You might also like
- Learn Five Languages of Apology For The WorkplaceDocument20 pagesLearn Five Languages of Apology For The WorkplaceAdam Wang81% (16)
- The Production of Biodiesel From Waste Frying Oils A Comparison of DifferentDocument7 pagesThe Production of Biodiesel From Waste Frying Oils A Comparison of DifferentmihaipvpNo ratings yet
- 5.6. Schematic - Bus Coupler-J2.10Document32 pages5.6. Schematic - Bus Coupler-J2.10Mèo Mập Ú NuNo ratings yet
- Dounis Interview PDFDocument15 pagesDounis Interview PDFNilson Marcos SoaresNo ratings yet
- Mary Higgins Clark SamplerDocument208 pagesMary Higgins Clark SamplerSimon and SchusterNo ratings yet
- Church-State Relations, National Identity, and Security in Post-Cold War GreeceDocument31 pagesChurch-State Relations, National Identity, and Security in Post-Cold War GreeceTeo ThemaNo ratings yet
- Knet Open ERP ProposalDocument13 pagesKnet Open ERP ProposalRianov Aja100% (1)
- Mintel Global Consumer Trends 2030 April 2020 Shared by WorldLine TechnologyDocument48 pagesMintel Global Consumer Trends 2030 April 2020 Shared by WorldLine Technologylebaosip100% (1)
- Biodiesel Production From Waste Cooking Oil Using Sulfuric Acid and Microwave Irradiation ProcessesDocument7 pagesBiodiesel Production From Waste Cooking Oil Using Sulfuric Acid and Microwave Irradiation ProcessesmetashriNo ratings yet
- Chongqing Cummins Engine Co. LTDDocument3 pagesChongqing Cummins Engine Co. LTDEncep Zaenal MNo ratings yet
- Modeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking OilDocument10 pagesModeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking OilAdhisya Salma KhairunnisaNo ratings yet
- Study On Biodiesel From Cotton Seed Oil by Using Heterogeneous Super Acid Catalyst So /zroDocument7 pagesStudy On Biodiesel From Cotton Seed Oil by Using Heterogeneous Super Acid Catalyst So /zroDyshelly Nurkartika PascapurnamaNo ratings yet
- Applied Energy: Fengxian Qiu, Yihuai Li, Dongya Yang, Xiaohua Li, Ping SunDocument6 pagesApplied Energy: Fengxian Qiu, Yihuai Li, Dongya Yang, Xiaohua Li, Ping Sunsureshm_raj5434No ratings yet
- 7 Metal Hydrated-Salts As Efficient and Reusable Catalysts For Pretreating Waste Cooking Oils and Animal Fats For An Effective ProductionDocument8 pages7 Metal Hydrated-Salts As Efficient and Reusable Catalysts For Pretreating Waste Cooking Oils and Animal Fats For An Effective ProductionSergio CaicedoNo ratings yet
- Solid Acid Catalyzed Biodiesel Production From Waste Cooking OilDocument6 pagesSolid Acid Catalyzed Biodiesel Production From Waste Cooking OilMáximo Décimo MeridioNo ratings yet
- 2013 Optimization of Biodiesel ProductionDocument7 pages2013 Optimization of Biodiesel ProductionJ VNo ratings yet
- Modeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking OilDocument10 pagesModeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking Oilkivumbi AchileoNo ratings yet
- A Single Step Non-Catalytic Esterification of Palm Fatty Acid Distillate (PFAD) ForDocument8 pagesA Single Step Non-Catalytic Esterification of Palm Fatty Acid Distillate (PFAD) ForNestor Armando Marin SolanoNo ratings yet
- Process Simulation and Economic Analysis of Biodiesel Production From Waste Cooking Oil With Membrane BioreactorDocument8 pagesProcess Simulation and Economic Analysis of Biodiesel Production From Waste Cooking Oil With Membrane Bioreactorعزالدين حسنNo ratings yet
- Accepted Manuscript: Chemical Engineering JournalDocument43 pagesAccepted Manuscript: Chemical Engineering JournalRyan Eka JuniawanNo ratings yet
- I. Noshadi, N.A.S. Amin, Richard S. Parnas: Sciverse SciencedirectDocument9 pagesI. Noshadi, N.A.S. Amin, Richard S. Parnas: Sciverse SciencedirectKatherine Insuasty MartinezNo ratings yet
- Energy Conversion and Management: Chanatip Samart, Chaiyan Chaiya, Prasert ReubroycharoenDocument4 pagesEnergy Conversion and Management: Chanatip Samart, Chaiyan Chaiya, Prasert ReubroycharoenLauraNo ratings yet
