You might also like
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- Suman 2022 J. Electrochem. Soc. 169 043512Document12 pagesSuman 2022 J. Electrochem. Soc. 169 043512juanita18zapataNo ratings yet
- Electro CoagulationDocument20 pagesElectro CoagulationBrahmanto Anggoro Laksono100% (2)
- Treated Water Quality: Combined Effluent Treatment PlantDocument7 pagesTreated Water Quality: Combined Effluent Treatment PlantTania Mery QuispeNo ratings yet
- Desalination: G. Bhaskar Raju, M. Thalamadai Karuppiah, S.S. Latha, D. Latha Priya, S. Parvathy, S. PrabhakarDocument8 pagesDesalination: G. Bhaskar Raju, M. Thalamadai Karuppiah, S.S. Latha, D. Latha Priya, S. Parvathy, S. PrabhakarPraveen KumarNo ratings yet
- "Leaching of Copper From Waste Pcbs Using Aspergillus Niger andDocument14 pages"Leaching of Copper From Waste Pcbs Using Aspergillus Niger andRachna SinhaNo ratings yet
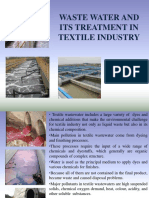
- Waste Water and Its Treatment in Textile Industry: Vandana TripathiDocument11 pagesWaste Water and Its Treatment in Textile Industry: Vandana TripathiLavanya AmmuNo ratings yet
- ElectrocoagulationDocument31 pagesElectrocoagulationMarineil Gomez100% (1)
- Trident Water Systems: Electro Contaminant Removal (ECR) Test Kit Operating ManualDocument26 pagesTrident Water Systems: Electro Contaminant Removal (ECR) Test Kit Operating ManualPilota Michael John100% (1)
- ECR Bahasa IndonesiaDocument6 pagesECR Bahasa IndonesiaDaniel SimamoraNo ratings yet
- Indium Tin Oxide Coated Conducting Glass Electrode For Electrochemical Destruction of Textile ColorantsDocument6 pagesIndium Tin Oxide Coated Conducting Glass Electrode For Electrochemical Destruction of Textile Colorantsapi-3828788100% (1)
- Khorram 2018Document37 pagesKhorram 2018Minh ChâuNo ratings yet
- CRSS Desalination IIT KGP Tata Steel 24-01-14Document36 pagesCRSS Desalination IIT KGP Tata Steel 24-01-14Omkar ShindeNo ratings yet
- Separation and Purification Technology: Bassam Al Aji, Yusuf Yavuz, A. Savasß KoparalDocument7 pagesSeparation and Purification Technology: Bassam Al Aji, Yusuf Yavuz, A. Savasß KoparalPraveen KumarNo ratings yet
- 43 (2012) 6883-6887Document5 pages43 (2012) 6883-6887azerfazNo ratings yet
- Distillery Waste Water Treatment: Praveen Kumar ToniDocument26 pagesDistillery Waste Water Treatment: Praveen Kumar ToniMehdi Hassan MiluNo ratings yet
- Rusdianasari 2019 J. Phys. Conf. Ser. 1167 012040Document8 pagesRusdianasari 2019 J. Phys. Conf. Ser. 1167 012040Justin OmnesNo ratings yet
- Trident PaperDocument6 pagesTrident PaperniceseshaNo ratings yet
- Thincell Treatment Data #1Document6 pagesThincell Treatment Data #1Bob SmithNo ratings yet
- Decolorization of High Polluted Textile Wastewater by Indirect Electrochemical Oxidation ProcessDocument6 pagesDecolorization of High Polluted Textile Wastewater by Indirect Electrochemical Oxidation ProcessGilang Bagus PNo ratings yet
- 2017-PbO2 Electrode - Methylene BlueDocument14 pages2017-PbO2 Electrode - Methylene Blueprateek khareNo ratings yet
- A Lower Cost Approach To Treating Low Volume Refinery Spent CausticDocument16 pagesA Lower Cost Approach To Treating Low Volume Refinery Spent CausticIwanNo ratings yet
