You might also like
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- How Does A Mechanical Seal in A Pump Function?Document18 pagesHow Does A Mechanical Seal in A Pump Function?Senthil Kumar PNo ratings yet
- Kiln Ring GapDocument3 pagesKiln Ring Gapamir100% (2)
- Troubleshooting SealsDocument14 pagesTroubleshooting SealsAli HüthütNo ratings yet
- Rotating Kiln TyresDocument40 pagesRotating Kiln TyresGilberto PérezNo ratings yet
- How to Select, Equip and Maintain a Cruising Boat. The Series.From EverandHow to Select, Equip and Maintain a Cruising Boat. The Series.Rating: 5 out of 5 stars5/5 (1)
- Seal Off Centrifugal Pump ProblemsDocument6 pagesSeal Off Centrifugal Pump ProblemsArturo Valles TerrazasNo ratings yet
- KILN TechnicalDocument37 pagesKILN TechnicalVisnu SankarNo ratings yet
- WEAR TypesDocument2 pagesWEAR TypesRăzvan IordacheNo ratings yet
- Don't Let Slurries Ruin Your SealsDocument5 pagesDon't Let Slurries Ruin Your SealsFaisal DilbaghNo ratings yet
- What To Do When A Kiln Tire Stops MigratingDocument16 pagesWhat To Do When A Kiln Tire Stops MigratingVisnu Sankar100% (3)
- Thermal Activated ResinsDocument12 pagesThermal Activated Resinsamin peyvandNo ratings yet
- Sealing Sense: How To Troubleshoot Expansion Joint FailuresDocument3 pagesSealing Sense: How To Troubleshoot Expansion Joint Failuresppraveenkumar79No ratings yet
- Cavitation in ValvesDocument6 pagesCavitation in Valvessahendra4673No ratings yet
- Valve Live Loading Using Belleville SpringDocument6 pagesValve Live Loading Using Belleville SpringBruno ManzettiNo ratings yet
- Paper - Oman Mengatasi Loss Saat Drilling Cementing WODocument11 pagesPaper - Oman Mengatasi Loss Saat Drilling Cementing WOMisnawatiNo ratings yet
- Ensuring Zonal Isolation Beyond The Life of The Well: Oilfield Review March 2008Document15 pagesEnsuring Zonal Isolation Beyond The Life of The Well: Oilfield Review March 2008WoW ContentNo ratings yet
- Remaining Life Evaluation of Coke DrumsDocument15 pagesRemaining Life Evaluation of Coke DrumsRohit KaleNo ratings yet
- Conveyor SurveyDocument4 pagesConveyor SurveycarlosgulfoNo ratings yet
- Techniques For TroubleshootingDocument4 pagesTechniques For TroubleshootingmetropumpsNo ratings yet
- Proper Brazing ProcedureDocument8 pagesProper Brazing ProcedureQuek Keng LengNo ratings yet
- Thread Sealing 101 Tech ArticleDocument4 pagesThread Sealing 101 Tech ArticleAndy ChongNo ratings yet
- Alfa 164 Electronic Suspension Rebuild ManualDocument29 pagesAlfa 164 Electronic Suspension Rebuild ManualJavier0043No ratings yet
- Elastomeric Bearings in Polychloroprene VS Natural RubberDocument4 pagesElastomeric Bearings in Polychloroprene VS Natural RubberMiguel Belda DiezNo ratings yet
- Mechanical Seal Troubleshooting GuideDocument10 pagesMechanical Seal Troubleshooting Guideempswook100% (2)
- LC - Gunk SqueezesDocument5 pagesLC - Gunk SqueezesHeris SitompulNo ratings yet
- SUBJECT: A Few Rules of Thumb For Mechanical Seals 2-5Document8 pagesSUBJECT: A Few Rules of Thumb For Mechanical Seals 2-5Arsalan QadirNo ratings yet
- GPP ManholeDocument2 pagesGPP ManholeРуслан АстраханцевNo ratings yet
- Inspection of Steel Penstocks and Pressure ConduitsDocument111 pagesInspection of Steel Penstocks and Pressure ConduitsNgoc Thach PhamNo ratings yet
