You might also like
- Financial Planning and ForecastingDocument36 pagesFinancial Planning and ForecastingSana Khatri100% (1)
- Value Optimization for Project and Performance ManagementFrom EverandValue Optimization for Project and Performance ManagementNo ratings yet
- Casting Procedures and Defects GuideDocument91 pagesCasting Procedures and Defects GuideJitender Reddy0% (1)
- ASMOPS 2016 - International Invitation PHILIPPINEDocument4 pagesASMOPS 2016 - International Invitation PHILIPPINEMl Phil0% (3)
- Origins and Rise of the Elite Janissary CorpsDocument11 pagesOrigins and Rise of the Elite Janissary CorpsScottie GreenNo ratings yet
- MNGT 3108 ReviewerDocument11 pagesMNGT 3108 ReviewerApple Trisha Mae SampayanNo ratings yet
- Lecture Notes - Value ManagementDocument9 pagesLecture Notes - Value ManagementsympathhiaNo ratings yet
- Father Saturnino Urios University Accountancy ProgramDocument25 pagesFather Saturnino Urios University Accountancy ProgramJezeil DimasNo ratings yet
- Operations Management IsDocument6 pagesOperations Management IsFaizan MotiwalaNo ratings yet
- OM Overview and CompetitivenessDocument21 pagesOM Overview and CompetitivenessArjay GuillandezNo ratings yet
- Unit 1 Introduction: 1.1.introduction To Operations ResearchDocument27 pagesUnit 1 Introduction: 1.1.introduction To Operations Researchmech mech1No ratings yet
- Chapter 3 ForecastingDocument6 pagesChapter 3 ForecastingarantonizhaNo ratings yet
- Internal Environment AnalysisDocument20 pagesInternal Environment AnalysisPutri AnisaNo ratings yet
- Nidhi D - Learnings From OMDocument9 pagesNidhi D - Learnings From OMNidhi DhokareNo ratings yet
- Operations ManagementDocument3 pagesOperations Managementlykaquinn.25No ratings yet
- Overview of Operations ManagementDocument8 pagesOverview of Operations ManagementAmara Bless100% (2)
- OM Q1 Quiz 1Document2 pagesOM Q1 Quiz 1Avii DoyoNo ratings yet
- Process Planning GuideDocument6 pagesProcess Planning Guidearun_alexNo ratings yet
- EM-Forecasting: Forecasting Is Defined As The Collection of Past and Current Information To MakeDocument4 pagesEM-Forecasting: Forecasting Is Defined As The Collection of Past and Current Information To MakeeverletteNo ratings yet
- Management by ExceptionDocument9 pagesManagement by Exception2K20DMBA158 Prabhakar MallikNo ratings yet
- Strategic Capacity Planning of Products and ServicesDocument17 pagesStrategic Capacity Planning of Products and ServicesShaira Jean BlancaflorNo ratings yet
- Literature Review: 2.1 Definition of ManagementDocument25 pagesLiterature Review: 2.1 Definition of Managementmiguelh98No ratings yet
- Role of Decision Making in Operation ManagementDocument2 pagesRole of Decision Making in Operation ManagementMZYNo ratings yet
- A Study On "Financial Planning and Forecasting": Tirupathi Mahesh Dr. K. Veeraiah Ms. O. AyeeshaDocument11 pagesA Study On "Financial Planning and Forecasting": Tirupathi Mahesh Dr. K. Veeraiah Ms. O. Ayeeshaaditya devaNo ratings yet
- The Role of Quantitative Techniques in Business and ManagementDocument3 pagesThe Role of Quantitative Techniques in Business and Managementfeno andrianaryNo ratings yet
- Updates in Management Accounting Handout1Document2 pagesUpdates in Management Accounting Handout1Jane NoboraNo ratings yet
- Group 1 Decision MakingDocument39 pagesGroup 1 Decision Makinglyka.fermaaa100% (1)
- Lesson 2Document5 pagesLesson 2JOHN IRVIN TAERNo ratings yet
- Module-3-5Document11 pagesModule-3-5Esier Davies Paul MalabadNo ratings yet
- Assignment2_EngManDocument5 pagesAssignment2_EngManNick RamNo ratings yet
- The Roleof Quantitative Techniquesin Businessand ManagementDocument4 pagesThe Roleof Quantitative Techniquesin Businessand Managementroselyn libatonNo ratings yet
