Professional Documents
Culture Documents
Valve Specificaction - Chevron PDF
Uploaded by
Augusto ManuelOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Valve Specificaction - Chevron PDF
Uploaded by
Augusto ManuelCopyright:
Available Formats
DOCUMENT NO: 0000-TS-L007
GATE, GLOBE, CHECK, BUTTERFLY
AND NEEDLE VALVES SPECIFICATION
Prepared By:
Chevron Niugini Project Services Limited
2 28 Feb 02 Approved for Purchase SAC MGB PRW PRW LRF
1 01 May 01 Approved for Purchase SAC MGB RST PRW LRF
0 7 Mar 01 Approved for Purchase SAC MGB RST PRW LRF
C 22 Dec 00 Approved for Bid SAC MGB RST RST LRF
B 17 Oct 00 Approved for Bid MGB RST RST PRW LRF
A 30 May 00 Issued for IDC/FRC MGB JRC PDT PRW
Proj CNPSL
Rev Date Description By Chk Appd
Eng Appd
0000-TS-L007 Page 1 of 32
TABLE OF CONTENTS
1.0 INTRODUCTION.......................................................................................................................2
1.1 Scope........................................................................................................................................2
1.2 Definitions................................................................................................................................2
2.0 CODES AND STANDARDS .....................................................................................................2
2.1 References...............................................................................................................................2
2.2 Codes, Standards and Regulations ......................................................................................2
2.2.1 American National Standards Institute (ANSI) / American Society of Mechanical Engineers
(ASME)......................................................................................................................................2
2.2.2 American Petroleum Institute (API)...........................................................................................2
2.2.3 American Society for Testing and Materials (ASTM)................................................................2
2.2.4 Manufacturers Standardisation Society of the Valve and Fittings Industry (MSS) ...................2
2.2.5 National Association of Corrosion Engineers (NACE) ..............................................................2
2.3 Precedence ..............................................................................................................................2
3.0 DESIGN AND CONSTRUCTION .............................................................................................2
3.1 General Requirements............................................................................................................2
3.2 Gate Valves..............................................................................................................................2
3.3 Globe Valves............................................................................................................................2
3.4 Butterfly Valves .......................................................................................................................2
3.5 Pressure and Temperature Design Range ...........................................................................2
3.6 Manual Valve Operators .........................................................................................................2
3.7 Impact Wheels .........................................................................................................................2
3.8 Inspection Requirements for Valve Castings ......................................................................2
3.9 Bolting ......................................................................................................................................2
3.10 Flange Finish ...........................................................................................................................2
4.0 PAINT AND PROTECTIVE COATINGS ..................................................................................2
5.0 IDENTIFICATION AND MARKING ..........................................................................................2
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 2 of 32
6.0 DOCUMENTATION REQUIREMENTS ....................................................................................2
7.0 QUALITY ASSURANCE PROVISIONS ...................................................................................2
8.0 PREPARATION FOR SHIPPING AND STORAGE .................................................................2
APPENDIX 1
DETAILED GATE VALVE SPECIFICATIONS
APPENDIX 2
DETAILED GLOBE VALVE SPECIFICATIONS
APPENDIX 3
DETAILED CHECK VALVE SPECIFICATIONS
APPENDIX 4
DETAILED BUTTERFLY VALVE SPECIFICATIONS
APPENDIX 5
DETAILED NEEDLE VALVE SPECIFICATIONS
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 3 of 32
1.0 INTRODUCTION
1.1 Scope
This general specification covers the minimum technical requirements for the design, selection,
application, and service classifications of gate, globe, check, butterfly and needle valves. Valve tag
numbers and technical descriptions are included in Appendices 1 to 5. This specification shall be
used in conjunction with the relevant project specifications and data sheets. Any exceptions to the
requirements of this specification shall be submitted in writing for resolution by the COMPANY.
1.2 Definitions
The most recent issue of the applicable standards and codes, issued by the following associations and
approval bodies, shall be considered as part of this specification.
SAA Standards Association of Australia.
ANSI American National Standards Institute.
API American Petroleum Institute.
ASME American Society of Mechanical Engineers.
ASTM American Society for Testing and Materials.
MSS Manufacturers Standardisation Society of the Valve and Fittings Industry.
NACE National Association of Corrosion Engineers.
PNGS Papua New Guinea Standards.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 4 of 32
2.0 CODES AND STANDARDS
2.1 References
0000-TS-J005 On/Off Actuated Valves Specification.
0000-TS-L001 Piping – General Specification.
0000-TS-L002 Piping – Materials and Service Specification.
0000-TS-L003 Process Equipment Skids – Piping Specification.
0000-TS-M004 General Equipment Specification.
2.2 Codes, Standards and Regulations
2.2.1 American National Standards Institute (ANSI) / American Society of Mechanical
Engineers (ASME)
B1.1 Unified Inch Screw Threads (UN and UNR Thread Form).
B16.5 Pipe Flanges and Flanged Fittings.
B16.10 Face-to-Face and End-to-End Dimensions of Ferrous Valves.
B16.11 Forged Steel Fittings, Socket-Welding and Threaded.
B16.20 Metallic Gaskets for Pipe Flanges – Ring Joint Sprial-wound and Jacketed.
B16.21 Non-metallic Flat Gaskets for Pipe Flanges.
B16.34 Valves – Flanged and Buttwelding End.
B18.2.1 Square and Hex Bolts and Screws Inch Series Including Hex Cap Screws and
Lag Screws.
B18.2.2 Square and Hex Nuts.
B31.3 Process Piping.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 5 of 32
2.2.2 American Petroleum Institute (API)
SPEC 6A Specification for Wellhead Equipment.
SPEC 6D Specification for Pipeline Valves, End Closures, Connectors and Swivels.
STD 598 Valve Inspection and Testing.
STD 600 Steel Gate Valves – Flanged and Butt-Welding Ends.
STD 602 Compact Steel Gate Valves – Flanged, Threaded, Welding and Extended Body
Ends.
STD 607 Fire Test for Soft-Seated Quarter-Turn Valves.
STD 609 Butterfly Valves – Double Flanged and Lugged Type.
2.2.3 American Society for Testing and Materials (ASTM)
A105 Specification for Forgings, Carbon Steel, for Piping Components.
A123 Specification for Zinc Coating (Hot-Dip) on Iron and Steel Products.
A182 Specification for Forged or Rolled Alloy-Steel Pipe Flanged, Forged Fittings,
and Valves and Parts for High-Temperature Service.
A193 Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service.
A194 Carbon and Alloy Steel Nuts for Bolts for High-Pressure and High-Temperature
Service.
A216 Specification for Carbon-Steel Castings Suitable for Fusion Welding for
High-Temperature Service.
A217 Specification for Steel Castings, Martensitic Stainless and Alloy for pressure
Containing Parts Suitable for High Temperature Service.
A234 Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for
Moderate and Elevated Temperature.
A350 Specification for Forgings, Carbon and Low-Alloy Steel, Requiring Notch
Toughness Testing for Piping Components.
A351 Specification for Austenitic Steel Castings for High-Temperature Service.
A352 Specification for Ferritic Steel Castings for Pressure-Containing Parts Suitable
for Low-Temperature Service.
A536 Standard Specification for Ductile Iron Castings.
B62 Specification for Composition Bronze or Ounce Metal Castings.
E446 Standard Reference Radiographs for Steel Castings up to 51 mm in Thickness.