- SW Vs Kammprofile GsktsDocument4 pagesSW Vs Kammprofile GsktsFilipNo ratings yet
- 15 ButterflyValveLinerDocument2 pages15 ButterflyValveLinerDachyiNo ratings yet
- Tubeless TyreDocument16 pagesTubeless Tyreaarasu007No ratings yet
- Mechnical Seals Vs Packing GlandsDocument5 pagesMechnical Seals Vs Packing GlandsVon Russell Villordon CubilloNo ratings yet
- Message From Bill AbelDocument3 pagesMessage From Bill AbelMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Common Causes of Refrigerant Leaks and How To Fix Them: Buyer's GuideDocument6 pagesCommon Causes of Refrigerant Leaks and How To Fix Them: Buyer's Guideali zalatNo ratings yet
- Process Engineering Seal That PumpDocument6 pagesProcess Engineering Seal That PumpArturo Valles TerrazasNo ratings yet
- Inflatable Packer FundamentalsDocument8 pagesInflatable Packer FundamentalstangkokhongNo ratings yet
- Popular Mechanics - Curing Premature Brake Wear PDFDocument4 pagesPopular Mechanics - Curing Premature Brake Wear PDFFlorin CostinNo ratings yet
- Kick Detection - Drilling Process SafetyDocument3 pagesKick Detection - Drilling Process SafetyUok RitchieNo ratings yet
- صناعة الدرافيلRoll - RepairDocument15 pagesصناعة الدرافيلRoll - RepairAli RayyaNo ratings yet
- x2525 Enus 2525 InscctlifeDocument2 pagesx2525 Enus 2525 InscctlifesuraiaNo ratings yet
- Well StabilityDocument20 pagesWell StabilityCiputra 'Boy' TampubolonNo ratings yet
- Fatigue TestsDocument13 pagesFatigue TestsmeDC123No ratings yet
- The Sealing of Mixers and AgitatorsDocument4 pagesThe Sealing of Mixers and AgitatorsSubbarayan Saravanakumar100% (1)
- Tib 29 Selecting Mechanical SealsDocument13 pagesTib 29 Selecting Mechanical SealssonalmeghaniNo ratings yet
- Wafer & Lug-Type Butterfly Valves & Vacuum: What To Consider When Selecting An Appropriate DesignDocument5 pagesWafer & Lug-Type Butterfly Valves & Vacuum: What To Consider When Selecting An Appropriate DesignDachyiNo ratings yet
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- Elastomers - A Beginner's Guide - FlowGeeksDocument4 pagesElastomers - A Beginner's Guide - FlowGeekspankaj_pawar89No ratings yet
- Care Maintenance LiningsDocument7 pagesCare Maintenance LiningsEdgarDavidDiazCamposNo ratings yet
- Fork SealsDocument4 pagesFork Sealspavan_joshi_5No ratings yet
- Acetabulum LinerDocument7 pagesAcetabulum LinerhaminatrafNo ratings yet
- Cements For Long Term Isolation - Design Optimization by Computer Modelling andDocument14 pagesCements For Long Term Isolation - Design Optimization by Computer Modelling andQutluq Caferzade100% (1)
- Gearbox LubricationDocument10 pagesGearbox LubricationS.Prabakaran S.PrabakaranNo ratings yet
- Compressor Seal Selection Justification t32-18Document12 pagesCompressor Seal Selection Justification t32-18Pedro Diaz100% (1)
- The Dual Seal ArrangementDocument17 pagesThe Dual Seal Arrangementnyuvaraj1981No ratings yet
- Get PDFDocument2 pagesGet PDFPetralina NaibahoNo ratings yet
- Box Culvert Joint SealantDocument6 pagesBox Culvert Joint SealantgemotorresNo ratings yet
- Benoil Stripper Rubber CatalogueDocument4 pagesBenoil Stripper Rubber CatalogueOgheneroNo ratings yet
- BJ Coiled Tubing Equipment Manual Version 1Document90 pagesBJ Coiled Tubing Equipment Manual Version 1Franklyn Frank95% (39)
