You might also like
- GBES BD C v4 Study Guide (v2)Document212 pagesGBES BD C v4 Study Guide (v2)tarek.abbas8598100% (1)
- Brewing Technology From BriggsDocument14 pagesBrewing Technology From BriggsDuy NguyenNo ratings yet
- Filter PressDocument3 pagesFilter PressmaminzzzNo ratings yet
- Marine PurifierDocument30 pagesMarine PurifierJayDelosSantos100% (1)
- Standard Torque Values ChartDocument9 pagesStandard Torque Values ChartTamandeep SehmiNo ratings yet
- 02 4Document21 pages02 4Hang U LieNo ratings yet
- FilterPress OperationDocument4 pagesFilterPress OperationI. Murali KrishnaNo ratings yet
- Raw Sugar ProcessingDocument6 pagesRaw Sugar ProcessingJan April MahinayNo ratings yet
- Introduction of DecanterDocument6 pagesIntroduction of DecanterJega Yuvan100% (1)
- A Review of Lime SlakersDocument18 pagesA Review of Lime SlakerspuracsintesesNo ratings yet
- Vacuum Filter Description in Sugar Industry - Optimization of Sugar LossDocument8 pagesVacuum Filter Description in Sugar Industry - Optimization of Sugar LossYounas Sardar100% (1)
- Nutsche Filter DesignDocument6 pagesNutsche Filter Designmaurya888No ratings yet
- FiltrationDocument33 pagesFiltrationamrosama7No ratings yet
- Sludge DewateringDocument27 pagesSludge Dewatering21han50% (4)
- Infussion Mashtun QSGDocument8 pagesInfussion Mashtun QSGFelix PchNo ratings yet
- Vinayak AFMDocument10 pagesVinayak AFMVipul VibhanshuNo ratings yet
- GrowingDocument39 pagesGrowingMuzammil QamarNo ratings yet
- Purifiers and ClarifiersDocument6 pagesPurifiers and ClarifiersNeville McBeanNo ratings yet
- Application Guide Sludge Mixers en Rev 1Document8 pagesApplication Guide Sludge Mixers en Rev 1gazwang478No ratings yet
- Lecture 2 Sugar-1Document55 pagesLecture 2 Sugar-1mail3temuNo ratings yet
- Juice Extraction and Filtration: Course: Dairy and Food EngineeringDocument7 pagesJuice Extraction and Filtration: Course: Dairy and Food EngineeringAditya Shrivastava100% (1)
- Rotary Vacuum Drum FilterDocument4 pagesRotary Vacuum Drum FilterAnonymous aeUjQAj0No ratings yet
- Haus Food ApplicationsDocument20 pagesHaus Food ApplicationsVishartan NayeemuddinNo ratings yet
- Vacuum Filter Description in Sugar Industry - Optimization of Sugar LossDocument19 pagesVacuum Filter Description in Sugar Industry - Optimization of Sugar Lossवैभव धुरीNo ratings yet
- Marine Purifier Ppt-Naresh Lade - 1Document30 pagesMarine Purifier Ppt-Naresh Lade - 1ccmc.devmarineacademyNo ratings yet
- Filter Press Feed System Theory NETZSCH 10-28-2008Document5 pagesFilter Press Feed System Theory NETZSCH 10-28-2008Kevin DudleyNo ratings yet
- Milling Plant PerformanceDocument10 pagesMilling Plant PerformanceMuralidhar chowdaryNo ratings yet
- Infussion MT WP V1.0Document5 pagesInfussion MT WP V1.0Oscar Zamora GuardiaNo ratings yet
- Mo Lab Discussion Manish MurmuDocument2 pagesMo Lab Discussion Manish MurmuManish MurmuNo ratings yet
- Plate and Frame Filter PressDocument6 pagesPlate and Frame Filter PressLissa Hannah100% (2)
- Process Consideration CentrifugeDocument17 pagesProcess Consideration CentrifugeGueule D'angeNo ratings yet
