You might also like
- M.H. Sloboda - 1961 - Design and Strength of Brazed JointsDocument16 pagesM.H. Sloboda - 1961 - Design and Strength of Brazed JointsPieter van der MeerNo ratings yet
- Testing of TransformerDocument130 pagesTesting of TransformerRohit DuttaNo ratings yet
- Impact Loads On A Self-Elevating Unit During Jacking OperationDocument84 pagesImpact Loads On A Self-Elevating Unit During Jacking OperationMILADNo ratings yet
- Harga Borong Fit Up and WeldingDocument4 pagesHarga Borong Fit Up and Weldingsetya100% (3)
- Sap Bw4hanaDocument23 pagesSap Bw4hanasudharagaNo ratings yet
- EarthingDocument17 pagesEarthingtangouzeNo ratings yet
- Fault Location PLN MD 032012BDocument54 pagesFault Location PLN MD 032012BSatria RizkyNo ratings yet
- IACS - Requirements Concerning Materials and WeldingDocument237 pagesIACS - Requirements Concerning Materials and WeldingChristian Rodrigo Gonzalez CockbaineNo ratings yet
- Laporan Harian TerbaruDocument7 pagesLaporan Harian TerbaruFachrul GamingNo ratings yet
- Company Kertas KerjaDocument18 pagesCompany Kertas KerjanajwaNo ratings yet
- 4.2. Process Sheets: 4.2.1. Part Name: Supporting FrameDocument6 pages4.2. Process Sheets: 4.2.1. Part Name: Supporting FramekshitijNo ratings yet
- Cost CalculationDocument5 pagesCost CalculationPrilly ManembuNo ratings yet
- Summary Proposal - LatestDocument9 pagesSummary Proposal - LatestASLONI AMBARANG BS21110249No ratings yet
- I. Column & Footing: QTY Unit DescriptionDocument4 pagesI. Column & Footing: QTY Unit DescriptionRalf Francis SaraNo ratings yet
- Labor Contract - RATAMEXDocument5 pagesLabor Contract - RATAMEXtungotaku23No ratings yet
- DSR RA16 17 PWD WorkingDocument46 pagesDSR RA16 17 PWD WorkingSarinNo ratings yet
- ข้อมูลทางเทคนิค Torque ValueDocument4 pagesข้อมูลทางเทคนิค Torque Valuetigernew269226No ratings yet
- Quotation Installation of Exhaust Fan & Ducting For Toilet Upgrade at Project OfficeDocument1 pageQuotation Installation of Exhaust Fan & Ducting For Toilet Upgrade at Project OfficePT. TUNAS MITRA PERKASA - APP OKINo ratings yet
- Group Project: Mosque DesignDocument6 pagesGroup Project: Mosque Designhairey947594No ratings yet
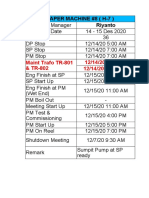
- Job List PSD PM8 TGL 14-15 Des 2020Document99 pagesJob List PSD PM8 TGL 14-15 Des 2020arief bayuNo ratings yet
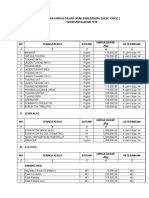
- Daftar Harga Dasar Upah Dan Bahan (Basic Price) Tahun Anggaran 2019Document15 pagesDaftar Harga Dasar Upah Dan Bahan (Basic Price) Tahun Anggaran 2019arwinNo ratings yet
- Second Flr. Deck..Document1 pageSecond Flr. Deck..henzbuildersNo ratings yet
- Pagar Dinding BataDocument20 pagesPagar Dinding BataSyahrizal AzisNo ratings yet
- Anganwadi Toilet MCC EstimationDocument2 pagesAnganwadi Toilet MCC EstimationSrajeshKNo ratings yet
- 3 2.5m Thick Cement Concrete 1:1/1.5:3 Damp Proof Course (DPC)Document7 pages3 2.5m Thick Cement Concrete 1:1/1.5:3 Damp Proof Course (DPC)NATIONAL XEROXNo ratings yet
- Plan Pelatihan Unit TONLYDocument1 pagePlan Pelatihan Unit TONLYdikdikNo ratings yet
- b40 Kos Bahan - MamuDocument27 pagesb40 Kos Bahan - Mamukalkatumalam69No ratings yet
- Zhang 2018 IOP Conf. Ser. - Mater. Sci. Eng. 439 042075Document7 pagesZhang 2018 IOP Conf. Ser. - Mater. Sci. Eng. 439 042075Pasindu PramodNo ratings yet
- Resultats Detailles de La Premiere Annee s1-s2 2018 - 2019 - R PDFDocument10 pagesResultats Detailles de La Premiere Annee s1-s2 2018 - 2019 - R PDFI.S.E INFNo ratings yet