F104 Classification System for Non-metallic Gasket Materials.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 6 of 32
2.2.4 Manufacturers Standardisation Society of the Valve and Fittings Industry (MSS)
SP 6 Standard Finishes for Contact Faces of Pipe Flanages and Connecting-End
Flanges of Valves and Fittings.
SP 25 Standard Marking System for Valves, Fittings, Flanges and Unions.
SP53 Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other
Piping Components.
2.2.5 National Association of Corrosion Engineers (NACE)
MR-01-75 Sulfide Stress Cracking Resistant Metallic Material for Oil Field Development
2.3 Precedence
The precedence of documents and requirements is defined in specification 0000-TS-M004.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 7 of 32
3.0 DESIGN AND CONSTRUCTION
3.1 General Requirements
a) All valve components shall be sourced from COMPANY approved manufacturing locations
as specified in the Purchase Order.
b) A valve manufacturer with whom an order has been placed shall not suborder assembled
valves from other sources without COMPANY approval.
c) Substitution of specified valves may only be made with the approval of the COMPANY.
d) Gate, globe and check valves shall be field repairable. Disc and seats shall be replaceable
without welding or cutting, except as approved by the COMPANY.
e) Valve dimensions shall be identical to the dimensions specified in ANSI B16.10, Face-to-
Face and End-to-End Dimensions of Ferrous Valves, or API SPEC 6D, Specification for
Pipeline Valves, End Closures, Connectors and Swivels.
f) In the absence of a specified test procedure, API Standard 598, Valve Inspection and Test,
or API Specification 6D, Pipeline Valves, shall be used as a basis.
g) Where socket weld valves require postweld heat treating of the pipe-to-socket weld, the
valves shall be furnished with 150 mm stubs welded into the sockets and heat treated by the
manufacturer prior to finish machining.
h) All valves, except check valves, shall be capable of sealing with design pressure applied
from either end of the valve.
i) Valves for hydrocarbon liquid service shall be designed to avoid trapping liquids in the valve
body.
j) All valves shall have blowout proof stems.
k) All soft seated valves shall be of anti-static design.
l) Valve stem/shaft materials shall be of high strength (hardened) alloy or stainless steel
suitable for the service conditions specified.
m) Rising stem gate and globe valves shall be provided with a back seating feature.
n) Where specified, valves shall be furnished with their packing glands drilled and tapped at the
lantern ring for future installation of lubricator and isolating valves. The threaded openings
shall be plugged with a solid type metal plug that is compatible with valve body material.
o) The direction of flow shall be cast or stamped on the valve body. Riveted tags are
acceptable.
p) Coiled packing and split-ring packing is not acceptable. Packing systems shall be designed
to operate without the need for lubrication.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 8 of 32
3.2 Gate Valves
a) Welded-end gate valves manufactured to ANSI B16.34, Valves - Flanged and Buttwelding
End Steel, Nickel Alloy, and Other Special Alloys, may be substituted for API standard 600
weld end valves listed in Appendix 1 if the manufacturer provides certification of the
following:
• The gate closure system will not be damaged by the hydrostatic test pressure
when the valve is closed;
• The pressure-containing components are designed in accordance with
ASME B31.3;
• The seats were tested in accordance with API standard 598, Valve Inspection and
Test.
b) The manufacturer shall guarantee that the body and weld ends of gate valves have the
required corrosion allowances.
c) Gate valves shall meet the high-pressure closure test requirements of API Standard 598.
3.3 Globe Valves
a) Globe valves shall have a bolted bonnet with confined gasket. Teflon gasket material is not
permitted.
b) Globe valves having conventional plug and seat rings shall meet the following minimum
requirements:
• Single-seated valves shall be top and bottom guided or top guided only, providing
the guide post has sufficient diameter to provide lateral stability to the valve plug.
• Plug and seat rings shall be martensitic or precipitation hardened stainless steel
with a hardness suitable for the intended service, or Stellite.
• For services other than those containing hydrogen sulfide, guide material shall be
350 HB (Brinell Hardness) minimum, with a differential hardness not less than 50
HB between sliding surfaces.
• The valve stem shall be threaded and pinned to the valve plug.
3.4 Butterfly Valves
a) Butterfly valves in flammable service shall be of the ‘high performance’ type with flanged
ends or fully lugged bodies.
b) Butterfly valves shall be of fire safe design. ‘High performance’ butterfly valves shall meet
the requirements of API Standard 607, ‘Fire Test for Soft Seated Quarter Turn Valves’.
c) ‘High performance’ butterfly valves shall be designed in accordance with API 609.
d) Provision shall be made for shaft bearing lubrication.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 9 of 32
3.5 Pressure and Temperature Design Range
a) The valve assembly and all components shall be suitable for oil, water and gas service
throughout the temperature range of the pressure class as indicated in 0000-TS-L002 and
the valve technical description. Valve seats and seals shall be effective throughout the
pressure class at the design temperatures specified.
b) Valve pressure-class ratings shall be in accordance with ANSI B16.34, API Specification 6A
or API Specification 6D.
3.6 Manual Valve Operators
Manual gear operators shall be provided for all valves where specified in the valve technical
descriptions or in any situation where break-away torque requirements exceed 500 Nm or a force
50 mm from the end of the lever “greater than” 500 N.
3.7 Impact Wheels
• Impact wheels shall be supplied in accordance with the valve manufacturers
recommendations;
• Impact wheels shall be supplied with all steel gate valves DN 150 and larger if operated with
chain wheels;
• Impact wheels shall not be used on cast iron valves or on valves with cast iron wheels.
3.8 Inspection Requirements for Valve Castings
ANSI class 900, 1500 and 2500 valve bodies, including flanges, shall be inspected per the following:
a) Carbon Steel and Low Alloy Valve Castings
Manufacturer’s certification of the following inspection is required. Castings and test bars
shall be heat-treated together. Critical body and bonnet casting sections, typically defined by
ANSI B 16.34, shall be radiographed and shall meet ASTM E-446 (up to 2 inches thick);
Category A, B, & CA = Level 2, Category CB, CC & CD = Level 3, Category D, E, F & G =
Level 0. Bend test and magnetic particle inspection of the entire surface of body and bonnet
castings shall be in accordance with ASTM A-216 for carbon steel and ASTM A-217 for low
alloy steel, with supplemental requirements S3 and S4. Evaluation of magnetic particle
inspection shall be in accordance with MSS SP-53 except that no lineal discontinuities shall
be allowed. The Brinnel hardness of heat-treated castings shall not exceed 225. Repairs to
defective castings shall be outlined in writing to the COMPANY before repair commences.
Repair methods shall be approved by the COMPANY prior to welding. Inspections and
repairs shall be witnessed by COMPANY’s inspectors. Castings shall be pre-heated to a
minimum 205°C prior to welding and all chromium-molybdenum alloys shall be post-weld
heat treated after welding is complete.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 10 of 32
b) Stainless Steel Control Valve Castings
Manufacturer’s certification of the following inspection is required. Castings and test bars
shall be heat-treated together. Castings shall be in the solution heat-treated and pickled
condition. Critical body and bonnet castings sections, typically defined by ANSI B16.34,
shall be radiographed and shall meet ASTM E-446 (up to 2-inches thick); Category A, B &
CA = Level 2, Category CB, CC & CD = Level 3, Category D, E, F & G = Level 0. The entire
surface of all castings shall be liquid penetrant inspected after pickling. Interpretation shall
be in accordance with Appendix 8 of the ASME Boiler and Pressure Vessel Code, Section
VIII, Division 1, except that all bright red indications, regardless of size, and clusters of pink
indications (potential porosity) shall be cause for removal of metal until further dye
examination indicates no indications or only isolated pink indications. Repairing methods
shall be approved by COMPANY prior to welding. Welds shall be 100% radiographed and
evaluated in accordance with Paragraph 344.5 of ANSI/ASME B31.3 with a minimum casting
quality factor of 0.95. Inspections and repairs shall be witnessed by COMPANY’s
inspectors.
