You might also like
- Pickling and Passivation Report PDFDocument1 pagePickling and Passivation Report PDFVinay Yadav100% (2)
- Inspection Report FORMATDocument6 pagesInspection Report FORMATVinay Yadav100% (1)
- Features of AdaptationDocument12 pagesFeatures of AdaptationAUBREY ARUGAY67% (3)
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocument31 pagesALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNo ratings yet
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- PWHT ProcedureDocument10 pagesPWHT ProcedureMohammed Kamal100% (11)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Bhajan Book - 400+Document33 pagesBhajan Book - 400+saisridhar99No ratings yet
- The Effortless English ClubDocument12 pagesThe Effortless English Clubfariomon50% (2)
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- Fb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDocument13 pagesFb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDan DumbravescuNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Ask Team To Add Company Logo Her "Shri Ganesh Engineering"Document4 pagesAsk Team To Add Company Logo Her "Shri Ganesh Engineering"manoj thakkar100% (1)
- dpvc-09 Petrobras PDFDocument47 pagesdpvc-09 Petrobras PDFBilly TanNo ratings yet
- Saudi Aramco Consulting Services Department Me&Ccd/Meu Procedure Review SheetDocument3 pagesSaudi Aramco Consulting Services Department Me&Ccd/Meu Procedure Review SheetabdullaNo ratings yet
- Supercito (E 42 5 B 32 h5)Document1 pageSupercito (E 42 5 B 32 h5)brunizzaNo ratings yet
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocument5 pagesQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- Sandvik 25.22.2.Lmn: (Welding Wire)Document3 pagesSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lNo ratings yet
- Procurement Services: Industry & Facilities DivisionDocument10 pagesProcurement Services: Industry & Facilities Divisionkbpatel123No ratings yet
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- TDC QapDocument69 pagesTDC QapKuppuraj ParamsivamNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- ValveDocument6 pagesValvetharmarajuNo ratings yet
- Alishar SP 2Document84 pagesAlishar SP 2Alam MD SazidNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- VR 14-01 Supplier TC en 1090 Ce Marking Issue 1-15Document7 pagesVR 14-01 Supplier TC en 1090 Ce Marking Issue 1-15Bryan GonzalesNo ratings yet
- Saudi Aramco Typical Inspection PlanDocument12 pagesSaudi Aramco Typical Inspection Planspravin231No ratings yet
- Welding Parameters Control PipelineDocument1 pageWelding Parameters Control PipelinemusheerNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- Ds Universal Wps Migmag enDocument6 pagesDs Universal Wps Migmag enMarija IvanovskaNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- INS T 004, Tol - OvalityDocument4 pagesINS T 004, Tol - OvalityDeepakNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- 006 Interpretations Volume 39Document24 pages006 Interpretations Volume 39Erick Carrasco LobosNo ratings yet
- Iso 14343-2017Document24 pagesIso 14343-2017getatodicaNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- Hust WPS Gtaw - Smaw 6GDocument4 pagesHust WPS Gtaw - Smaw 6GtruongtrungplhdNo ratings yet
- Esab Buddy TIG400iDocument2 pagesEsab Buddy TIG400iJeganeswaranNo ratings yet
- PQR - PipeDocument3 pagesPQR - PipeAdvanced Quality Centre AQC100% (1)
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- Subsea 7 Welding Inspection ScreenDocument3 pagesSubsea 7 Welding Inspection ScreenPasquale CutriNo ratings yet
- Test Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)Document1 pageTest Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)yskushwah16No ratings yet
- Calified Welding Procedures List Aplicable For ASD TUG 2810 YN513513Document11 pagesCalified Welding Procedures List Aplicable For ASD TUG 2810 YN513513Costin RotaruNo ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- Hyundai Electrode CATALOG - 7thDocument134 pagesHyundai Electrode CATALOG - 7tharianaseri100% (1)
- DIN EN 12517-1: Deutsche NormDocument17 pagesDIN EN 12517-1: Deutsche Normmarcos crisostoNo ratings yet
- Concrete Pump KCP - 58zx170Document164 pagesConcrete Pump KCP - 58zx170KCJBAR productionNo ratings yet
- DHFL TCDocument2 pagesDHFL TCVinay YadavNo ratings yet
- Population Projections GEOG1000-AnswersDocument1 pagePopulation Projections GEOG1000-AnswersJora Marie AlcantaraNo ratings yet
- WeldingDocument3 pagesWeldingveera_saikumarNo ratings yet
- Rta 02203Document3 pagesRta 02203Vinay YadavNo ratings yet
- Is 1239 BookDocument34 pagesIs 1239 Booknagaraj108No ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- AZITP-J-902-01 Rev 00 Metallic Instrument and Control CableDocument5 pagesAZITP-J-902-01 Rev 00 Metallic Instrument and Control CableVinay YadavNo ratings yet