- Prafulla Patil, Shuguang Deng, J. Isaac Rhodes, Peter J. LammersDocument5 pagesPrafulla Patil, Shuguang Deng, J. Isaac Rhodes, Peter J. LammersDinhtai NguyenNo ratings yet
- 2010 - Fatty Acid Methyl Esters From SoapstocksDocument5 pages2010 - Fatty Acid Methyl Esters From SoapstocksSORIN AVRAMESCUNo ratings yet
- TK4104 Perancangan Produk KimiaDocument3 pagesTK4104 Perancangan Produk Kimiaaridhiena nurbanieNo ratings yet
- Characterization of Methyl Ester Compound of Biodiesel From Industrial Liquid Waste of Crude Palm Oil ProcessingDocument2 pagesCharacterization of Methyl Ester Compound of Biodiesel From Industrial Liquid Waste of Crude Palm Oil ProcessingrahmanNo ratings yet
- Talha Dan Sulaiman 2016Document10 pagesTalha Dan Sulaiman 2016Alexander LiangNo ratings yet
- 10.1007@s12649 019 00889 2Document11 pages10.1007@s12649 019 00889 2Jelian GraceNo ratings yet
- Aspen HYSYS Simulation For Biodiesel Production FRDocument7 pagesAspen HYSYS Simulation For Biodiesel Production FRعزالدين حسنNo ratings yet
- 1 s2.0 S0016236112002736 MainDocument9 pages1 s2.0 S0016236112002736 MainRiandy PutraNo ratings yet
- 1.1 Background: "Optimization of Synthesis of Biodiesel Using Membrane"Document5 pages1.1 Background: "Optimization of Synthesis of Biodiesel Using Membrane"Ganesh ShindeNo ratings yet
- Conversion of Waste Cooking Oil Into BiodieselDocument48 pagesConversion of Waste Cooking Oil Into BiodieselMUHAMMAD ADNANNo ratings yet
- Geothermal Sludge-Derived Calcined Sodium Silicate As Heterogeneous Catalyst For Biodiesel Production From Waste Cooking OilDocument3 pagesGeothermal Sludge-Derived Calcined Sodium Silicate As Heterogeneous Catalyst For Biodiesel Production From Waste Cooking OilReza Hendy DjoerkaeffNo ratings yet
- Al Zuhair2007 PDFDocument10 pagesAl Zuhair2007 PDFwadoud aggounNo ratings yet
- Biocombustible (Artículo Inglés)Document9 pagesBiocombustible (Artículo Inglés)VALERY DANIELA VARELA MEJIANo ratings yet
- Solid Catalyst in Esterification and Transesterification Reactions For Biodiesel Production: A ReviewDocument7 pagesSolid Catalyst in Esterification and Transesterification Reactions For Biodiesel Production: A ReviewMuhammad Husein HizbullahNo ratings yet
- Sdarticle6 With Cover Page v2Document13 pagesSdarticle6 With Cover Page v2Tarun UppalaNo ratings yet
- Varanda, Pinto, Martins - 2011 - Life Cycle Analysis of Biodiesel ProductionDocument8 pagesVaranda, Pinto, Martins - 2011 - Life Cycle Analysis of Biodiesel ProductionJalcamNo ratings yet
- Variables Affecting The in Situ Transesterification of Microalgae LipidsDocument8 pagesVariables Affecting The in Situ Transesterification of Microalgae LipidsNestor Armando Marin SolanoNo ratings yet
- Transesterification of Soybean Oil To Biodiesel Using Cao As A Solid Base CatalystDocument14 pagesTransesterification of Soybean Oil To Biodiesel Using Cao As A Solid Base CatalystHelmi BaharNo ratings yet
- Research Article: Process Optimization For Biodiesel Production From Corn Oil and Its Oxidative StabilityDocument10 pagesResearch Article: Process Optimization For Biodiesel Production From Corn Oil and Its Oxidative StabilityDevina VeriyansariNo ratings yet
- Elboulifi 2010Document10 pagesElboulifi 2010Lorraine OliveiraNo ratings yet
- Tugas AnaDocument8 pagesTugas AnaSelviianaaNo ratings yet
- Energy Conversion and Management: Hu Pan, Hu Li, Heng Zhang, Anping Wang, Duo Jin, Song YangDocument11 pagesEnergy Conversion and Management: Hu Pan, Hu Li, Heng Zhang, Anping Wang, Duo Jin, Song YangjohnkirubaNo ratings yet
- Catalysts 12 00706 v2 2Document13 pagesCatalysts 12 00706 v2 2Teknik KimiaNo ratings yet
- Research ArticleDocument13 pagesResearch Articlekishore dasmunshiNo ratings yet
- Waste Oil OptDocument9 pagesWaste Oil Optsunitha098760No ratings yet
