNo ratings yet
- Production of Methyl Ethyl KetoneDocument19 pagesProduction of Methyl Ethyl KetoneAditya JoshiNo ratings yet
- Dehydrogenation Process Description المشروعDocument5 pagesDehydrogenation Process Description المشروعsaeed909909No ratings yet
- MEK Plant DesignDocument112 pagesMEK Plant Designtarhuni100% (3)
- 4th Yr DSGN ProDocument56 pages4th Yr DSGN ProTarun Sama0% (1)
- Technological Institute of The Philippines: 363 P. Casal ST., Quiapo, ManilaDocument10 pagesTechnological Institute of The Philippines: 363 P. Casal ST., Quiapo, ManilaJohannah Jane Abuel0% (1)
- Acrylic Acid ProductionDocument10 pagesAcrylic Acid Productionstavros7No ratings yet
- Project Report at Cumene PDFDocument103 pagesProject Report at Cumene PDFDiv Savaliya100% (2)
- Production of Methyl Ethyl Ketone From Secondary ButanolDocument207 pagesProduction of Methyl Ethyl Ketone From Secondary ButanolNoman Aslam75% (4)
- Project Report of Production of Butadiene From Butane Part 1Document22 pagesProject Report of Production of Butadiene From Butane Part 1Sanchez Jorge100% (3)
- Cumene Manufacturing ProcedureDocument74 pagesCumene Manufacturing ProcedureTan JieSheng78% (9)
- Production of MEKDocument91 pagesProduction of MEKNavdeep KumarNo ratings yet
- Design Project (1) FinalDocument38 pagesDesign Project (1) FinalJasonNtsako100% (3)
- 5 6251216941030047774Document41 pages5 6251216941030047774Salihah AbdullahNo ratings yet
- Systemdesignfinalreport CumeneDocument57 pagesSystemdesignfinalreport Cumenebiondimi0% (1)
- Cumene To PhenolDocument73 pagesCumene To Phenolvpsrpuch67% (3)
- Cumene Energy 2520balanceDocument13 pagesCumene Energy 2520balanceismailchoughule50% (2)
- Mek From N Butene PDFDocument111 pagesMek From N Butene PDFAlexis PulhinNo ratings yet
- Latest Edited 1 PDFDocument95 pagesLatest Edited 1 PDFDiv SavaliyaNo ratings yet
- Module 4 - Boiler Accessories, Super HeaterDocument74 pagesModule 4 - Boiler Accessories, Super Heaterkngkng100% (1)
- Methyl Methacrylate Plant CostDocument3 pagesMethyl Methacrylate Plant CostIntratec Solutions50% (2)
- .Full Report Benzene ProductionDocument31 pages.Full Report Benzene Productionnajwasyafiqah_1No ratings yet
- Ny ProjectDocument197 pagesNy ProjectNarendra Yadav100% (2)
- Cumene To Phenol 2Document73 pagesCumene To Phenol 2vpsrpuch0% (1)
- Hydrodealkylation SimulationDocument8 pagesHydrodealkylation SimulationSchaieraNo ratings yet
- Ethylbenzene Production ReportDocument17 pagesEthylbenzene Production ReportVamsidhar Gannavarapu100% (1)
- MEK - Methods 2520of 2520productionDocument4 pagesMEK - Methods 2520of 2520productionJob MateusNo ratings yet
- Plant Design ProjectDocument8 pagesPlant Design ProjectAbhishek SagarNo ratings yet
- PPD Final Report Group 9Document63 pagesPPD Final Report Group 9Ananda Subramani67% (3)
- MEK Material 2520balanceDocument9 pagesMEK Material 2520balanceramsrivatsan100% (1)
- Design Report 1Document31 pagesDesign Report 1arif arifinNo ratings yet
- King Fahd University of Petroleum & Minerals Department of Chemical EngineeringDocument4 pagesKing Fahd University of Petroleum & Minerals Department of Chemical EngineeringRosmery AruquipaNo ratings yet
- Cumene Methods 2520of ProductionDocument4 pagesCumene Methods 2520of ProductionYunardi YusufNo ratings yet
- 2 Ethyl 2520hexanol Methods 2520of 2520 ProductionDocument10 pages2 Ethyl 2520hexanol Methods 2520of 2520 Productionapi-3714811No ratings yet
- Material BalanceDocument5 pagesMaterial BalanceBiswajit Dutta100% (1)
- Ethylhexanol PFDDocument11 pagesEthylhexanol PFDGellene GarciaNo ratings yet
- Production of Methyl Ethyl KetoneDocument89 pagesProduction of Methyl Ethyl KetonePablo HernandezNo ratings yet
- Mtbe PDFDocument47 pagesMtbe PDFYayee LalainheavenNo ratings yet
- Ethyl BenzeneDocument11 pagesEthyl BenzeneIan Jasper SabordoNo ratings yet
- Dehydration of 2 3-Butanediol To Mek.2Document9 pagesDehydration of 2 3-Butanediol To Mek.2hidayahNo ratings yet
- Ethylhexanol From Propylene and Synthesis GasDocument4 pagesEthylhexanol From Propylene and Synthesis Gasleslie_adolfo100% (9)