- Benoil Stripper Rubber CatalogueDocument4 pagesBenoil Stripper Rubber CatalogueOgheneroNo ratings yet
- Benoil Stripper Rubber Catalogue PDFDocument15 pagesBenoil Stripper Rubber Catalogue PDFOgheneroNo ratings yet
- Coiled TubingDocument32 pagesCoiled TubingGeetha Bakki100% (2)
- MPSI OverviewDocument15 pagesMPSI OverviewZaqee AlvaNo ratings yet
- Deductions From Gross IncomeDocument2 pagesDeductions From Gross Incomericamae saladagaNo ratings yet
- Reading TOEFL - Short Reading Per Question TypeDocument25 pagesReading TOEFL - Short Reading Per Question Typejax7202No ratings yet
- Consolidation of ClayDocument17 pagesConsolidation of ClayMD Anan MorshedNo ratings yet
- Kmart PDFDocument105 pagesKmart PDFkaranbhayaNo ratings yet
- Physical Activity and Weight ControlDocument6 pagesPhysical Activity and Weight Controlapi-288926491No ratings yet
- Red Winemaking in Cool Climates: Belinda Kemp Karine PedneaultDocument10 pagesRed Winemaking in Cool Climates: Belinda Kemp Karine Pedneaultgjm126No ratings yet
- Helicopter Logging Operations - ThesisDocument7 pagesHelicopter Logging Operations - ThesisAleš ŠtimecNo ratings yet
- Molarity, Molality, Normality, and Mass Percent Worksheet II Answer Key 11-12 PDFDocument3 pagesMolarity, Molality, Normality, and Mass Percent Worksheet II Answer Key 11-12 PDFGerald KamulanjeNo ratings yet
- De Thi Chon HSGDocument10 pagesDe Thi Chon HSGKiều TrangNo ratings yet
- Secrets of Sexual ExstasyDocument63 pagesSecrets of Sexual Exstasy19LucianNo ratings yet
- Red Bank Squadron - 01/22/1942Document28 pagesRed Bank Squadron - 01/22/1942CAP History LibraryNo ratings yet
- BURNS GeneralDocument59 pagesBURNS GeneralValluri MukeshNo ratings yet
- LivingScience CBSE CompanionDocument56 pagesLivingScience CBSE Companionnjlenovo95% (19)
- ACLS Post Test (Copy) 낱말 카드 - QuizletDocument18 pagesACLS Post Test (Copy) 낱말 카드 - Quizlet김민길No ratings yet
- 4.section 3 - Routine MaintenanceDocument96 pages4.section 3 - Routine MaintenanceMyo minNo ratings yet
- Rifle Threat Performance Matrix: SeriesDocument1 pageRifle Threat Performance Matrix: SeriesKuhnNo ratings yet
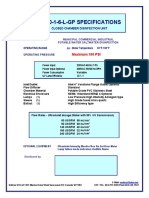
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDocument2 pagesA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNo ratings yet
- Traditional Christmas FoodDocument15 pagesTraditional Christmas FoodAlex DumitracheNo ratings yet
- CNA Candidate HandbookDocument57 pagesCNA Candidate HandbookSummerNo ratings yet
- Week 4 (Theories)Document15 pagesWeek 4 (Theories)Erica Velasco100% (1)
- Inside The Earth NotesDocument2 pagesInside The Earth NotesrickaturnerNo ratings yet
- Chemsheets AS 006 (Electron Arrangement)Document27 pagesChemsheets AS 006 (Electron Arrangement)moiz427No ratings yet
- Tarot Cards: Cheat SheetDocument1 pageTarot Cards: Cheat SheetDipti100% (7)
- ត្នោត (Borassus flabellifer L.)Document11 pagesត្នោត (Borassus flabellifer L.)yeangdonalNo ratings yet
- Positioning Strategy - Mineral WaterDocument2 pagesPositioning Strategy - Mineral WaterRakesh SelvamNo ratings yet
- Open Courses Myanmar Strategic English Week 4: U Yan Naing Se NyuntDocument24 pagesOpen Courses Myanmar Strategic English Week 4: U Yan Naing Se NyuntYan Naing Soe NyuntNo ratings yet
- Synopsis of Involex TurbineDocument3 pagesSynopsis of Involex TurbineTanviNo ratings yet