You might also like
- VLF Radio Engineering: International Series of Monographs in Electromagnetic WavesFrom EverandVLF Radio Engineering: International Series of Monographs in Electromagnetic WavesNo ratings yet
- MudrasDocument2 pagesMudrasPopa MirceaNo ratings yet
- GDII Lecture 1 (Compatibility Mode) PDFDocument132 pagesGDII Lecture 1 (Compatibility Mode) PDFLee Tin Yan100% (1)
- Answers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesFrom EverandAnswers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesRating: 1.5 out of 5 stars1.5/5 (2)
- Cold SteelDocument43 pagesCold Steelive2puNo ratings yet
- Transmisii: U U) U U (2 U U U 2Document4 pagesTransmisii: U U) U U (2 U U U 2Popa MirceaNo ratings yet
- Transmisii: U U) U U (2 U U U 2Document4 pagesTransmisii: U U) U U (2 U U U 2Simona BlînduNo ratings yet
- REVISED AITS 2324 FT II JEEM TD SolDocument18 pagesREVISED AITS 2324 FT II JEEM TD SolVishnuNo ratings yet
- AITS 2223 FT I JEEA Paper 1 Sol PDFDocument12 pagesAITS 2223 FT I JEEA Paper 1 Sol PDFSoham DuttaNo ratings yet
- Aits 2223 PT III Jeem TD SolDocument18 pagesAits 2223 PT III Jeem TD SolNeeti VarshneyNo ratings yet
- Fluid Mechanics Cheat CodeDocument11 pagesFluid Mechanics Cheat Codeazamchishty796No ratings yet
- AITS-1920-PT-III - JEEA-PAPER-2-Sol PDFDocument12 pagesAITS-1920-PT-III - JEEA-PAPER-2-Sol PDFAryan SaxenaNo ratings yet
- AITS-1920-PT-III - JEEA-PAPER-2-Sol Held On 15.12.2019Document12 pagesAITS-1920-PT-III - JEEA-PAPER-2-Sol Held On 15.12.2019gauravNo ratings yet
- Aits 1920 PT III - Jeea Paper 2 Sol PDFDocument12 pagesAits 1920 PT III - Jeea Paper 2 Sol PDFMitadru DattaNo ratings yet
- (@bohring - Bot) AITS-2324-FT-II-JEEM-TD-SolDocument18 pages(@bohring - Bot) AITS-2324-FT-II-JEEM-TD-SolAryan GuptaNo ratings yet
- Metrado de TuberiasDocument6 pagesMetrado de TuberiasJhan VeikerNo ratings yet
- Aits 2021 FT I Jeea Paper 2 SolDocument10 pagesAits 2021 FT I Jeea Paper 2 SolDivyansh GuptaNo ratings yet
- ALPS 2320 Physics Assignment SolutionsDocument17 pagesALPS 2320 Physics Assignment Solutionsvikram singhNo ratings yet
- FT I JEEA Paper 2 SolDocument10 pagesFT I JEEA Paper 2 Solbrilliantbrain47No ratings yet
- 10-12-2022 (Test Series) - XII - JEE (UT-4) Key + SolutionDocument6 pages10-12-2022 (Test Series) - XII - JEE (UT-4) Key + Solutionnikhilnetke014No ratings yet
- Part 3 - Lccde by Laplace TransformDocument41 pagesPart 3 - Lccde by Laplace Transformandrew brownNo ratings yet
- Cueto, HI MIDTERMActivity 1Document3 pagesCueto, HI MIDTERMActivity 1Hannah Ira CuetoNo ratings yet
- Sol Ch6 Part2Document9 pagesSol Ch6 Part2mazharNo ratings yet
- Activity 3Document4 pagesActivity 3Ayushman DharNo ratings yet