- Engineering Management: 1.0 Engineering Management, Also Referred To As Industrial Engineering, Operations ManagementDocument5 pagesEngineering Management: 1.0 Engineering Management, Also Referred To As Industrial Engineering, Operations Managementmuhyideen6abdulganiyNo ratings yet
- Quantitative Method As A Tool For Decision Making. DiscussDocument6 pagesQuantitative Method As A Tool For Decision Making. DiscussAbubakar UmarNo ratings yet
- BMGT470 - Midterm Examination - Revision Sheet - Fall 2023 2024Document15 pagesBMGT470 - Midterm Examination - Revision Sheet - Fall 2023 2024bill haddNo ratings yet
- Opm549 Individual Assignment 2 - Muhd Adib Bin Daman Huri 2021239468Document14 pagesOpm549 Individual Assignment 2 - Muhd Adib Bin Daman Huri 2021239468muhd adibNo ratings yet
- Project Milestone 2 - Outline Group 8Document9 pagesProject Milestone 2 - Outline Group 8api-622062757No ratings yet
- Feasibility Study 1Document5 pagesFeasibility Study 1ninsiima gNo ratings yet
- Intoduction To Operation ResearchDocument9 pagesIntoduction To Operation Researchkushagrajaiswal.nestNo ratings yet
- managment cha 2Document18 pagesmanagment cha 2dawitsam7No ratings yet
- Criteria For A Lean Organisation: Development of A Lean Assessment ToolDocument23 pagesCriteria For A Lean Organisation: Development of A Lean Assessment ToolSandaruwan TharinduNo ratings yet
- 10 Decisions of Management OperationalDocument5 pages10 Decisions of Management Operationalahmad nur'afifNo ratings yet
- Chapter 1 ObjectivesDocument9 pagesChapter 1 ObjectivesMuhammad NadeemNo ratings yet
- Guidance On Formulating and Implementing HR Strategies Is Given in This Chapter Under The Following HeadingsDocument2 pagesGuidance On Formulating and Implementing HR Strategies Is Given in This Chapter Under The Following HeadingsF.A. AminNo ratings yet
- Operation MNGMNT Group1Document6 pagesOperation MNGMNT Group1Lilian FredelucesNo ratings yet
- Strategic Planning Benefits Guide SuccessDocument5 pagesStrategic Planning Benefits Guide SuccessSahilBatraNo ratings yet
- Strategy Concept and Process: Chapter-2Document4 pagesStrategy Concept and Process: Chapter-2tariqNo ratings yet
- NU-WK2 & WK3-Operations ManagementDocument33 pagesNU-WK2 & WK3-Operations Managementnikko tolentinoNo ratings yet
- Engineering Management-2Document23 pagesEngineering Management-2LiaNo ratings yet
- MBA 122 Managerial Accounting Decision Making Lecture 1 Introduction Cost ClassificationDocument32 pagesMBA 122 Managerial Accounting Decision Making Lecture 1 Introduction Cost ClassificationfaisalhzNo ratings yet
- SBA Note 1Document2 pagesSBA Note 1barabida3No ratings yet
- Answers To Emp IIIDocument7 pagesAnswers To Emp IIIsavindapasindu36No ratings yet
- Eindhoven University of Technology: Award Date: 2016Document144 pagesEindhoven University of Technology: Award Date: 2016Imelda HotmariaNo ratings yet
- Capital Budgeting Process 1Document41 pagesCapital Budgeting Process 1Manjunatha Swamy VNo ratings yet
- Lesson 6: Financial StatementsDocument7 pagesLesson 6: Financial StatementsDorhea Kristha Guian SantosNo ratings yet
- Profs Assign EntDocument23 pagesProfs Assign EntAbdissa DidaNo ratings yet
- Quantitative Techniques in Business: Lecture No. 01Document18 pagesQuantitative Techniques in Business: Lecture No. 01Maria AfrazNo ratings yet
- Unit 2 Materials of POMDocument28 pagesUnit 2 Materials of POMLords PorseenaNo ratings yet
- Assessment Task 1Document3 pagesAssessment Task 1jpgNo ratings yet
- 6 Demand FoecastingDocument62 pages6 Demand FoecastingAjay KareNo ratings yet
- Quantitative Techniques in BusinessDocument36 pagesQuantitative Techniques in Businesstalha mudassirNo ratings yet
- MM ch2Document18 pagesMM ch2thebestofworld2014No ratings yet