3.9 Bolting
Requirements shall be in accordance with Specification 0000-TS-L002.
3.10 Flange Finish
Requirements shall be in accordance with Specification 0000-TS-L002.
4.0 PAINT AND PROTECTIVE COATINGS
a) The SELLER’S standard method of treating and protecting surfaces in the environment
specified in the requisition shall be documented and submitted for acceptance by the
COMPANY. Acceptance will be based on the following criteria:
• Proper surface treatment by blast cleaning or power tool cleaning;
• Application of a corrosion-resistant coating, such as epoxy, vinyl, polyurethane, or
chlorinated rubber to a total dry film thickness ranging from 50 to 100 micrometres.
b) Colours for painting will be specified in the purchase order.
c) Painting and corrosion protection shall be an integral part of the fabrication to prevent
damage from the environment.
d) The following surfaces and items shall not be painted:
• Non-metallic surfaces;
• Stainless steel;
• Machined surfaces;
• Internal surfaces, coatings, linings;
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 11 of 32
• Nameplates;
• Valve stems;
• Motor shafts.
e) Pressure-containing parts shall not be painted until inspection is completed.
f) All unpainted finished surfaces and internal surfaces that contact process fluid shall be
coated with an easily removable rust preventative that shall protect surfaces for a minimum
of six months. All protective coatings (including masking, masking paper, and other required
materials) used during painting and coating operations shall be removed from the equipment
prior to application of rust preventatives or other final transportation protective materials.
g) All unpainted instrument bezels, highly-polished surfaces of equipment and components,
control levers, flange faces, threaded parts, and parts subject to corrosion shall be suitably
coated with a protective medium that can be easily removed during final installation. Special
care shall be taken to wash all fingerprints from highly polished machine surfaces prior to
application of rust preventatives.
5.0 IDENTIFICATION AND MARKING
a) Valves shall be marked in accordance with MSS SP 25, Standard Marking System for
Valves, Fittings, Flanges and Unions.
b) Valves shall have the tag number stamped on a 316 stainless steel tag and attached to the
valve with stainless steel wire. Embossed stainless steel bands are acceptable.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 12 of 32
6.0 DOCUMENTATION REQUIREMENTS
Documentation shall be provided in accordance with the material requisition.
The following additional information shall be provided with the proposal:
• List of materials for all key valve components. Any proposed alternative trim materials to
those specified shall be listed separately for COMPANY review;
• Confirmation that valves and valve components selected are suitable for the full range of
process conditions specified;
• SELLER’S valve testing procedures;
• Statement of compliance with valve casting inspection requirements (Section 3.8);
• SELLER’S reference list (of major projects) for valves with similar design conditions;
• Valve breakaway torque figures at maximum DP (pressure differential);
• Valve performance charts.
7.0 QUALITY ASSURANCE PROVISIONS
Quality assurance provisions shall be in accordance with the Material Requisition and with the
following additional requirements:
• Valves are to be thoroughly tested before despatch. Valves supplied shall be issued with a
copy of hydrostatic test certificates, conformity certificates, foundary or mill certificates and
firesafe certificates;
• The foundary and mill certificates are to be issued detailing heat numbers, chemical and
mechanical properties, the COMPANY reserves the right to request an independent
inspection authority to test conformity;
• The carbon content of steel shall not exceed 0.25 percent and/or the carbon equivalent
content (C= Mn ) shall not exceed 0.41 percent. The SELLER must supply a ladle analysis of
6
the steel or a certificate of conformity.
8.0 PREPARATION FOR SHIPPING AND STORAGE
a) Valves shall be adequately packaged for shipping to prevent damage in transit and during
storage at the erection site.
b) The flange face on valves are to be protected with a bolted on wood/fibre or metal flange
cover the same size as the flange outside diameter. Socket weld and threaded ends of
valves shall be protected with plastic plugs.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 13 of 32
APPENDIX 1
DETAILED GATE VALVE SPECIFICATIONS
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 14 of 32
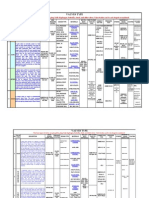
GATE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VG-40 (A1, 15 to 40 -29°C to 400°C ANSI Class 800, Conforming to API 602, SW ends, solid
A3, A5, A7, wedge disc; BODY AND BONNET - ASTM A105 forged
B1, B6, C1, carbon steel; STEM, DISC, AND SEATS - ASTM A182
C5, C7) F6, 11.5 to 13.5% chromium steel; PACKING – flexible
graphite with braided carbon/graphite end rings; bolted
bonnet, OS&Y- rising stem, reduced port.
VG-42 (A4) 15 to 40 -29°C to 150°C ANSI Class 800, Conforming to API 602, NPT screwed
ends, solid wedge disc; BODY AND BONNET – ASTM
A105 forged carbon steel; STEM, DISC AND SEATS -
ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y - rising
stem, reduced port.
VG-46 (D1, 15 to 40 -29°C to 400°C ANSI Class 1500, Conforming to API 602, RTJ flanged
D4, D5, D6, ends, solid wedge disc; BODY AND BONNET – ASTM
E1, E4, E6) A105 forged carbon steel; STEM, DISC, AND SEATS -
ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/Graphite end rings; bolted bonnet, OS&Y - rising
stem, full port.
VG-47 (A10, 15 to 25 -46°C to 400°C ANSI Class 1500, Conforming to API 602, SW ends,
B10, C10, solid wedge disc; BODY AND BONNET - ASTM A182
D10) F316 forged stainless steel; STEM, DISC, AND SEATS -
ASTM A182 F316 forged stainless steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
bolted bonnet, OS&Y - rising stem, reduced port.