- AITS 2223 FT X JEEM SolDocument18 pagesAITS 2223 FT X JEEM SolDebjyoti BingNo ratings yet
- Assignment 1 SolutionDocument11 pagesAssignment 1 SolutionKash TorabiNo ratings yet
- L03 LCCDE LaplaceTransform PDFDocument40 pagesL03 LCCDE LaplaceTransform PDFJoseph Angelo BuenafeNo ratings yet
- Solutions Jeemains2015Document16 pagesSolutions Jeemains2015AnshulAggarwalNo ratings yet
- 1 s2.0 0370269387900414 MainDocument6 pages1 s2.0 0370269387900414 MainPatrick WongNo ratings yet
- Bachelor of Electronic EngDocument9 pagesBachelor of Electronic EngSethalaDeviVelusamyNo ratings yet
- Aits 1819 PT III Jeem PCM SolDocument18 pagesAits 1819 PT III Jeem PCM SolTanushree SinghNo ratings yet
- Notes On The WiedemannFranzLawDocument8 pagesNotes On The WiedemannFranzLawhalid dazkiriNo ratings yet
- AITS 1819 FT II JEEA Paper 2 Sol PDFDocument14 pagesAITS 1819 FT II JEEA Paper 2 Sol PDFM jhansiNo ratings yet
- DE Using Laplace TransformDocument19 pagesDE Using Laplace TransformAllen CastorNo ratings yet
- Module 3 Inverse Laplace TransformDocument34 pagesModule 3 Inverse Laplace TransformJohnnette AggabaoNo ratings yet
- 2023-Jee Main-4 - Gen 7a, 7b, 7c & 7d - SolutionsDocument12 pages2023-Jee Main-4 - Gen 7a, 7b, 7c & 7d - SolutionsUnwantedNo ratings yet
- 2 Summation of Arithmetic and Geometric Sequences: ActivityDocument58 pages2 Summation of Arithmetic and Geometric Sequences: ActivityMewSanmongkolNo ratings yet
- Spin Orbit - Coupling SolDocument2 pagesSpin Orbit - Coupling SolThree MusketeersNo ratings yet
- Asamblari Demontabile: M s2 M SDocument8 pagesAsamblari Demontabile: M s2 M SNeagu DariaNo ratings yet
- Formulas LaplaceDocument1 pageFormulas LaplaceakhitmanNo ratings yet
- Xii Iit RPTM - 13 Hints & Solutions (27.11.22)Document10 pagesXii Iit RPTM - 13 Hints & Solutions (27.11.22)KharnikaNo ratings yet
- Assignment 9Document12 pagesAssignment 9Shawn DeolNo ratings yet
- θ = θ = cos 2 cos R 2 s: π π θ κ − θ κ − 2 0 2 / 4 / cos 2 bl cos 2 bg 2 0 4 / 0 cos 2 bu cos 2 bgDocument2 pagesθ = θ = cos 2 cos R 2 s: π π θ κ − θ κ − 2 0 2 / 4 / cos 2 bl cos 2 bg 2 0 4 / 0 cos 2 bu cos 2 bgl7aniNo ratings yet
- 14 05 20 SR N SUPERCHAINA Jee Adv 2014 P1 GUT 2P 1 KEY & SOLDocument15 pages14 05 20 SR N SUPERCHAINA Jee Adv 2014 P1 GUT 2P 1 KEY & SOLBLACKDICE GAMINGNo ratings yet
- AITS 1920 CRT II JEEA Paper 1 SolDocument13 pagesAITS 1920 CRT II JEEA Paper 1 SolRoy OrbisonNo ratings yet
- Aits 1920 FT Vii Jeea Paper 2 SolDocument12 pagesAits 1920 FT Vii Jeea Paper 2 SolKushagra SrivastavaNo ratings yet
- 6453 05 Hw11solDocument8 pages6453 05 Hw11soll7aniNo ratings yet
- HW#4 SolnDocument15 pagesHW#4 SolnjNo ratings yet
- Circular MotionDocument21 pagesCircular MotionManthan Sharma100% (4)