- Pipe MTCDocument1 pagePipe MTCVinay YadavNo ratings yet
- Pipe 1-2, 3Document1 pagePipe 1-2, 3Vinay YadavNo ratings yet
- Commented GA.Document4 pagesCommented GA.Vinay YadavNo ratings yet
- Azmeel Inspection Checklist: General - Electrical Equipment, Storage, Handling & Preservation AZIC-P-3001 ElectricalDocument3 pagesAzmeel Inspection Checklist: General - Electrical Equipment, Storage, Handling & Preservation AZIC-P-3001 ElectricalVinay YadavNo ratings yet
- Ipl StatisticsDocument2 pagesIpl StatisticsVinay YadavNo ratings yet
- Pmi Report Dated 15.03.2019 PDFDocument1 pagePmi Report Dated 15.03.2019 PDFVinay YadavNo ratings yet
- Receipt PDFDocument1 pageReceipt PDFVinay YadavNo ratings yet
- Saes A 109Document5 pagesSaes A 109SIVANo ratings yet
- Saes A 004Document22 pagesSaes A 004Branko_62100% (1)
- G 1101 A B C LocationDocument1 pageG 1101 A B C LocationVinay YadavNo ratings yet
- Receipt PDFDocument1 pageReceipt PDFVinay YadavNo ratings yet
- Plastic Material in Sulphuric AcidDocument6 pagesPlastic Material in Sulphuric AcidKuan Chee WeiNo ratings yet
- Test Sheet: Customer References Johnson ReferencesDocument18 pagesTest Sheet: Customer References Johnson ReferencesVinay YadavNo ratings yet
- Aramco Balance Material Site IssuesDocument12 pagesAramco Balance Material Site IssuesVinay Yadav100% (1)
- G 1102 BDocument2 pagesG 1102 BVinay YadavNo ratings yet
- AZIC-T-5001 Rev 3Document1 pageAZIC-T-5001 Rev 3Vinay YadavNo ratings yet
- G 1208 AB G 1109 AB LocationDocument1 pageG 1208 AB G 1109 AB LocationVinay YadavNo ratings yet
- Pipe and Fitting Packing ListDocument2 pagesPipe and Fitting Packing ListVinay YadavNo ratings yet
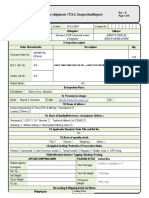
- Visit Report: TUV Control No.: TUV SAP No: 8115236437 (Branch: Report NoDocument4 pagesVisit Report: TUV Control No.: TUV SAP No: 8115236437 (Branch: Report NoVinay YadavNo ratings yet
- Victorian NovelDocument1 pageVictorian NovelMaria vittoria SodaNo ratings yet
- DMS Question PaperDocument16 pagesDMS Question PaperAmbika JaiswalNo ratings yet
- Quarter 2 - Module 5 - Trisha Mae AbellaDocument3 pagesQuarter 2 - Module 5 - Trisha Mae AbellaAnonpcNo ratings yet
- PeopleCode OverviewDocument50 pagesPeopleCode OverviewhardanuNo ratings yet
- E BookDocument333 pagesE Bookajayi micheal sundayNo ratings yet
- Articles CommonDocument2 pagesArticles CommonAbdullah Al MamunNo ratings yet
- PbifinalpaperDocument10 pagesPbifinalpaperapi-277946598No ratings yet
- LovePrayTeach Apr23 Eyring PeaceDocument29 pagesLovePrayTeach Apr23 Eyring PeaceSarah WattsNo ratings yet
- Live Project of Business Research MethodsDocument11 pagesLive Project of Business Research Methodsmuthu_voilaNo ratings yet
- Deuteronomy 33 PDFDocument2 pagesDeuteronomy 33 PDFRoman NovotnýNo ratings yet
- Gangadhar Meher 2012 9Document14 pagesGangadhar Meher 2012 9thatsnature32No ratings yet
- Language SkillsDocument18 pagesLanguage SkillsasdfghjkNo ratings yet
- Awo Training Part 2 Aduras DiversosDocument30 pagesAwo Training Part 2 Aduras Diversosmozollis100% (4)
- Cisco Small Business IP Telephony Provisioning GuideDocument116 pagesCisco Small Business IP Telephony Provisioning GuideJason StevensonNo ratings yet
- Assembly Language Programming For Reverse Engineering Paul ChinDocument3 pagesAssembly Language Programming For Reverse Engineering Paul ChinCarlos EduardoNo ratings yet
- Os 2019 SolutionDocument40 pagesOs 2019 SolutionSachin SharmaNo ratings yet
- Koi Desh PunjaboN Sohna NaDocument12 pagesKoi Desh PunjaboN Sohna Nahirdaypallsingh2241No ratings yet
- Retencion TmforumDocument2 pagesRetencion TmforummaoramirezNo ratings yet
- Vsphere Esxi Vcenter Server 602 Security GuideDocument312 pagesVsphere Esxi Vcenter Server 602 Security Guide4thingyanNo ratings yet
- English Phonetics - Task 2 - Practical Exercises FINISHED WITH LINKDocument4 pagesEnglish Phonetics - Task 2 - Practical Exercises FINISHED WITH LINKjonathanmplusNo ratings yet
- Cungte's ThesisDocument84 pagesCungte's Thesisapi-3804018No ratings yet
- DOMINO - First ConditionalDocument3 pagesDOMINO - First Conditionalver.ma.vm15No ratings yet
- KelHay 2008 ENGL533 UnitCurr Week1Day4 GrammarTODDocument1 pageKelHay 2008 ENGL533 UnitCurr Week1Day4 GrammarTODkellyhayes16No ratings yet
- Din Ling, 'Miss Sophia's Diary'Document2 pagesDin Ling, 'Miss Sophia's Diary'StudenteNo ratings yet
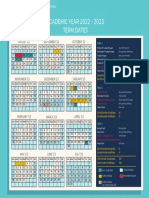
- BVIS Calendar 22-23Document1 pageBVIS Calendar 22-23SÁI PHUNo ratings yet
- Bala Songs - English VersionDocument40 pagesBala Songs - English Versionasha manoharanNo ratings yet
- EL213 Computer Organization & Assembly Language Lab 11: String Handling InstructionsDocument12 pagesEL213 Computer Organization & Assembly Language Lab 11: String Handling InstructionsMUHAMMAD AHMEDNo ratings yet