- Cost Optimizing by Providing Affordable Housing For Lower Income Group (LIG)Document7 pagesCost Optimizing by Providing Affordable Housing For Lower Income Group (LIG)IJSTE100% (1)
- Homestay Mengabang Lekor 2Document14 pagesHomestay Mengabang Lekor 2Razi Abdul RahmanNo ratings yet
- Ear SpeakerDocument31 pagesEar SpeakerSamantha BalintongNo ratings yet
- KONE Indo Elevator:: Tarlim: 34000611Document13 pagesKONE Indo Elevator:: Tarlim: 34000611TarlimNo ratings yet
- Mbook DetailsDocument2 pagesMbook DetailsSivaji AtturiNo ratings yet
- Binder Additive (Liquid) Name: Cem1 PSC 2 Manufacturer: Quantity / M3Document1 pageBinder Additive (Liquid) Name: Cem1 PSC 2 Manufacturer: Quantity / M3শুভদীপ চক্রবর্তীNo ratings yet
- Final Estimate Ni BroDocument5 pagesFinal Estimate Ni BroRocky SioresNo ratings yet
- STR Myanmar Co., LTD Mgs Kitchen Project 7/6/2020Document5 pagesSTR Myanmar Co., LTD Mgs Kitchen Project 7/6/2020Myanmar Ding Ming XinNo ratings yet
- Daily Report 18 Februari 2024Document2 pagesDaily Report 18 Februari 2024stefanustobing0907No ratings yet
- Material Labour Prices80 86 PDFDocument6 pagesMaterial Labour Prices80 86 PDFYogesh OjhaNo ratings yet
- MK AtapDocument18 pagesMK AtapVera Komala DewiNo ratings yet
- NO Nama Pekerjaan Deskripsi (Ref) Satuan (Ref) Satuan Harga Satuan Material Konstruksi IDR IDR A B C Pekerjaan PersiapanDocument13 pagesNO Nama Pekerjaan Deskripsi (Ref) Satuan (Ref) Satuan Harga Satuan Material Konstruksi IDR IDR A B C Pekerjaan PersiapanTaufiq Ur RahmanNo ratings yet
- Plasma Oxy Days Hours Days HoursDocument6 pagesPlasma Oxy Days Hours Days HoursEd S Andy KrNo ratings yet
- Minute Sheet 2021Document255 pagesMinute Sheet 2021waleed.ahmedNo ratings yet
- Daily Report 17 Februari 2024Document2 pagesDaily Report 17 Februari 2024stefanustobing0907No ratings yet
- No. Description Specification Unit PriceDocument3 pagesNo. Description Specification Unit PricescribdfreeasusNo ratings yet
- Annex - 4. Metal Works TTDocument23 pagesAnnex - 4. Metal Works TTJarus YdenapNo ratings yet
- Mada Wulabu University College of Engineering and Instituty of TechnologyDocument9 pagesMada Wulabu University College of Engineering and Instituty of Technologyzelalem wegayehuNo ratings yet
- Cost Analysis: Corkstreet TailoringDocument15 pagesCost Analysis: Corkstreet TailoringFrancis RaagasNo ratings yet
- Tear StrengthDocument8 pagesTear StrengthYustinus ErickoNo ratings yet
- Costing ProjectDocument2 pagesCosting Projectsyed basyarunNo ratings yet
- Internal GrindingDocument10 pagesInternal GrindingMUNEEB WAHEEDNo ratings yet
- Detailed Estimate 2-Storey House ProjectDocument3 pagesDetailed Estimate 2-Storey House ProjectDEUS PHILIP DURANNo ratings yet
- PROJECT PROFILE - Agarbathi Sticks: SI - No - Description No. ValuesDocument4 pagesPROJECT PROFILE - Agarbathi Sticks: SI - No - Description No. ValuessumantaNo ratings yet
- Determination of HGI in CoalDocument6 pagesDetermination of HGI in CoalakloioNo ratings yet
- Daily Report 05 Maret 2024Document2 pagesDaily Report 05 Maret 2024stefanustobing0907No ratings yet
- Electrical QuotationDocument2 pagesElectrical QuotationSiva KumarrNo ratings yet
- Daily Report 24 Februari 2024-1Document2 pagesDaily Report 24 Februari 2024-1stefanustobing0907No ratings yet
- Workschedule JV, Appt, Deck, Dele, Rateanalysis, WsDocument20 pagesWorkschedule JV, Appt, Deck, Dele, Rateanalysis, WsBuilders4 ecoNo ratings yet