VG-60 (A1, 50 to 600 -29°C to 400°C ANSI Class 150, Conforming to API 600, RF flanged
A3, A4,A5, A7) ends, solid wedge disc; BODY AND BONNET – ASTM
A216 WCB cast carbon steel; STEM, DISC, AND
SEATS - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator DN 400
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-61 (A10) 40 to 600 -46°C to 400°C ANSI Class 150, Conforming to API 600, RF flanged
ends, solid wedge disc; BODY AND BONNET – ASTM
A351 CF8 cast stainless steel; STEM, DISC, AND
SEATS - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 400 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
1
For applicable COMPANY piping material classification refer to Specification 0000-TS-L002
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 15 of 32
GATE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VG-66 (B1, 50 to 600 -29°C to 400°C ANSI Class 300, Conforming to API 600, RF flanged
B6) ends, solid wedge disc; BODY AND BONNET - ASTM
A216 WCB cast carbon steel; STEM, DISC, AND
SEATS - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 350 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-67(B10) 40 to 300 -46°C to 400°C ANSI Class 300, Conforming to API 600, RF flanged
ends, solid wedge disc; BODY AND BONNET - ASTM
A351 CF8 cast stainless steel, STEM, DISC, AND
SEATS - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 350 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-70 (C1, 50 to 600 -29°C to 400°C ANSI Class 600, Conforming to API 600, RF flanged
C5, C7) ends, solid wedge disc; BODY AND BONNET – ASTM
A216 WCB cast carbon steel; STEM, DISC, AND
SEATS - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 300 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-71(C10) 40 to 200 -46°C to 400°C ANSI Class 600, Conforming to API 600, RF flanged
ends, solid wedge disc; BODY AND BONNET – ASTM
A351 CF8 cast stainless steel; STEM, DISC, AND
SEATS - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 300 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-74 (D1, 80 to 600 -29°C to 400°C ANSI Class 900, Conforming to API 600, RTJ flanged
D4, D5, D6) ends, solid wedge disc; BODY AND BONNET – ASTM
A216 WCB cast carbon steel; STEM, DISC, AND
SEATS - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 250 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-75 (D10) 80 to 200 -46°C to 400°C ANSI Class 900, Conforming to API 600, RTJ flanged
ends, solid wedge disc; BODY AND BONNET – ASTM
A351 CF8 cast stainless steel; STEM, DISC, AND
SEATS - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bolted bonnet, OS&Y - rising
stem, full port.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 16 of 32
GATE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VG-78 (E1, 50 to 400 -29°C to 400°C ANSI Class 1500, Conforming to API 600, RTJ flanged
E4, E6) (D1, ends, solid wedge disc; BODY AND BONNET – ASTM
D4, D5, D6 A216 WCB cast carbon steel; STEM, DISC, AND
and D7 – 50 SEATS - ASTM A182 F6, 11.5 to 13.5% chromium steel;
only) PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 150 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-79 (D10, 40 to 150 -46°C to 400°C ANSI Class 1500, Conforming to API 600, RTJ flanged
40 and 50 ends, solid wedge disc; BODY AND BONNET – ASTM
only) A351 CF8 cast stainless steel; STEM, DISC, AND
SEATS - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 150 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-83 (A5) 50 to 600 -29°C to 400°C ANSI Class 150, Conforming to API 600, BW ends, solid
wedge disc; BODY AND BONNET - ASTM A216 WCB
cast carbon steel; STEM, DISC, AND SEATS – ASTM
A182 F6, 11.5 to 13.5% chromium steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
Bevel gear operator 400 DN and above, bolted bonnet,
OS&Y - rising stem, full port.
VG-85 (C5) 50 to 600 -29°C to 400°C ANSI Class 600, Conforming to API 600, BW ends, solid
wedge disc; BODY AND BONNET - ASTM A216 WCB
cast carbon steel; STEM, DISC, AND SEATS – ASTM
A182 F6, 11.5 to 13.5% chromium steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
Bevel gear operator 300 DN and above, bolted bonnet,
OS&Y - rising stem, full port.
VG-86 (E4) 50 to 400 -29°C to 400°C ANSI Class 1500, Conforming to API 600, BW ends,
(D4 and D5 - solid wedge disc; BODY AND BONNET - ASTM A216
50 only) WCB cast carbon steel; STEM, DISC, AND SEATS -
ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 150 DN
and above, bolted bonnet, OS&Y - rising stem, full port.
VG-87 (D4, 80 to 600 -29°C to 400°C ANSI Class 900, Conforming to API 600, BW ends, solid
D5) wedge disc; BODY AND BONNET - ASTM A216 WCB
cast carbon steel; STEM, DISC, AND SEATS – ASTM
A182 F6, 11.5 to 13.5% chromium steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
Bevel gear operator 250 and above, bolted bonnet,
OS&Y - rising stem, full port.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 17 of 32
GATE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VG-150 (-) 15 to 40 -29°C to 400°C ANSI Class 1500, Conforming to API 602, SW ends,
solid wedge disc; BODY AND BONNET - ASTM A105
forged carbon steel; STEM, DISC AND SEATS - ASTM
A182 F6, 11.5 to 13.5 % chromium steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
bolted bonnet, OS&Y - rising stem, reduced port.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 18 of 32
APPENDIX 2
DETAILED GLOBE VALVE SPECIFICATIONS
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 19 of 32
GLOBE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VGL-40 (A1, 15 to 40 -29°C to 400°C ANSI Class 800, SW ends, plug or semi-plug disc,
A3, A5, A7, replaceable disc and seat; BODY AND BONNET –
B1, B6, C1, ASTM A105 forged carbon steel; STEM, DISC AND
C5, C7) SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
VGL-41 (A10, 15 to 25 -46°C to 400°C ANSI Class 800, SW ends, plug or semi-plug disc,
B10, C10) replaceable disc and seat; BODY AND BONNET –
ASTM A182 F316 forged stainless steel; STEM, DISC
AND SEAT - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
VGL-46 (A4) 15 to 40 -29°C to 150°C Class PN 32, NPT screwed ends, replaceable disc;
BODY AND DISC PLATE - ASTM B62 bronze; STEM -
brass; SEAT - Teflon; PACKING - Teflon; rising stem,
union bonnet.
VGL-47 (A4) 50 to 80 -29°C to 150°C Class PN 32, NPT screwed ends, replaceable disc;
BODY AND DISC PLATE - ASTM B62 bronze; STEM -
brass; SEAT - Teflon; PACKING - Teflon; rising stem,
bolted bonnet.
VGL-52 (D4, 15 to 40 -29°C to 400°C ANSI Class 1500, RTJ flanged ends, plug or semi-plug
D5, E1,E4, E6) disc, replaceable disc and seat; BODY AND BONNET –
ASTM A105 forged carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
VGL-53 (D10) 15 to 25 -46°C to 400°C ANSI Class 1500, SW ends, plug or semi-plug disc,
replaceable disc and seat; BODY AND BONNET –
ASTM A182 F316 forged stainless steel; STEM, DISC
AND SEAT - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
1
For applicable COMPANY piping material classification refer to Specification 0000-TS-L002.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 20 of 32
GLOBE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VGL-54 (F6, 15 to 40 -46°C to 400°C ANSI Class 2500, SW ends, plug disc, replaceable disc,
F7) integral seat; BODY AND BONNET – ASTM A350 LF3
forged carbon steel; STEM, DISC AND SEAT – ASTM
A182 F6, 11.5 to 13.5% chromium steel; stellite-faced
seat; PACKING – flexible graphite with anti-extrusion
rings; bolted bonnet, Y-pattern body, OS&Y-rising stem.
VGL-60 (A1, 50 to 200 -29°C to 400°C ANSI Class 150, RF flanged ends, plug or semi plug
A3, A4, A5, disc, replaceable disc and seat; BODY AND BONNET -
A7) ASTM A216 WCB cast carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
VGL-61 (A10) 40 to 200 -46°C to 400°C ANSI Class 150, RF flanged ends, plug or semi plug
disc, replaceable disc and seat; BODY AND BONNET -
ASTM A351 CF8 cast stainless steel; STEM, DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
VGL-66 (B1, 50 to 200 -29°C to 400°C ANSI Class 300, RF flanged ends, plug or semi-plug
B6) disc, replaceable disc and seat; BODY AND BONNET -
ASTM A216 WCB cast carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 200 DN
and above, bolted bonnet, OS&Y-rising stem.
VGL-67 (B10) 40 to 200 -46°C to 400°C ANSI Class 300, RF flanged ends, plug or semi-plug
disc, replaceable disc and seat; BODY AND BONNET -
ASTM A351 CF8 cast stainless steel; STEM, DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 200 DN
and above, bolted bonnet, OS&Y-rising stem.
VGL-70 (C1, 50 to 200 -29°C to 400°C ANSI Class 600, RF flanged ends, plug or semi-plug
C5, C7) disc, replaceable disc and seat; BODY AND BONNET -
ASTM A216 WCB cast carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 150 DN
and above, bolted bonnet, OS&Y-rising stem.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 21 of 32
GLOBE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VGL-71 (C10) 40 to 200 -46°C to 400°C ANSI Class 600, RF flanged ends, plug or semi-plug
disc, replaceable disc and seat; BODY AND BONNET -
ASTM A351 CF8 cast stainless steel; STEM, DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 150 DN
and above, bolted bonnet, OS&Y-rising stem.
