You might also like
- PHY4207 - Chap 2 - Solidification PDFDocument49 pagesPHY4207 - Chap 2 - Solidification PDFshuhazllyNo ratings yet
- 2 SolidificacionDocument63 pages2 SolidificacionAndrea Espinosa OrtegaNo ratings yet
- Glasses: 3.091 - Introduction To Solid State Chemistry Lecture Notes No. 7Document18 pagesGlasses: 3.091 - Introduction To Solid State Chemistry Lecture Notes No. 7lutfiadityahasnowoNo ratings yet
- CH 6-Cooling and Solidification of CastingDocument33 pagesCH 6-Cooling and Solidification of CastingGosaye Desalegn100% (1)
- Mse 352 Engineering Ceramics II Lecture Notes Referenced DR. Andrews, Uploaded by Dzikunu PercyDocument26 pagesMse 352 Engineering Ceramics II Lecture Notes Referenced DR. Andrews, Uploaded by Dzikunu PercypercydziksNo ratings yet
- Metallic GlassesDocument14 pagesMetallic GlassesQwerty 1No ratings yet
- Solidification and Crystalline ImperfectionsDocument20 pagesSolidification and Crystalline ImperfectionsDavid IsaacNo ratings yet
- Methods of Producing Single Crystal: Author NoteDocument20 pagesMethods of Producing Single Crystal: Author NoteMohit SinhaNo ratings yet
- Thesis ChaptersDocument131 pagesThesis ChaptersLeia SeunghoNo ratings yet
- Course KGP003: Amorphous StructuresDocument25 pagesCourse KGP003: Amorphous StructuresrakukulappullyNo ratings yet
- (Mineralogy) Crystal GrowthDocument29 pages(Mineralogy) Crystal GrowthSivaKumarNo ratings yet
- What Is A Glass?: Natron (Alkali Salts Used For Mummification) Noticed Primitive Glass MeltsDocument7 pagesWhat Is A Glass?: Natron (Alkali Salts Used For Mummification) Noticed Primitive Glass MeltsLorenzo YapNo ratings yet
- Assignment in Metallic Glasses PDFDocument18 pagesAssignment in Metallic Glasses PDFVivek HanchateNo ratings yet
- Sythesis of III - VDocument46 pagesSythesis of III - Vxyzabacus123No ratings yet
- Sakamoto 2010Document11 pagesSakamoto 2010tin.huynhdac6994No ratings yet
- Manufacturing Processes (ME361) Lecture 3 and 4Document32 pagesManufacturing Processes (ME361) Lecture 3 and 4Randhir KyNo ratings yet
- MIT3 091SCF09 Aln07Document18 pagesMIT3 091SCF09 Aln07samanNo ratings yet
- Crystals 12 01019 With CoverDocument13 pagesCrystals 12 01019 With CoverHerda CahyaningrumNo ratings yet
- ID Pengaruh Perubahan Temperatur Pada Proses Kristalisasi Logam CorDocument10 pagesID Pengaruh Perubahan Temperatur Pada Proses Kristalisasi Logam CorIndrajat Wijaya KusumaNo ratings yet
- Solidification, Crystallization & Glass TransitionDocument24 pagesSolidification, Crystallization & Glass TransitionArangaNo ratings yet
- CzochralskiDocument4 pagesCzochralskininnette1No ratings yet
- J. Pieprzyca, Z. Kudliński, T. MerderDocument7 pagesJ. Pieprzyca, Z. Kudliński, T. MerderBHARANINo ratings yet
- mt101 Part2Document46 pagesmt101 Part2Prateek 4-Yr B.Tech.: Metallurgical Engg., IIT(BHU)No ratings yet
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDocument54 pages2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005No ratings yet
- Amorphous Lecture PDFDocument25 pagesAmorphous Lecture PDFBá Văn TôNo ratings yet
- Amorphous MaterialsDocument5 pagesAmorphous MaterialsmaridassNo ratings yet
- MMS FullnotesDocument170 pagesMMS FullnotesAbdullah RishadNo ratings yet
- Unesco - Eolss Sample Chapters: Processing From The Liquid StateDocument5 pagesUnesco - Eolss Sample Chapters: Processing From The Liquid StateER NurNo ratings yet
- Bme Project ReportDocument16 pagesBme Project ReportAditya RanjanNo ratings yet
- Glass Ceramic Production and PropertiesDocument69 pagesGlass Ceramic Production and Propertiessinan alqassabNo ratings yet