- Quality Nail Machine: SpecificationsDocument12 pagesQuality Nail Machine: SpecificationsArif SarkawasNo ratings yet
- 29 April 2010: (A) Consumables S/No Particulars U/Price Amount (N)Document28 pages29 April 2010: (A) Consumables S/No Particulars U/Price Amount (N)Tayo OlorunfemiNo ratings yet
- Hafizam Enterprise KimpalanDocument2 pagesHafizam Enterprise KimpalanHanif HalinNo ratings yet
- Demolish Timber Roof TrussDocument2 pagesDemolish Timber Roof TrussShahrirNo ratings yet
- Corrosion Resistance Table: Technical DataDocument12 pagesCorrosion Resistance Table: Technical DataFreddyPerazaNo ratings yet
- Claim SeptemberDocument1 pageClaim SeptemberFahmi 2058No ratings yet
- Technical ReporthhDocument30 pagesTechnical ReporthhYuvendran KumarNo ratings yet
- Afaf Strategy PdiDocument2 pagesAfaf Strategy PdiYuvendran KumarNo ratings yet
- What Is LandslideDocument10 pagesWhat Is LandslideYuvendran KumarNo ratings yet
- DiscussionDocument2 pagesDiscussionYuvendran KumarNo ratings yet
- ARTS-Midterm - Elyn C. SabordoDocument40 pagesARTS-Midterm - Elyn C. SabordoElyn SabordoNo ratings yet
- Quantitative Analysis 1Document20 pagesQuantitative Analysis 1FirdoseNo ratings yet
- Project 03 - Love-o-MeterDocument10 pagesProject 03 - Love-o-MeterHONEY MAE ROSETENo ratings yet
- SBA5089ZDocument6 pagesSBA5089ZFrancisca Iniesta TortosaNo ratings yet
- Generalised Butterworth-Van Dyke Equivalent Circuit For Thin-Film Bulk Acoustic ResonatorDocument2 pagesGeneralised Butterworth-Van Dyke Equivalent Circuit For Thin-Film Bulk Acoustic ResonatorByron FischerNo ratings yet
- PROBABILITY It Is A Numerical Measure Which Indicates The ChanceDocument20 pagesPROBABILITY It Is A Numerical Measure Which Indicates The ChancePolice stationNo ratings yet
- Model 5Document4 pagesModel 5m hNo ratings yet
- D2LU6C04Document34 pagesD2LU6C04Sani PoulouNo ratings yet
- Nuclear Battery Seminar ReportDocument22 pagesNuclear Battery Seminar ReportPratik Patil100% (1)
- Development of An Intelligent System For Tool Wear Monitoring Applying Neural NetworksDocument6 pagesDevelopment of An Intelligent System For Tool Wear Monitoring Applying Neural Networkshari0118No ratings yet
- Qip Ice 16 Ignition - SystemsDocument60 pagesQip Ice 16 Ignition - SystemsAjay KumarNo ratings yet
- Exercise Sequential Control StructureDocument2 pagesExercise Sequential Control Structurewann ielaaNo ratings yet
- 4 Database-Adm-Courses 2019 FA WebDocument4 pages4 Database-Adm-Courses 2019 FA WebGlenden KhewNo ratings yet
- SPC1 Single Phase Power Controller PDFDocument6 pagesSPC1 Single Phase Power Controller PDFMin ZayarNo ratings yet
- Segmented Shaft Seal Brochure Apr 08Document4 pagesSegmented Shaft Seal Brochure Apr 08Zohaib AnserNo ratings yet
- Biology June 2019 1BRDocument32 pagesBiology June 2019 1BRMohamedNo ratings yet
- Automobile Inventory VB - Net ProjectDocument21 pagesAutomobile Inventory VB - Net ProjectAsim MahatoNo ratings yet
- BDSP Lecture 3Document79 pagesBDSP Lecture 3Mohammed FarisNo ratings yet
- BBBDocument15 pagesBBBshahzaibNo ratings yet
- KR C1 A: Technical DataDocument11 pagesKR C1 A: Technical Dataayxworks eurobotsNo ratings yet
- Handouts General MathematicsDocument70 pagesHandouts General Mathematicskhalid4vuNo ratings yet
- Cost-Volume-Profit Relationships: Mcgraw-Hill /irwinDocument82 pagesCost-Volume-Profit Relationships: Mcgraw-Hill /irwinXu FengNo ratings yet
- Aptitude TestDocument6 pagesAptitude TestMeera SeshannaNo ratings yet
- 6 7 3Document4 pages6 7 3shjamillNo ratings yet