VGL-74 (D1, 80 to 200 -29°C to 400°C ANSI Class 900, RTJ flanged ends, plug or semi-plug
D4, D5, D6) disc, replaceable disc and seat; BODY AND BONNET -
ASTM A216 WCB cast carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 100 DN
and above, bolted bonnet, OS&Y-rising stem.
VGL-75 (D10) 80 to 200 -46°C to 400°C ANSI Class 900, RTJ flanged ends, plug or semi-plug
disc, replaceable disc and seat; BODY AND BONNET -
ASTM A351 CF8 cast stainless steel; STEM, DISC AND
SEAT - ASTM A182 F316 stainless steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
Bevel gear operator 100 DN and above, bolted bonnet,
OS&Y-rising stem.
VGL-78 (E1, 50 to 200 -29°C to 400°C ANSI Class 1500, RTJ flanged ends, plug or semi-plug
E4, E6) (D1, disc, replaceable disc and seat; BODY AND BONNET -
D4, D5 and D6 ASTM A216 WCB cast carbon steel; STEM, DISC AND
- 50 only) SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; Bevel gear operator 100DN
and above, bolted bonnet, OS&Y-rising stem.
VGL-79 (D10, 40 to 150 -46°C to 400°C ANSI Class 1500, RTJ flanged ends, plug or semi-plug
40 and 50 disc, replaceable disc and seat; BODY AND BONNET -
only) ASTM A351 CF8 cast stainless steel; STEM, DISC AND
SEAT - A182 F316 forged stainless steel; PACKING -
flexible graphite with braided carbon/graphite end rings;
Bevel gear operator 100DN and above, bolted bonnet,
OS&Y-rising stem.
VGL-80 (D1, 15 to 40 -29°C to 400°C ANSI Class 1500, SW ends, plug or semi-plug disc,
D4, D5, D6, replaceable disc and seat; BODY AND BONNET -
E1, E4, E6) ASTM A105 forged carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium steel;
PACKING - flexible graphite with braided
carbon/graphite end rings; bolted bonnet, OS&Y-rising
stem.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 22 of 32
GLOBE VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
ANSI Class 2500, BW ends, replaceable plug disc,
VGL-90B (F11) 15 to 40 -29°C to 150°C
replaceable/integral seat; BODY AND BONNET -
ASTM A105 forged carbon steel; STEM, DISC AND
SEAT - ASTM A182 F6, 11.5 To 13.5% chromium steel;
stellite-faced seal; PACKING - flexible graphite with
anti-extrusion rings; bolted bonnet, Y-pattern body,
OS&Y-rising stem.
VGL-150 (F1, 15 to 40 -101°C to ANSI Class 2500, BW ends, replaceable plug disc,
F6, F7) 120°C replaceable/integral seat; BODY AND BONNET –
ASTM A350 LF3 forged carbon steel; STEM, DISC AND
SEAT – ASTM A182 F6, 11.5 to 13.5% chromium steel;
stellite-faced seat; PACKING – flexible graphite with
anti-extrusion rings; bolted bonnet, Y-pattern body,
OS&Y-rising stem.
VGL-151 (F1, 50 to 80 -101°C to ANSI Class 2500, BW ends, replaceable plug disc,
F6, F7) 120°C replaceable/integral seat; BODY AND BONNET –
ASTM A352 LC3 cast carbon steel; STEM, DISC AND
SEAT – ASTM A182 F6, 11.5 to 13.5% chromium steel;
stellite-faced seat; PACKING – flexible graphite with
anti-extrusion rings; bolted bonnet, OS&Y- rising stem.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 23 of 32
APPENDIX 3
DETAILED CHECK VALVE SPECIFICATIONS
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 24 of 32
CHECK VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VC-39 (A3) 15 to 40 -29°C to 120°C Class PN27, poppet check type, NPT screwed ends,
replaceable disc and seat, BODY AND COVER –
ASTM A351 CF8M cast stainless steel; POPPET AND
SEAT – PTFE; SPRING – AISI 316 stainless steel;
BODY SEAL – Viton O-Ring; CRACKING PRESSURE
– 3.4 kPa (0.5 psi).
Acceptable valve is BIVCO 1000 SERIES or
equivalent.
VC-40 (A1, A3, 15 to 40 -29°C to 340°C ANSI Class 800, horizontal lift, SW ends, replaceable
A5, A7, B1, disc; BODY AND COVER - ASTM A105 forged carbon
B6, C1, C5, steel; DISC - ASTM A182 F6, 11.5 to 13.5%
C7) chromium steel; SEAT - STELLITE, integral; bolted
cover.
VC-40S (A10, 15 to 25 -46°C to 340°C ANSI Class 800, horizontal lift, SW ends, replaceable
B10, C10) disc and seat; BODY AND COVER - ASTM A182
F316 forged stainless steel; DISC AND SEAT - ASTM
A182 F316 forged stainless steel; bolted cover.
VC-46 (A4) 15 to 40 -29°C to 150°C Class PN32, swing type, NPT screwed ends,
replaceable disc and seat, BODY, HANGER AND
DISC HOLDER – ASTM B62 bronze. hanger, and disc
holder.
VC-52 (D4, 15 to 40 -29°C to 340°C ANSI Class 1500, piston type, RTJ flanged ends,
D5, E1, E4, replaceable piston; BODY AND COVER - ASTM A105
E6) forged carbon steel; DISC - ASTM A182 F6, 11.5 to
13.5% chromium steel; SEAT - STELLITE, integral;
bolted cover.
VC-53 (D10) 15 to 25 -46°C to 340°C ANSI Class 1500, piston type, SW ends, replaceable
piston; BODY AND COVER - ASTM A182 F316
forged stainless steel; PISTON AND SEAT - ASTM
A182 F316 forged stainless steel; bolted cover.
VC-55 (F1, F6, 15 to 40 -101°C to 340°C ANSI Class 2500, piston type BW ends; replaceable
F7) piston; BODY AND COVER – ASTM A352 LC3 cast
carbon steel; PISTON – ASTM A182 F6, 11.5 to
13.5% chromium steel; SEAT – stellite, integral; bolted
cover.
1
For applicable COMPANY piping material classification refer to Specification 0000-TS-L002.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 25 of 32
CHECK VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VC-56 (F1, F6, 15 to 40 -101°C to 340°C ANSI Class 2500, piston type SW ends; replaceable
F7) piston; BODY AND COVER – ASTM A350 LF3 forged
carbon steel; PISTON – ASTM A182 F6, 11.5 to
13.5% chromium steel; SEAT – stellite, integral; bolted
cover.
VC-60 (A1, A3, 50 to 600 -29°C to 340°C ANSI Class 150, swing type, RF flanged ends,
A4, A5, A7) replaceable disc and seat; BODY AND COVER -
ASTM A216 WCB cast carbon steel; DISC AND SEAT
- ASTM A182 F6, 11.5 to 13.5% chromium steel;
bolted cover.
VC-70 (B1, B6) 50 to 600 -29°C to 340°C ANSI Class 300, swing type, RF flanged ends,
replaceable disc and seat; BODY AND COVER -
ASTM A216 WCB cast carbon steel; DISC AND SEAT
- ASTM A182 F6, 11.5 to 13.5% chromium steel;
bolted cover.