- Removal of Oil From Biodiesel Wastewater by Electrocoagulation MethodDocument8 pagesRemoval of Oil From Biodiesel Wastewater by Electrocoagulation MethodhusseinhshNo ratings yet
- 22-04-2018 - Paper 2Document8 pages22-04-2018 - Paper 2Adnan AKhtarNo ratings yet
- Ijetr022802 PDFDocument10 pagesIjetr022802 PDFerpublicationNo ratings yet
- Cesbrocure WebDocument8 pagesCesbrocure WebfirmansyachNo ratings yet
- O.D.A EffectDocument20 pagesO.D.A EffectAhmet YersuNo ratings yet
- Separation and Purification Technology: P. Aswathy, R. Gandhimathi, S.T. Ramesh, P.V. NidheeshDocument8 pagesSeparation and Purification Technology: P. Aswathy, R. Gandhimathi, S.T. Ramesh, P.V. NidheeshMartin FernandezNo ratings yet
- 10 1061@asceee 1943-7870 0001790Document16 pages10 1061@asceee 1943-7870 0001790Tatiana Sainara Maia FernandesNo ratings yet
- Review On Comparison Between Waste Water TreatmentDocument4 pagesReview On Comparison Between Waste Water TreatmentrahulNo ratings yet
- 1 s2.0 S0011916418322914 MainDocument10 pages1 s2.0 S0011916418322914 Main杨非凡No ratings yet
- Chem Eng 2009Document10 pagesChem Eng 2009oswaldoNo ratings yet
- These JIANG UTBMDocument147 pagesThese JIANG UTBMBiswash PaneruNo ratings yet
- Modern Water Treatment by Electrochemical Oxidation - A ReviewDocument4 pagesModern Water Treatment by Electrochemical Oxidation - A ReviewAsif Fareed QaisraniNo ratings yet
- Visible Light-Activated Cadmium-Doped Zno Nanostructured Photocatalyst For The Treatment of Methylene Blue DyeDocument7 pagesVisible Light-Activated Cadmium-Doped Zno Nanostructured Photocatalyst For The Treatment of Methylene Blue DyeAnaGomezNo ratings yet
- Investigation On Barium Zirconate Nanocomposite For Dielectric PropertiesDocument16 pagesInvestigation On Barium Zirconate Nanocomposite For Dielectric Propertiesazkayounas74No ratings yet
- Treatment of Real Printing Wastewater Using Electrocoagulation Process With Titanium and Zinc ElectrodesDocument9 pagesTreatment of Real Printing Wastewater Using Electrocoagulation Process With Titanium and Zinc ElectrodesCUEVA VASQUEZ BRYAN ALBERTONo ratings yet
- Electrocatalysis in Wastewater Treatment Recent MeDocument9 pagesElectrocatalysis in Wastewater Treatment Recent MeSebastian FNo ratings yet
- 4628 PDFDocument7 pages4628 PDFM Alim Ur RahmanNo ratings yet
- A Project ReportDocument29 pagesA Project ReportchikubadgujarNo ratings yet
- Electrocoagulation DyeDocument7 pagesElectrocoagulation DyeJilyan BarcelonaNo ratings yet
- Tafreshi 2019Document11 pagesTafreshi 2019Heshan KamaljithNo ratings yet
- Copper ECSADocument7 pagesCopper ECSANusrat RashidNo ratings yet
- Chorme Plating WasteDocument7 pagesChorme Plating Wasteibrahim syedNo ratings yet
- Separation and Purification TechnologyDocument8 pagesSeparation and Purification TechnologyZunaithurRahmanNo ratings yet
- Akyol 2012Document9 pagesAkyol 2012ISAACNo ratings yet
- TEORI Electro OxidationDocument9 pagesTEORI Electro OxidationPrinsiaNo ratings yet
- Nanomaterials 12 00195Document11 pagesNanomaterials 12 00195Htein Aung WinNo ratings yet