- Electro-Catalysis System For Biodiesel Synthesis From Palm Oil Over Dielectric-Barrier Discharge Plasma ReactorDocument10 pagesElectro-Catalysis System For Biodiesel Synthesis From Palm Oil Over Dielectric-Barrier Discharge Plasma ReactorppnNo ratings yet
- Eng-Investigation On Biofuel Production Using Two-Ayoola AyodejiDocument6 pagesEng-Investigation On Biofuel Production Using Two-Ayoola AyodejiImpact JournalsNo ratings yet
- Influence of Free Fatty Acid Content in Biodiesel Production On Non-Edible OilsDocument6 pagesInfluence of Free Fatty Acid Content in Biodiesel Production On Non-Edible OilsAnton AlgrinovNo ratings yet
- Saka, Et Al. (2) Without Using Any Catalyst. An Experiment Has Been Carried Out in The Batch-TypeDocument16 pagesSaka, Et Al. (2) Without Using Any Catalyst. An Experiment Has Been Carried Out in The Batch-TypeVinaya NaralasettyNo ratings yet
- 638 Content 10. Production of Biodiesel From Waste Cooking OilDocument6 pages638 Content 10. Production of Biodiesel From Waste Cooking OilMekonnen BirhaneNo ratings yet
- ES04Document11 pagesES04Alexis Bryan RiveraNo ratings yet
- Upgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesDocument3 pagesUpgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesMarcelo MisutsuNo ratings yet
- Production of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDocument7 pagesProduction of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDennis ChanNo ratings yet
- Energy Conversion and Management: Dipesh S. Patle, Shivom Sharma, Z. Ahmad, G.P. RangaiahDocument12 pagesEnergy Conversion and Management: Dipesh S. Patle, Shivom Sharma, Z. Ahmad, G.P. RangaiahsamandondonNo ratings yet
- Seminar ReportDocument15 pagesSeminar ReportDepepanshu MahajanNo ratings yet
- The Optimization of The Esterification Reaction in BiodieselDocument12 pagesThe Optimization of The Esterification Reaction in BiodieselPablo PaganiNo ratings yet
- Jatropha CurcasDocument1 pageJatropha CurcasAhmad YuhardiNo ratings yet
- BiodieselDocument11 pagesBiodieselArnold Murphy Elouma NdingaNo ratings yet
- Thesis Biodiesel ProductionDocument7 pagesThesis Biodiesel ProductionKelly Lipiec100% (2)
- Biodiesel Production by Using Heterogeneous Catalysts: Rubi Romero, Sandra Luz Martínez and Reyna NatividadDocument19 pagesBiodiesel Production by Using Heterogeneous Catalysts: Rubi Romero, Sandra Luz Martínez and Reyna NatividadDiLa CuteNo ratings yet
- Fuel Structure and Properties of Biodiesel Produced by The Peroxidation ProcessDocument7 pagesFuel Structure and Properties of Biodiesel Produced by The Peroxidation ProcessSuara84No ratings yet
- 1 s2.0 S0016236111000068 Main Microondas Cao TranseDocument5 pages1 s2.0 S0016236111000068 Main Microondas Cao TranseFernanda TorresNo ratings yet
- Por Medio de Cavitación HidrodinámicaDocument6 pagesPor Medio de Cavitación HidrodinámicaIanDanielAyarzaSánchezNo ratings yet
- Utilization of Karanja (Pongamia Pinnata) As A Major Raw Material For The Production of BiodieselDocument5 pagesUtilization of Karanja (Pongamia Pinnata) As A Major Raw Material For The Production of BiodieselMithila AkterNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 1: Biofeedstocks and Their ProcessingFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 1: Biofeedstocks and Their ProcessingLalit Kumar SinghNo ratings yet
- Electrostatic Coagulationfor Separationof Crude Glycerinfrom BiodieselDocument5 pagesElectrostatic Coagulationfor Separationof Crude Glycerinfrom BiodieselNestor Armando Marin SolanoNo ratings yet
- Classification and Characterization of Crude Oil: Chapter 2)Document71 pagesClassification and Characterization of Crude Oil: Chapter 2)Nestor Armando Marin SolanoNo ratings yet
- Variables Affecting The in Situ Transesterification of Microalgae LipidsDocument8 pagesVariables Affecting The in Situ Transesterification of Microalgae LipidsNestor Armando Marin SolanoNo ratings yet