- 2 Ethyl 2520hexanol Energy 2520 BalanceDocument3 pages2 Ethyl 2520hexanol Energy 2520 Balanceapi-3714811100% (2)
- Dlawar 3Document30 pagesDlawar 3Aram Nasih MuhammadNo ratings yet
- Process DescriptionDocument4 pagesProcess DescriptionKen VenzonNo ratings yet
- Synthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDocument18 pagesSynthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDevesh Pratap ChandNo ratings yet
- Flowsheeting Sheet (1) 21/2/2015: Ag-CatalystDocument5 pagesFlowsheeting Sheet (1) 21/2/2015: Ag-CatalystAhmed Hamdy Khattab100% (1)
- AADocument30 pagesAAAhmed MajidNo ratings yet
- Chapter 4Document26 pagesChapter 4indumathijayakaranNo ratings yet
- CRE (Stage 3) GROUP A6Document13 pagesCRE (Stage 3) GROUP A6Danish MughalNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- TanningDocument5 pagesTanningammadjeeNo ratings yet
- GETP Descon TestDocument1 pageGETP Descon TestammadjeeNo ratings yet
- Product Properties HCLDocument1 pageProduct Properties HCLammadjeeNo ratings yet
- NC Outline ArifDocument1 pageNC Outline ArifammadjeeNo ratings yet
- Heat Exchanger LectureDocument22 pagesHeat Exchanger Lectureammadjee100% (1)
- COMSATS Institute of Information Technology: Non-Faculty Job Application FormDocument1 pageCOMSATS Institute of Information Technology: Non-Faculty Job Application FormammadjeeNo ratings yet
- Daftar PustakaDocument4 pagesDaftar PustakavgestantyoNo ratings yet
- List DME II ProjectsDocument1 pageList DME II ProjectsshekhusatavNo ratings yet
- Tru Weld ManualDocument52 pagesTru Weld ManualsenthildxbscribdNo ratings yet
- Simplex-Turbulo-Systems: TURBULO-MPB Bilge Water SeparatorDocument4 pagesSimplex-Turbulo-Systems: TURBULO-MPB Bilge Water SeparatorImad Eddine El HadriNo ratings yet
- ThermoDocument219 pagesThermoIkhlas KittaNo ratings yet
- Defend SRG MSDS 1-1-2011Document1 pageDefend SRG MSDS 1-1-2011M. White DentalNo ratings yet
- Product Datasheet - Worm Geared Motor With Accessories-Motor PDFDocument8 pagesProduct Datasheet - Worm Geared Motor With Accessories-Motor PDFRicardo CalmonNo ratings yet
- Alfa MiTo BrochureDocument24 pagesAlfa MiTo BrochureAlexandru StoianNo ratings yet
- Vacuum Insulation Panels For Building ApplicationsDocument10 pagesVacuum Insulation Panels For Building ApplicationsBadar Ayub IzharNo ratings yet
- 1-Module VI Training CourseDocument193 pages1-Module VI Training CourseRiyadh SalehNo ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- Bleed Valve FunctionDocument2 pagesBleed Valve FunctionajaysapruNo ratings yet
- Molasses Formation and Its ControlDocument23 pagesMolasses Formation and Its ControlAkhilesh Dhar DiwediNo ratings yet
- 78EKG-1 Sr. No. 2 Examination of Marine Engineer Officer Engineering KnowledgeDocument2 pages78EKG-1 Sr. No. 2 Examination of Marine Engineer Officer Engineering KnowledgeThiet PhamNo ratings yet
- CNC Milling: Worldskills Standards SpecificationDocument7 pagesCNC Milling: Worldskills Standards SpecificationDIEGO ARMANDO VANEGAS DUQUENo ratings yet
- X300A InstructionsDocument2 pagesX300A Instructionsyu3zaNo ratings yet
- 2015 ASME Table 1BDocument253 pages2015 ASME Table 1BfrankNo ratings yet
- Steel Polypipe CatalogueDocument2 pagesSteel Polypipe CatalogueRoddy TeeNo ratings yet
- The Line Coastal - Hidden Marina Excavation Equipment ListDocument4 pagesThe Line Coastal - Hidden Marina Excavation Equipment ListMuhammad FarooqNo ratings yet
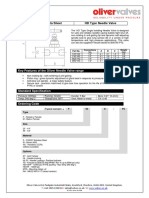
- Product Data Sheet Product Data Sheet HD Type Needle Valve HD Type Needle ValveDocument1 pageProduct Data Sheet Product Data Sheet HD Type Needle Valve HD Type Needle Valvesadegh moeini farNo ratings yet
- NIC 13.20 Rev.01Document15 pagesNIC 13.20 Rev.01Mahmoud Ahmed100% (1)
- Composite Hose BrochureDocument6 pagesComposite Hose BrochureLe ThanhNo ratings yet
- Specific Gravity of CementDocument5 pagesSpecific Gravity of CementJa Phe TiNo ratings yet
- FONST 5000 U20E Quick Installation Guide Version ADocument35 pagesFONST 5000 U20E Quick Installation Guide Version Amacias_marlonNo ratings yet
- NivocontDocument2 pagesNivocontRusty AllenNo ratings yet