- Treatment of Levafix Orange Textile Dye Solution by ElectrocoagulationDocument6 pagesTreatment of Levafix Orange Textile Dye Solution by Electrocoagulationapi-3828788No ratings yet
- Kurt, 2008Document11 pagesKurt, 2008Milagros MontesNo ratings yet
- Electrocatalytic Properties of Diamond in The Oxidation of A (2009)Document6 pagesElectrocatalytic Properties of Diamond in The Oxidation of A (2009)DanielNo ratings yet
- A Review of Electrocoagulation Process For Wastewater TreatmentDocument15 pagesA Review of Electrocoagulation Process For Wastewater TreatmentIndra Gunawan HaroenNo ratings yet
- Jeas 0212 639Document8 pagesJeas 0212 639azerfazNo ratings yet
- Paper 8843Document4 pagesPaper 8843IJARSCT JournalNo ratings yet
- Integration of Photocatalysis and Biological Treatment For Azo Dye Removal Application To AR183Document9 pagesIntegration of Photocatalysis and Biological Treatment For Azo Dye Removal Application To AR183Larisa MocanuNo ratings yet
- 2021, Strategies For Improving Perovskite Photocatalysts Reactivity For OrganicDocument23 pages2021, Strategies For Improving Perovskite Photocatalysts Reactivity For OrganicTRINH HUỲNH NGỌC DIỄMNo ratings yet
- Komal BelDocument49 pagesKomal Belkamal chokshiNo ratings yet
- Ec Effect StudyDocument15 pagesEc Effect StudyNakclean Water SolutionsNo ratings yet
- Study On Dye Degradation by Photo Catalyst Under Visible Light IrradiationDocument14 pagesStudy On Dye Degradation by Photo Catalyst Under Visible Light IrradiationG NaveenNo ratings yet
- Electrocoagulation Treatment For Removal of Color and Chemical Oxygen Demand in Landfill Leachate Using Aluminum ElectrodeDocument4 pagesElectrocoagulation Treatment For Removal of Color and Chemical Oxygen Demand in Landfill Leachate Using Aluminum ElectrodeDarth FrootLoopsNo ratings yet
- Insurance Prices in Asia Increase in Fourth Quarter 2020Document5 pagesInsurance Prices in Asia Increase in Fourth Quarter 2020Karima AgustiantiNo ratings yet
- ECRtechManual2017 PDFDocument7 pagesECRtechManual2017 PDFKarima AgustiantiNo ratings yet
- The Body Shop Body Scrub: BenchmarkingDocument6 pagesThe Body Shop Body Scrub: BenchmarkingKarima AgustiantiNo ratings yet
- ExsumDocument1 pageExsumKarima AgustiantiNo ratings yet
- Pengolahan Data MixingDocument34 pagesPengolahan Data MixingKarima AgustiantiNo ratings yet
- Pengolahan Data MixingDocument23 pagesPengolahan Data MixingKarima AgustiantiNo ratings yet
- 3 SeparatorsDocument100 pages3 SeparatorsCharlesDayanNo ratings yet
- Menstrupedia Comic: The Friendly Guide To Periods For Girls (2014), by Aditi Gupta, Tuhin Paul, and Rajat MittalDocument4 pagesMenstrupedia Comic: The Friendly Guide To Periods For Girls (2014), by Aditi Gupta, Tuhin Paul, and Rajat MittalMy Home KaviNo ratings yet
- Tempera 2018 AbstractsDocument45 pagesTempera 2018 AbstractsGerard Emmanuel KamdemNo ratings yet
- Ieee 802Document3 pagesIeee 802M Zubair AslamNo ratings yet
- Assignment On Cholera: Submitted ToDocument17 pagesAssignment On Cholera: Submitted ToEhesanulHaqueSaifNo ratings yet