- Estabilidad A La OxidacionDocument9 pagesEstabilidad A La OxidacionNestor Armando Marin SolanoNo ratings yet
- Separacion Electrostatica Biodiesel GlicerinaDocument38 pagesSeparacion Electrostatica Biodiesel GlicerinaNestor Armando Marin SolanoNo ratings yet
- Free Fatty Acid Separation From Vegetable Oil Deodorizer Distillate PDFDocument7 pagesFree Fatty Acid Separation From Vegetable Oil Deodorizer Distillate PDFNestor Armando Marin SolanoNo ratings yet
- Production Methyl Laurate From Virgin CoconutDocument5 pagesProduction Methyl Laurate From Virgin CoconutNestor Armando Marin SolanoNo ratings yet
- Recommended Methods For Purification Solvent PDFDocument10 pagesRecommended Methods For Purification Solvent PDFNestor Armando Marin SolanoNo ratings yet
- Biodiesel Production With Continuous Supercritical ProcessDocument8 pagesBiodiesel Production With Continuous Supercritical ProcessNestor Armando Marin SolanoNo ratings yet
- Technological Forecasting & Social Change: Takaya Ogawa, Yuya KajikawaDocument7 pagesTechnological Forecasting & Social Change: Takaya Ogawa, Yuya KajikawaNestor Armando Marin SolanoNo ratings yet
- 810900C Operating and Service Manual CIM 6 - 2009Document220 pages810900C Operating and Service Manual CIM 6 - 2009carlos santovalNo ratings yet
- End Closure of Pressure VesselDocument11 pagesEnd Closure of Pressure VesselYl WongNo ratings yet
- Capstone Fs 63 Technical InfoDocument2 pagesCapstone Fs 63 Technical InfoAPEX SONNo ratings yet
- Elshafie Elzubier Elsiddig Ali: EducationDocument4 pagesElshafie Elzubier Elsiddig Ali: EducationShafie ZubierNo ratings yet
- VenomDocument68 pagesVenomAbhishekNo ratings yet
- Active Learning Guide 1St Edition Heuvelen Solutions Manual Full Chapter PDFDocument36 pagesActive Learning Guide 1St Edition Heuvelen Solutions Manual Full Chapter PDFtamara.hendrick989100% (17)
- Drainage Morphology of Imo Basin in The Anambra - Imo River Basin Area, of Imo State, Southern NigeriaDocument11 pagesDrainage Morphology of Imo Basin in The Anambra - Imo River Basin Area, of Imo State, Southern NigeriannekaNo ratings yet
- L293D Motor Control Shield: FeaturesDocument6 pagesL293D Motor Control Shield: FeaturesJefferson HenriqueNo ratings yet
- Brother Mfc-9420cn PartsDocument34 pagesBrother Mfc-9420cn PartsNikolaos MavridisNo ratings yet
- EVANGELISM Church PlantingDocument9 pagesEVANGELISM Church PlantingLeon LwambaNo ratings yet
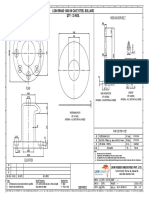
- M56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NosDocument1 pageM56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NossanaNo ratings yet
- Bethel Tatenda CVDocument6 pagesBethel Tatenda CVEmmanuel M. ChiwaNo ratings yet
- ABB Junction BoxDocument56 pagesABB Junction BoxingeisaaclgNo ratings yet
- Module 1 2nd Quarter d11Document5 pagesModule 1 2nd Quarter d11Abbie RañosaNo ratings yet
- Wang1996 Design and Performance Prediction PDFDocument14 pagesWang1996 Design and Performance Prediction PDFalper yeterNo ratings yet
- Dealroom Fintech 2024 Europe US Report - ABN Amro - Motive Ventures - 26032024Document32 pagesDealroom Fintech 2024 Europe US Report - ABN Amro - Motive Ventures - 26032024gemelli02No ratings yet
- "Healthy Lifestyle": Vocabulary Above The Level of Your TextDocument2 pages"Healthy Lifestyle": Vocabulary Above The Level of Your TextZUBAIDAH BINTI JAMALUDDIN MoeNo ratings yet
- Work Experience: Rizky Regannaldo FajarrahmanDocument3 pagesWork Experience: Rizky Regannaldo FajarrahmanCak IbnuNo ratings yet
- Formula Games ModuleDocument27 pagesFormula Games ModuleJoy VidalNo ratings yet
- Tendor of EsiDocument7 pagesTendor of EsiRaj KumarNo ratings yet
- The Amber Reside NC BrochureDocument12 pagesThe Amber Reside NC BrochureCheng Gi NiNo ratings yet
- Stilmas Vapour Compression StillsDocument2 pagesStilmas Vapour Compression StillsKarim PanjwaniNo ratings yet