- Chapter 5 SolutionsDocument98 pagesChapter 5 SolutionsKhishgee MungunbatNo ratings yet
- Exercises 8Document3 pagesExercises 8angyruizhNo ratings yet
- Aits 2021 PT Ii Jeea Paper 1 SolDocument11 pagesAits 2021 PT Ii Jeea Paper 1 SolOm NawaleNo ratings yet
- Exercise 3 LinearDocument5 pagesExercise 3 LinearWajih AbboudNo ratings yet
- Aiml Part2Document25 pagesAiml Part2Soban MarufNo ratings yet
- ME2142 - Tut - 1 - With Answers PDFDocument3 pagesME2142 - Tut - 1 - With Answers PDFLin YushengNo ratings yet
- Aits-1920-Ft-Iii-Jeem - Sol PDFDocument12 pagesAits-1920-Ft-Iii-Jeem - Sol PDFSameer Goel100% (1)
- All India Test Series: Concept Recapitulation Test - IiiDocument16 pagesAll India Test Series: Concept Recapitulation Test - IiiRandhir pandeyNo ratings yet
- Aits 2021 FT I Jeea Paper 1 SolDocument11 pagesAits 2021 FT I Jeea Paper 1 SolShivam VarshneyNo ratings yet
- PHZ 5941 Condensed Matter I Problem Set 2 - SolutionDocument3 pagesPHZ 5941 Condensed Matter I Problem Set 2 - SolutionErick Natividad ZevallosNo ratings yet
- AITS 2324 PT III JEEA Paper 1 SolutionDocument12 pagesAITS 2324 PT III JEEA Paper 1 Solutionajayk157238No ratings yet
- Two Way Floor-Slab DesignXSDFVBDocument9 pagesTwo Way Floor-Slab DesignXSDFVBzci69No ratings yet
- Program Circulatie CT Turda SDDocument1 pageProgram Circulatie CT Turda SDElaNo ratings yet
- II.B.1.3 EnglezaDocument16 pagesII.B.1.3 EnglezaPopa MirceaNo ratings yet
- Rul MentiDocument5 pagesRul MentiPopa MirceaNo ratings yet
- Maryland Metrics Technical Data Chart Basic Chemical Composition of (GOST Russian Steel Standards) SteelDocument2 pagesMaryland Metrics Technical Data Chart Basic Chemical Composition of (GOST Russian Steel Standards) SteelPopa MirceaNo ratings yet
- Transmisii: U U) U U (2 U U U 2Document4 pagesTransmisii: U U) U U (2 U U U 2Popa MirceaNo ratings yet
- Technical Sheet No. Ii. B.1.3Document16 pagesTechnical Sheet No. Ii. B.1.3Popa MirceaNo ratings yet
- Curele: Tabelul 3.1 Criteriul de Clasificare Tipul TransmisieiDocument4 pagesCurele: Tabelul 3.1 Criteriul de Clasificare Tipul TransmisieiPopa MirceaNo ratings yet
- EAN Country CodesDocument3 pagesEAN Country CodesPopa MirceaNo ratings yet
- Hardness EquivalentsDocument1 pageHardness EquivalentsPopa MirceaNo ratings yet
- Or Gland 4Document1 pageOr Gland 4Popa MirceaNo ratings yet
- EAN Country CodesDocument3 pagesEAN Country CodesPopa MirceaNo ratings yet
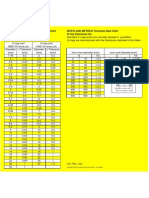
- MARYLAND METRICS Technical Data ChartDocument1 pageMARYLAND METRICS Technical Data ChartPopa MirceaNo ratings yet
- Simboluri HidroDocument57 pagesSimboluri HidroPopa MirceaNo ratings yet
- Pocket Formula BonfiglioliDocument20 pagesPocket Formula BonfiglioliJudith Daza SilvaNo ratings yet