VC-72 (B10) 40 to 300 -46°C to 340°C ANSI Class 300, swing type, RF flanged ends,
replaceable disc and seat; BODY AND COVER -
ASTM A351 CF8 cast stainless steel; DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
bolted cover.
VC-79 (C1, 50 to 600 -29°C to 340°C ANSI Class 600, swing type, RF flanged ends,
C5, C7) replaceable disc and seat; BODY AND COVER -
ASTM A216 WCB cast carbon steel; DISC AND SEAT
- ASTM A182 F6, 11.5 to 13.5% chromium steel;
bolted cover.
VC-80 (C10) 40 to100 -46°C to 340°C ANSI Class 600, swing type, RF flanged ends,
replaceable disc and seat; BODY AND COVER -
ASTM A351 CF8 cast stainless steel; DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
bolted cover.
VC-87 (D4, 80 to 200 -29°C to 340°C ANSI Class 900, swing type, RTJ flanged ends,
D5) replaceable disc and seat; BODY AND COVER -
ASTM A216 WCB cast carbon steel; DISC AND SEAT
- ASTM A182 F6, 11.5 to 13.5% chromium steel;
bolted cover.
VC-88 (D10) 80 to 250 -46°C to 340°C ANSI Class 900, swing type, RTJ flanged ends,
replaceable disc and seat; BODY AND COVER -
ASTM A351 CF8 cast stainless steel; DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
bolted cover.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 26 of 32
CHECK VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VC-93 (E1, E4, 50 to 300 -29°C to 340°C ANSI Class 1500, swing type, RTJ flanged ends,
E6) (D1, D4, replaceable disc and seat; BODY AND COVER -
D5 and D6 - 50 ASTM A216 WCB cast carbon steel; DISC AND SEAT
only) - ASTM A182 F6, 11.5 to 13.5% chromium steel;
bolted cover.
VC-94 (D10, 40 to 150 -46°C to 340°C ANSI Class 1500, swing type, RTJ flanged ends,
40 and 50 replaceable disc and seat; BODY AND COVER -
only) ASTM A351 CF8 cast stainless steel; DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
bolted cover.
VC-114 (D1, 15 to 40 -29°C to 340°C ANSI Class 1500, piston type, SW ends, replaceable
D4, D5, D6) disc and seat; BODY AND COVER - ASTM A105
forged carbon steel; PISTON - ASTM A182 F6, 11.5
to 13.5% chromium steel; SEAT - STELLITE, integral.
VC-115 (D1, 80 to 600 -29°C to 340°C ANSI Class 900, swing type, RTJ flanged ends,
D6) replaceable disc and seat; BODY AND COVER -
ASTM A216 WCB cast carbon steel; DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium
steel; bolted cover.
VC-118 (A5) 50 to 600 -29°C to 340°C ANSI Class 150, swing type, BW ends, replaceable
disc and seat; BODY AND COVER - ASTM A216
WCB cast carbon steel; DISC AND SEAT - ASTM
A182 F6, 11.5 to 13.5% chromium steel; bolted cover.
VC-120 (C5) 50 to 600 -29°C to 340°C ANSI Class 600, swing type, BW ends, replaceable
disc and seat; BODY AND COVER - ASTM A216
WCB cast carbon steel; DISC AND SEAT - ASTM
A182 F6, 11.5 to 13.5% chromium steel; bolted cover.
VC-122 (D4, 50 to 250 -29°C to 340°C ANSI Class 900, swing type, BW ends, replaceable
D5) disc and seat; BODY AND COVER - ASTM A216
WCB cast carbon steel; DISC AND SEAT - ASTM
A182 F6, 11.5 to 13.5% chromium steel; bolted cover.
VC-123 (D4, 50 to 250 -29°C to 340°C ANSI Class 1500, swing type, BW ends, replaceable
D5 – 50 only) disc and seat; BODY AND COVER - ASTM A216
WCB cast carbon steel; DISC AND SEAT - ASTM
A182 F6, 11.5 to 13.5% chromium steel; bolted cover.
VC-125 (E4) 50 to 150 -29°C to 340°C ANSI Class 1500, swing type, RTJ flanged ends,
replaceable disc and seat; BODY AND COVER -
ASTM A216 WCB cast carbon steel; DISC AND
SEAT - ASTM A182 F6, 11.5 to 13.5% chromium
steel; bolted cover.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 27 of 32
CHECK VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VC-129 (A10) 40 to 100 -46°C to 340°C ANSI Class 150, swing type, RF flanged ends,
replaceable disc and seat; BODY AND COVER -
ASTM A351 CF8 cast stainless steel; DISC AND
SEAT - ASTM A182 F316 forged stainless steel;
bolted cover.
VC-131 (F1, 50 to 200 -101°C to 120°C ANSI Class 2500 swing type BW ends; replaceable
F6, F7) disc and seat; BODY AND COVER - ASTM A352 LC3
cast carbon steel; DISC AND SEAT - ASTM A182 F6,
11.5 to 13.5% chromium steel; stellite-faced seat;
bolted cover.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 28 of 32
APPENDIX 4
DETAILED BUTTERFLY VALVE SPECIFICATIONS
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 29 of 32
BUTTERFLY VALVE SPECIFICATION
Valve Tag DN Temperature Description
Data Sheets1
VBT-20 (A1) 80 to 600 -29°C to 200°C ANSI Class 150, fully lugged wafer style body to match
Class 150 RF flanges; BODY - ASTM A216 WCB cast
carbon steel; DISC – ASTM A351 CF8 cast stainless
steel; SHAFT - 17-4PH; SEALS AND SEAT - Teflon;
double or triple offset design firesafe, gear operator shall
be provided for 250 DN and above.
VBT-21 (A3, 50 to 300 -29°C to 150°C ANSI Class 125/150, fully lugged wafer style body to
A4) match Class 150 RF flanges; BODY - ASTM A536 cast
ductile iron; DISC AND SHAFT - 316 stainless steel;
SEAT MATERIAL – Buna N; gear operator shall be
provided for 250 DN and above.
Seat and seals to be suitable for the following design
conditions: -290C at 1000 kPa to 1200C at 1000 kPa.
VBT-22 (A1) 80 to 500 -29°C to 200°C ANSI Class 150, fully lugged wafer style body to match
Class 150 RF flanges; BODY - ASTM A216 WCB cast
carbon steel; DISC – ASTM A351 CF8 cast stainless
steel; SHAFT - 17-4PH; METAL SEAL - laminated 316
stainless steel; triple offset design firesafe, zero leakage,
gear operator shall be provided for 200 DN and above.
VBT-23 (A1) 80 to 500 -29°C to 200°C ANSI Class 150, RF flanged ends; BODY - ASTM A216
WCB cast carbon steel; DISC - ASTM A351 CF8 cast
stainless steel; SHAFT - 17-4PH; METAL SEAL –
laminated 316 stainless steel; triple offset design
firesafe, zero leakage, gear operator shall be provided
for 200 DN and above.
VBT-30 (-) 50 to 300 -29°C to 150°C ANSI Class 300, fully lugged wafer style body to match
Class 300 RF flanges; BODY - ASTM A216 WCB cast
carbon steel; DISC – ASTM A351 CF8 cast stainless
steel; SHAFT - 17-4 PH; SEAT – resilient type with
secondary metal backup, double or triple offset design
firesafe, zero leakage, gear operator shall be provided
for 200 DN and above.
Seat and seals to be suitable for the following design
conditions: -29°C at 5100 kPa to 150°C at 4510 kPa.