- Beretta 92fs PistolDocument12 pagesBeretta 92fs PistolMustansir Bandukwala67% (3)
- BLANCHARD-The Debate Over Laissez Faire, 1880-1914Document304 pagesBLANCHARD-The Debate Over Laissez Faire, 1880-1914fantasmaNo ratings yet
- Gcat Threathorizons Full Jan2023Document26 pagesGcat Threathorizons Full Jan2023josbjsNo ratings yet
- Ultimate GuideDocument33 pagesUltimate GuidemrosamusicNo ratings yet
- Catalogue: Packer SystemDocument56 pagesCatalogue: Packer SystemChinmoyee Sharma100% (1)
- Stokerchapter25lipidmetabolism 160320032037Document29 pagesStokerchapter25lipidmetabolism 160320032037Dawlat SalamaNo ratings yet
- The Explanation of The Fundamentals of Islamic BeliefDocument95 pagesThe Explanation of The Fundamentals of Islamic BeliefbooksofthesalafNo ratings yet
- CAT25256 EEPROM Serial 256-Kb SPI: DescriptionDocument22 pagesCAT25256 EEPROM Serial 256-Kb SPI: DescriptionPolinho DonacimentoNo ratings yet
- 173 EvidenceDocument6 pages173 EvidenceSantiago RubianoNo ratings yet
- Good Stuff Courage, Resilience, Gratitude, Generosity, Forgiveness, and Sacrifice (Akhtar, Salman)Document221 pagesGood Stuff Courage, Resilience, Gratitude, Generosity, Forgiveness, and Sacrifice (Akhtar, Salman)madhugaggar999No ratings yet
- ScheduleDocument1 pageScheduleparag7676No ratings yet
- Refrigeration Engineer Quick ReferenceDocument2 pagesRefrigeration Engineer Quick ReferenceventilationNo ratings yet
- Asynchronous ChipsDocument27 pagesAsynchronous ChipsSai TejaNo ratings yet
- Web+Presentation+12+July+2016 EA+-+Eric+LumeDocument57 pagesWeb+Presentation+12+July+2016 EA+-+Eric+LumetranthabinNo ratings yet
- Caption Sheet 4-Kailynn BDocument4 pagesCaption Sheet 4-Kailynn Bapi-549116310No ratings yet
- Progress Report Week#9 UlubeluDocument6 pagesProgress Report Week#9 UlubelutiantaufikNo ratings yet
- Primary Three Exam Question.Document17 pagesPrimary Three Exam Question.ogidan preciousNo ratings yet
- Calculate Cable Size and Voltage Drop Electrical Notes Articles PDFDocument10 pagesCalculate Cable Size and Voltage Drop Electrical Notes Articles PDFRavi SharmaNo ratings yet
- Toptica AP 1012 Laser Locking 2009 05Document8 pagesToptica AP 1012 Laser Locking 2009 05Tushar GuptaNo ratings yet
- Electric Bike Monitoring and Controlling System Based On Internet of ThingsDocument8 pagesElectric Bike Monitoring and Controlling System Based On Internet of ThingsEarl PhamtonhiveNo ratings yet
- DHT, VGOHT - Catloading Diagram - Oct2005Document3 pagesDHT, VGOHT - Catloading Diagram - Oct2005Bikas SahaNo ratings yet
- Mid-Year Examination, 2023 Science Year 7 1 HourDocument23 pagesMid-Year Examination, 2023 Science Year 7 1 HourAl-Hafiz Bin SajahanNo ratings yet
- Resource Access ControlDocument19 pagesResource Access Controlusamadar707No ratings yet
- Signals and Systems: Dr. Shurjeel WyneDocument3 pagesSignals and Systems: Dr. Shurjeel Wynemarryam nawazNo ratings yet
- Sotero 05activity EnvironmetnDocument3 pagesSotero 05activity Environmetnbernadette soteroNo ratings yet
- In Truth To Mollusca According To New Studies by J RutherfordDocument4 pagesIn Truth To Mollusca According To New Studies by J RutherfordbalaiNo ratings yet