- Centrifugal Purifiers/Clarifiers: Principles of OperationDocument9 pagesCentrifugal Purifiers/Clarifiers: Principles of OperationBim Bim BosNo ratings yet
- Sugar Cane - DiffusionDocument12 pagesSugar Cane - DiffusionEverton CarpaneziNo ratings yet
- ETPDocument3 pagesETPSanaNo ratings yet
- Filter CakeDocument7 pagesFilter CakeMarion AlyssaNo ratings yet
- Filtration: Typical ConstructionDocument10 pagesFiltration: Typical ConstructionraniNo ratings yet
- Cake Filters: - by Aatreyee GuhaDocument16 pagesCake Filters: - by Aatreyee GuhamotilalNo ratings yet
- Chapter 6 FiltrationDocument9 pagesChapter 6 FiltrationAli AimranNo ratings yet
- Unit Operations SaketDocument28 pagesUnit Operations SaketSaket ChoudharyNo ratings yet
- Concept in Milling Tandem in Sugar IndustryDocument10 pagesConcept in Milling Tandem in Sugar IndustryGizachew BeyeneNo ratings yet
- CHP 5. Milling & Refining of CaneDocument5 pagesCHP 5. Milling & Refining of CaneAsia AmirNo ratings yet
- Whirlpool Manual 4322673Document44 pagesWhirlpool Manual 4322673Ed Hatfield100% (1)
- Descripción Del Equipamiento para SLOP OILDocument25 pagesDescripción Del Equipamiento para SLOP OILLilianaNo ratings yet
- Station I. AffinationDocument12 pagesStation I. AffinationRnm ZltaNo ratings yet
- Final PurifierDocument6 pagesFinal Purifierreyalene gallegosNo ratings yet
- SABIAN BWS Filter IntroductionDocument3 pagesSABIAN BWS Filter Introductionrohl55No ratings yet
- Filtration EquipmentsDocument29 pagesFiltration EquipmentsharijayaramNo ratings yet
- Centrifugal PurifiersDocument14 pagesCentrifugal PurifiersImran PatelNo ratings yet
- Rapid Sand Filters GeneralDocument6 pagesRapid Sand Filters GeneralSantosh Kumar100% (1)
- GEA Westfalia-Starch From Corn-Separation Technology For CerealsDocument8 pagesGEA Westfalia-Starch From Corn-Separation Technology For CerealsMurali Krishna IndanaNo ratings yet
- Centrifugal PurifiersDocument7 pagesCentrifugal PurifiersJitendra KumarNo ratings yet
- Mill Misc ABSTRACTDocument21 pagesMill Misc ABSTRACTTung Bui Thanh100% (1)
- LDV BS 3 - Brewhouse 2Document24 pagesLDV BS 3 - Brewhouse 2Vũ Văn PhúNo ratings yet
- Description, Working and Maintenance of Can Washers Straight - Through Can WasherDocument8 pagesDescription, Working and Maintenance of Can Washers Straight - Through Can WasherMonty KushwahaNo ratings yet
- DewateringDocument32 pagesDewateringsaurabhkumar7654491613No ratings yet
- Starch Protein Potatoes B RR 10-11-0003Document12 pagesStarch Protein Potatoes B RR 10-11-0003Nilesh B ChaudhariNo ratings yet
- Plaster Mixing Procedures Application en IG503 PDFDocument4 pagesPlaster Mixing Procedures Application en IG503 PDFRowil GodoyNo ratings yet
- New Approaches For Removing Catalyst Fines From Chemical and Pharma SlurriesDocument10 pagesNew Approaches For Removing Catalyst Fines From Chemical and Pharma SlurriesBarry PerlmutterNo ratings yet
- WM-S - FWGDocument50 pagesWM-S - FWGwww.kiva123No ratings yet
- Silayo2003 1Document7 pagesSilayo2003 1Nalini SinghNo ratings yet
- Sugar Process 2003Document7 pagesSugar Process 2003pacoto livingstoneNo ratings yet
- 03.GuardMagic - Fuel Level SensorsDocument4 pages03.GuardMagic - Fuel Level SensorsvkmsNo ratings yet