1
For applicable COMPANY piping material classification refer to Specification 0000-TS-L002.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 30 of 32
APPENDIX 5
DETAILED NEEDLE VALVE SPECIFICATIONS
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 31 of 32
NEEDLE VALVE SPECIFICATION
Valve Tag DN Temp Description
Data Sheets1
VN-30 (A1, A5, A7, 15 to 25 -46°C to 340°C Needle valve, 41,000 kPa @ 95°C and 23,000 kPa
A10, B1, B6, B10, @ 340°C, MNPT x DN15 FNPT, screwed bonnet
C1, C5, C7, C10, with locking pin, inside screw and rising stem;
D1, D4, D5, D6, BODY, BONNET, STEM, AND HARD SEAT -
D10, E1, E4, E6) ASTM A182 F316 forged stainless steel; PACKING
- Graphoil.
VN-61 (A1, A5, A7, 15 to 20 -46°C to 340°C Needle valve, 41,000 kPa @ 95°C and 23,000 kPa
A10, B1, B6, B10, @ 340°C, MNPT x three (3) DN15 FNPT
C1, C5, C7, C10, connections, screwed bonnet with locking pin,
D1, D4, D5, D6, inside screw and rising stem; BODY, BONNET,
D10, E1, E4, E6) STEM AND HARD SEAT - ASTM A182 F316 forged
stainless steel; PACKING - Graphoil. Valve shall
be assembled with one DN15 heavy hex plug and
one VN-30 DN15 bleeder valve.
1
For applicable COMPANY piping material classification refer to Specification 0000-TS-L002.
0000-TS-L007 APPROVED FOR PURCHASE
01 May, 2001 Page 32 of 32
You might also like
- BK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Document45 pagesBK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Kev Tra100% (1)
- Ball Valves Specification - 0000-TS-L006 Rev 6Document23 pagesBall Valves Specification - 0000-TS-L006 Rev 6Agis Rijal Atmawijaya100% (1)
- Gate, Globe, Check, Butterfly and Needle Valves SpecificationDocument32 pagesGate, Globe, Check, Butterfly and Needle Valves SpecificationJohn MechNo ratings yet
- Valve Material SpecsDocument112 pagesValve Material Specsjoseph.maquez24No ratings yet
- Flange Management Procedure FixDocument13 pagesFlange Management Procedure FixNaza Gavaputri100% (1)
- Material Selection For Sour Service EnvironmentDocument10 pagesMaterial Selection For Sour Service EnvironmentIdris Siddiqui100% (3)
- Material Selection and Corrosion Philosophy ReportDocument33 pagesMaterial Selection and Corrosion Philosophy ReportĐiệnBiênNhâm75% (4)
- CHF-ENG-SP-L-300 Rev 0 PDFDocument302 pagesCHF-ENG-SP-L-300 Rev 0 PDFMo'men Abu-SmaihaNo ratings yet
- PROCEDURE Piping ChevronDocument44 pagesPROCEDURE Piping Chevrongst ajah100% (3)
- Shell Dep 2Document16 pagesShell Dep 2Vivek JoshiNo ratings yet
- General Requirements For Flares and Flare StacksDocument9 pagesGeneral Requirements For Flares and Flare StacksReza100% (1)
- Basic Type of ValvesDocument2 pagesBasic Type of ValvesbharathaninNo ratings yet
- Materials For Sour Service Nao SPC D MW 001Document26 pagesMaterials For Sour Service Nao SPC D MW 001Tahir AlzuhdNo ratings yet
- D 1 1Document956 pagesD 1 1karthi82887No ratings yet
- MR For Ball ValvesDocument12 pagesMR For Ball Valvesengr_umer_01100% (1)
- Double Block and Bleed ValveDocument16 pagesDouble Block and Bleed ValveBa Jun Thối100% (1)
- Dep 7Document28 pagesDep 7BiswasNo ratings yet
- DBB Vs DIBDocument3 pagesDBB Vs DIBrsb72No ratings yet
- Piping and Equipment InsulationDocument22 pagesPiping and Equipment InsulationRampal Rahul Rampal RahulNo ratings yet
- Wet H2S Service - Total's RequirementsDocument7 pagesWet H2S Service - Total's Requirementsm5416100% (2)
- Pipingchevronoffshore 2Document56 pagesPipingchevronoffshore 2Velpandian ManiNo ratings yet
- Sharing Session Piping Material - Flame ArrestorDocument18 pagesSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaNo ratings yet
- Equipment List Including Long Lead ItemsDocument6 pagesEquipment List Including Long Lead Itemspapilolo2008No ratings yet
- 32 Samss 028Document28 pages32 Samss 028biplabpal2009No ratings yet
- MEP-R-ES-007-Flare Stack, Flare Tip and Flame Front GeneratorDocument10 pagesMEP-R-ES-007-Flare Stack, Flare Tip and Flame Front GeneratorimyourscinNo ratings yet
- Bolt Tightening ProcedureDocument6 pagesBolt Tightening Procedureal arabiNo ratings yet
- Bakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverDocument8 pagesBakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverIbad AlamNo ratings yet
- Additional Requirements For Pressure Vessels For Applications in H2S Containing EnvironmentsDocument21 pagesAdditional Requirements For Pressure Vessels For Applications in H2S Containing Environmentshalim_kaNo ratings yet
- Corrosion of Steels in Sour Gas EnvironmentDocument179 pagesCorrosion of Steels in Sour Gas Environmentaathittaya100% (1)
- Selection of Materials For Life Cycle Performance (Upstream Facilities) - EquipmentDocument56 pagesSelection of Materials For Life Cycle Performance (Upstream Facilities) - EquipmentStephanie Siahaan100% (2)
- k2s-Ng01007551-Gen-ra7754-00004 Specification For Line Pipe Protective Coating RepairDocument15 pagesk2s-Ng01007551-Gen-ra7754-00004 Specification For Line Pipe Protective Coating Repairadeoye_okunoyeNo ratings yet
- BP Pipe Joint HandbookDocument113 pagesBP Pipe Joint HandbookSKRNo ratings yet
- Valve Engineering - Shell TAT - TAMAP DiscussionDocument3 pagesValve Engineering - Shell TAT - TAMAP Discussiontilakthakar10% (1)
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Document22 pages15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuNo ratings yet
- Sda Ng01006306b Odipl La 0510 00001 c04 Stability AnalysisDocument20 pagesSda Ng01006306b Odipl La 0510 00001 c04 Stability AnalysisDaniel Dambo100% (2)
- Demands For Sour Service Requirements For Pressure Vessel Steel Plates in The View of The Steel ProducerDocument10 pagesDemands For Sour Service Requirements For Pressure Vessel Steel Plates in The View of The Steel Producerm5416No ratings yet
- Dep-30 10 02 17-GenDocument25 pagesDep-30 10 02 17-Genguruj305764100% (1)
- Itp For Gasket - r1Document7 pagesItp For Gasket - r1Hamid Taghipour ArmakiNo ratings yet
- TES-311D1 Rev 1 - STD Details For Vessels and ExchDocument64 pagesTES-311D1 Rev 1 - STD Details For Vessels and ExchiplaruffNo ratings yet
- 6.9 Pigging Philosophy PDFDocument10 pages6.9 Pigging Philosophy PDFDonald.KNo ratings yet
- PV Newsletter April2021Document32 pagesPV Newsletter April2021Tushar MangratiNo ratings yet