- Managerial Judgement and Strategic Investment DecisionsFrom EverandManagerial Judgement and Strategic Investment DecisionsRating: 4 out of 5 stars4/5 (2)
- The Project Manager's Guide to Making Successful DecisionsFrom EverandThe Project Manager's Guide to Making Successful DecisionsNo ratings yet
- Free Radical TheoryDocument2 pagesFree Radical TheoryMIA ALVAREZNo ratings yet
- Pradhan Mantri Gramin Digital Saksharta Abhiyan (PMGDISHA) Digital Literacy Programme For Rural CitizensDocument2 pagesPradhan Mantri Gramin Digital Saksharta Abhiyan (PMGDISHA) Digital Literacy Programme For Rural Citizenssairam namakkalNo ratings yet
- Resume Template & Cover Letter Bu YoDocument4 pagesResume Template & Cover Letter Bu YoRifqi MuttaqinNo ratings yet
- Additional Help With OSCOLA Style GuidelinesDocument26 pagesAdditional Help With OSCOLA Style GuidelinesThabooNo ratings yet
- FranklinDocument4 pagesFranklinapi-291282463No ratings yet
- Ensayo Bim - Jaime Alejandro Martinez Uribe PDFDocument3 pagesEnsayo Bim - Jaime Alejandro Martinez Uribe PDFAlejandro MartinezNo ratings yet
- PRODUCTDocument82 pagesPRODUCTSrishti AggarwalNo ratings yet
- CAS-GEC04 Module11 Food-SecurityDocument6 pagesCAS-GEC04 Module11 Food-SecurityPermalino Borja Rose AnneNo ratings yet
- FINAL A-ENHANCED MODULES TO IMPROVE LEARNERS - EditedDocument22 pagesFINAL A-ENHANCED MODULES TO IMPROVE LEARNERS - EditedMary Cielo PadilloNo ratings yet
- Radio Frequency Transmitter Type 1: System OperationDocument2 pagesRadio Frequency Transmitter Type 1: System OperationAnonymous qjoKrp0oNo ratings yet
- Coffee Table Book Design With Community ParticipationDocument12 pagesCoffee Table Book Design With Community ParticipationAJHSSR JournalNo ratings yet
- Chapter 3 of David CrystalDocument3 pagesChapter 3 of David CrystalKritika RamchurnNo ratings yet
- Algorithms For Image Processing and Computer Vision: J.R. ParkerDocument8 pagesAlgorithms For Image Processing and Computer Vision: J.R. ParkerJiaqian NingNo ratings yet
- Exercises2 SolutionsDocument7 pagesExercises2 Solutionspedroagv08No ratings yet
- Cushman Wakefield - PDS India Capability Profile.Document37 pagesCushman Wakefield - PDS India Capability Profile.nafis haiderNo ratings yet
- FX15Document32 pagesFX15Jeferson MarceloNo ratings yet
- Attributes and DialogsDocument29 pagesAttributes and DialogsErdenegombo MunkhbaatarNo ratings yet
- Difference Between Mark Up and MarginDocument2 pagesDifference Between Mark Up and MarginIan VinoyaNo ratings yet
- India: Kerala Sustainable Urban Development Project (KSUDP)Document28 pagesIndia: Kerala Sustainable Urban Development Project (KSUDP)ADBGADNo ratings yet
- Borello-Bolted Steel Slip-Critical Connections With Fillers I. PerformanceDocument10 pagesBorello-Bolted Steel Slip-Critical Connections With Fillers I. PerformanceaykutNo ratings yet
- Multiple Choice: CH142 Sample Exam 2 QuestionsDocument12 pagesMultiple Choice: CH142 Sample Exam 2 QuestionsRiky GunawanNo ratings yet
- TWP10Document100 pagesTWP10ed9481No ratings yet
- Electronics Project Automatic Bike Controller Using Infrared RaysDocument16 pagesElectronics Project Automatic Bike Controller Using Infrared RaysragajeevaNo ratings yet
- Lecture Ready 01 With Keys and TapescriptsDocument157 pagesLecture Ready 01 With Keys and TapescriptsBảo Châu VươngNo ratings yet
- Service and Maintenance Manual: Models 600A 600AJDocument342 pagesService and Maintenance Manual: Models 600A 600AJHari Hara SuthanNo ratings yet
- Conv VersationDocument4 pagesConv VersationCharmane Barte-MatalaNo ratings yet
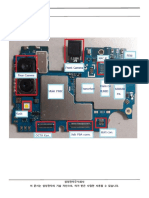
- Level 3 Repair PBA Parts LayoutDocument32 pagesLevel 3 Repair PBA Parts LayoutabivecueNo ratings yet