- MD 50 Plans-Assembly ManualDocument11 pagesMD 50 Plans-Assembly ManualWolfgang100% (1)
- Sandvik: SLC S30 SH292 MP JB10Document1 pageSandvik: SLC S30 SH292 MP JB10Themba MafaNo ratings yet
- 19VE1A0114 Seminar Demolition of BuildingsDocument21 pages19VE1A0114 Seminar Demolition of BuildingsbhavaniNo ratings yet
- EC TDS PC15 Water Clear Polyurethane Casting ResinDocument2 pagesEC TDS PC15 Water Clear Polyurethane Casting ResinKhaled GharaibehNo ratings yet
- CPF2023LS Parts ListDocument87 pagesCPF2023LS Parts ListcuongNo ratings yet
- Jthomas 2010Document408 pagesJthomas 2010Frankie MurdockNo ratings yet
- Pulsar NS160 Single Disc & Twin Disc BSIV - SPCDocument85 pagesPulsar NS160 Single Disc & Twin Disc BSIV - SPCErik R. AraúzNo ratings yet
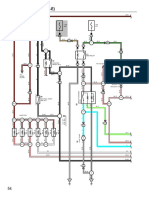
- 1990 ECM WiringDocument8 pages1990 ECM WiringHenry Garro MoraNo ratings yet
- October 2013Document120 pagesOctober 2013Pumper MagazineNo ratings yet
- 3D Brilliance-The Art of Lighting and Rendering in MayaDocument17 pages3D Brilliance-The Art of Lighting and Rendering in MayaRona LinNo ratings yet
- VHDL Assignment 1Document7 pagesVHDL Assignment 1Bharat ChNo ratings yet
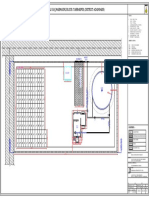
- Water Works Layout Plan Az-316 - Mahmauni, Block-Tahbarpur, (District-Azamgarh)Document1 pageWater Works Layout Plan Az-316 - Mahmauni, Block-Tahbarpur, (District-Azamgarh)anvaya coNo ratings yet
- Bucket Volume 4.2 M - 9.0 M Bucket Capacity 8,000 KG Operating Weight 24,600 KG Peak Net Power 320 HPDocument10 pagesBucket Volume 4.2 M - 9.0 M Bucket Capacity 8,000 KG Operating Weight 24,600 KG Peak Net Power 320 HPFuad JahićNo ratings yet
- Purchase Order-Orders Monitoring & Analysis ToolDocument5 pagesPurchase Order-Orders Monitoring & Analysis ToolSukriti BabbarNo ratings yet
- Modals and ExercisesDocument4 pagesModals and ExercisesRachelle Bobis TampusNo ratings yet
- Scan 3VWDJ2164EM052486 20190718 1932 54410km 33808miDocument7 pagesScan 3VWDJ2164EM052486 20190718 1932 54410km 33808miWiltney BugdanovizNo ratings yet
- Test Design: ISYS6264 - Testing and System ImplementationDocument51 pagesTest Design: ISYS6264 - Testing and System ImplementationDillon Christano Kurniawan100% (1)
- Chapter 2 (Operating Characteristics)Document45 pagesChapter 2 (Operating Characteristics)zoro3samaNo ratings yet
- 6060 Dump Cylinder PartsDocument2 pages6060 Dump Cylinder PartsAlexsander EustáquioNo ratings yet
- PGTB-CIV-SPC-003 - Civil Specification For Concrete Design and Material Rev.0Document31 pagesPGTB-CIV-SPC-003 - Civil Specification For Concrete Design and Material Rev.0Trian Desta RizalNo ratings yet
- Rework Production OrderDocument24 pagesRework Production Orderbalu4indiansNo ratings yet
- 2.lab Techniques (Repaired) PDFDocument52 pages2.lab Techniques (Repaired) PDFSomu Yashawant ChaudhariNo ratings yet
- Rhce (RH124)Document2 pagesRhce (RH124)SharathRajNo ratings yet
- ADSO Scenario in SAP BW HANADocument29 pagesADSO Scenario in SAP BW HANAJH Consulting Solutions100% (2)
- OMTDocument3 pagesOMTEhsan RohaniNo ratings yet
- 31200X11ADocument14 pages31200X11ABruno DenolleNo ratings yet