- Specification 401 Rev 1129803527. 2 Unfired Pressure VesselDocument8 pagesSpecification 401 Rev 1129803527. 2 Unfired Pressure VesselariessuperNo ratings yet
- GEN-L-XXX-SP-0001 - 5 - Specification For Piping and Valve MaterialsDocument107 pagesGEN-L-XXX-SP-0001 - 5 - Specification For Piping and Valve MaterialsWilliam Smith100% (3)
- Material SelectionDocument99 pagesMaterial SelectionRaj Bindas100% (8)
- Vessel Trays and InternalsDocument13 pagesVessel Trays and InternalsswatkoolNo ratings yet
- Gate Globe Check Butterfly and Needle Valve Specification - 0000-TS-L007 Rev 2Document32 pagesGate Globe Check Butterfly and Needle Valve Specification - 0000-TS-L007 Rev 2Susan Sue Berrospi Merino100% (1)
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedDocument77 pagesHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- Piping Material Specification 2010014 00 l0 Gs 001Document215 pagesPiping Material Specification 2010014 00 l0 Gs 001Wilson Xavier Orbea Bracho100% (1)
- Corporate Piping SpecDocument56 pagesCorporate Piping Specamanojp100% (2)
- BK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Document45 pagesBK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Kev TraNo ratings yet
- Piping SpecificationDocument77 pagesPiping SpecificationVignesh Panchabakesan67% (3)
- DR Engp I 1.1 R.11Document1,093 pagesDR Engp I 1.1 R.11HEFTOS P-55100% (1)
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketNo ratings yet
- Volime II of II Mechanical Piping-GAILDocument245 pagesVolime II of II Mechanical Piping-GAILBathi Hari PrasadNo ratings yet
- DR Engp 1.1 R13Document2,070 pagesDR Engp 1.1 R13Revair CostaNo ratings yet
- Pghu Eh Lspds 002004 Rev 0Document43 pagesPghu Eh Lspds 002004 Rev 0BhoyPachoNo ratings yet
- PIpingDocument32 pagesPIpingbalumagesh1979100% (1)
- Tubing and CasingDocument10 pagesTubing and CasingEnd LabNo ratings yet
- ALN FP ESA MEC SPC 2201 - 2B6B.1 Piping Materials SupplementDocument327 pagesALN FP ESA MEC SPC 2201 - 2B6B.1 Piping Materials Supplementahmed.njahNo ratings yet
- General Requirements For Welding of PipingDocument8 pagesGeneral Requirements For Welding of PipingMuhammedHafisNo ratings yet
- Required File Name Reaffirmed Title EquivalentDocument22 pagesRequired File Name Reaffirmed Title Equivalenthtutswe100% (1)
- Moge Web OffshoreDocument27 pagesMoge Web OffshoremmpetroengNo ratings yet
- Developments in Myanmar Energy SectorDocument44 pagesDevelopments in Myanmar Energy SectorBhamotharNo ratings yet
- StandardsDocument24 pagesStandardshtutswe0% (1)
- API MPMS ListDocument6 pagesAPI MPMS ListhtutsweNo ratings yet
- API MPMS ListDocument5 pagesAPI MPMS Listhtutswe0% (1)
- API MPMS List PDFDocument5 pagesAPI MPMS List PDFhtutsweNo ratings yet
- Myanmar Energy Sector Assessment PDFDocument74 pagesMyanmar Energy Sector Assessment PDFhtutsweNo ratings yet
- Myanmar Energy Sector Assessment PDFDocument74 pagesMyanmar Energy Sector Assessment PDFhtutsweNo ratings yet
- Ster RadDocument4 pagesSter RadKlos BettoNo ratings yet
- Deck CrainDocument540 pagesDeck Crainpraveen67% (3)
- Chemical Equilibrium (Reversible Reactions)Document22 pagesChemical Equilibrium (Reversible Reactions)Anthony AbesadoNo ratings yet
- Basic Molecular Biology & Biotechnology Training ManualDocument23 pagesBasic Molecular Biology & Biotechnology Training Manualsameer420No ratings yet
- Lab 7 - BioeactorDocument43 pagesLab 7 - Bioeactornur athilahNo ratings yet
- Chem 155 Quiz 3 Review Topics and Questions With AnswersDocument6 pagesChem 155 Quiz 3 Review Topics and Questions With Answersuvir iitmNo ratings yet
- Student Exploration: Collision Theory: NCVPS Chemistry Fall 2014Document7 pagesStudent Exploration: Collision Theory: NCVPS Chemistry Fall 2014erwin golovashkin0% (1)
- CPVC SolventsDocument6 pagesCPVC SolventsAhmad AnthonyNo ratings yet
- Fire Sprinkler Systems#Document8 pagesFire Sprinkler Systems#aimiza50% (2)
- WPS (Gtaw)Document2 pagesWPS (Gtaw)Ramadhan AdityaNo ratings yet
- Manual de RadioisotoposdDocument257 pagesManual de RadioisotoposdNorma Mendoza GonzálezNo ratings yet
- Tallentex Class 10 # 2022-23Document20 pagesTallentex Class 10 # 2022-23Sreeja SujithNo ratings yet
- O-Rings and SealsDocument10 pagesO-Rings and SealsManuel CarvalloNo ratings yet
- Eucalyptus CamadulensisDocument12 pagesEucalyptus Camadulensismagdy edreesNo ratings yet
- Inspeccion Visual de Treminales Crimpeado PDFDocument2 pagesInspeccion Visual de Treminales Crimpeado PDFCarlos ChirinosNo ratings yet
- 175 023400Document2 pages175 023400Abu Anas M.SalaheldinNo ratings yet
- Insoluble Ions EssayDocument2 pagesInsoluble Ions EssayDarshan Meghji100% (1)
- Question Paper SSC 32Document18 pagesQuestion Paper SSC 32Tarun BediNo ratings yet
- SPT2021 Butadiene AAMDocument29 pagesSPT2021 Butadiene AAMTasneem MNo ratings yet
- Hardness Temperature in MetalsDocument6 pagesHardness Temperature in MetalsStevenJacomeNo ratings yet
- Efficacy and Safety of Diabecon (D-400), A Herbal Formulation, in Diabetic PatientsDocument5 pagesEfficacy and Safety of Diabecon (D-400), A Herbal Formulation, in Diabetic PatientsrawanNo ratings yet
- Pro Evolution MXE Panel User ManualDocument20 pagesPro Evolution MXE Panel User ManualcleoaminNo ratings yet
- ReagentGuide 8th SynthesticOrganicChemistry MaterialsChemistryDocument396 pagesReagentGuide 8th SynthesticOrganicChemistry MaterialsChemistryyulliarperezNo ratings yet
- Florafelt Vertical Garden GuideDocument27 pagesFlorafelt Vertical Garden Guidelarguedas100% (1)
- Standard Reduction PotentialsDocument1 pageStandard Reduction PotentialsCamiloNo ratings yet
- Advantages and Disadvantages of Hydraulic SystemsDocument3 pagesAdvantages and Disadvantages of Hydraulic SystemsTina MilovanovićNo ratings yet
- Mixture ProblemsDocument15 pagesMixture ProblemsAngelica BascoNo ratings yet
- Hoffman Chemical Resistant EnclosuresDocument4 pagesHoffman Chemical Resistant Enclosuresmora287No ratings yet
- Done By: Neha Jain Priya Upadhyay Saanchi AroraDocument13 pagesDone By: Neha Jain Priya Upadhyay Saanchi AroraPriya UpadhyayNo ratings yet
- Catalogo Rieles PDFDocument133 pagesCatalogo Rieles PDFWilliam AguilarNo ratings yet