- CrystallizationDocument29 pagesCrystallizationYawar QureshiNo ratings yet
- Introduction To CastingDocument16 pagesIntroduction To CastingOkari100% (1)
- Structure of Ceramics: Amjad HanifDocument27 pagesStructure of Ceramics: Amjad Hanifamjad hanifNo ratings yet
- 06 Chapter 1 Crystal GrowthDocument30 pages06 Chapter 1 Crystal GrowthFaraj Mohamed100% (2)
- Fiber FabricationDocument21 pagesFiber Fabricationyasiramin29100% (1)
- Review Article: Viscosity and Glass Transition in Amorphous OxidesDocument24 pagesReview Article: Viscosity and Glass Transition in Amorphous OxidesAnton Elena DanielaNo ratings yet
- FullThesis 10 51Document42 pagesFullThesis 10 51Ganapathy RamasamyNo ratings yet
- Chapter9 EscabarteDocument30 pagesChapter9 EscabarteDarwin CruzNo ratings yet
- Introduction To The Structure and The Structural Role of Elements in GlassesDocument84 pagesIntroduction To The Structure and The Structural Role of Elements in GlassesBiswanath senNo ratings yet
- Solidification NucleationDocument29 pagesSolidification NucleationYehia RaefNo ratings yet
- Crystallization - MCE 203Document31 pagesCrystallization - MCE 203samuelodeyemi3000No ratings yet
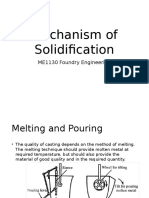
- ME1130 Mechanism of SolidificationDocument15 pagesME1130 Mechanism of SolidificationShivam RajNo ratings yet
- Industrial CrystallizationDocument54 pagesIndustrial Crystallizationma junallie pomperadaNo ratings yet
- Module 2Document21 pagesModule 2jithin7025089793No ratings yet
- Biomicroelectromechanical Systems 9Document13 pagesBiomicroelectromechanical Systems 9varundbNo ratings yet
- Rystallization: Instructor: Zafar ShakoorDocument41 pagesRystallization: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Glass-Ceramic Glazes For Ceramic Tiles PDFDocument53 pagesGlass-Ceramic Glazes For Ceramic Tiles PDFKristanto WahyudiNo ratings yet
- Kimia Material Padatan - Lecture 11 PDFDocument66 pagesKimia Material Padatan - Lecture 11 PDFMilani ErnawatiNo ratings yet
- Metallic GlassesDocument35 pagesMetallic GlassesShravan KatakamNo ratings yet
- Kauzmann ParadoxDocument10 pagesKauzmann Paradoxkans12No ratings yet
- Ch. 8 HandoutDocument4 pagesCh. 8 HandoutmymeeepNo ratings yet
- Chapter 5 The Synthesis of Materials and Imperfections: (Pyrolysis) or Absorption of UV Light (Photolysis)Document3 pagesChapter 5 The Synthesis of Materials and Imperfections: (Pyrolysis) or Absorption of UV Light (Photolysis)Gian BanaresNo ratings yet
- Czochralski ProcessDocument5 pagesCzochralski ProcessDasikaPushkarNo ratings yet
- AmorphousDocument24 pagesAmorphousakanksha.ja779No ratings yet
- Semiconductor PurificationDocument15 pagesSemiconductor PurificationPratish BajracharyaNo ratings yet
- Crystall GrowthDocument41 pagesCrystall Growthmailstonaik100% (1)
- Nucleation and GrowthDocument23 pagesNucleation and Growthyinglv67% (3)
- Assignment Ggroup 10-Materials ScienceDocument19 pagesAssignment Ggroup 10-Materials ScienceAlhaj MassoudNo ratings yet
- Structural Glasses and Supercooled Liquids: Theory, Experiment, and ApplicationsFrom EverandStructural Glasses and Supercooled Liquids: Theory, Experiment, and ApplicationsNo ratings yet
- Manufacturing Technology High Velocity FormingDocument54 pagesManufacturing Technology High Velocity FormingI.RAJKUMARNo ratings yet
- Select The Country: Hour Minutes Am / PMDocument2 pagesSelect The Country: Hour Minutes Am / PMI.RAJKUMARNo ratings yet
- Visa ProceduresDocument225 pagesVisa ProceduresI.RAJKUMARNo ratings yet
- Fill Your Answers BelowDocument8 pagesFill Your Answers BelowI.RAJKUMARNo ratings yet
- Scraper (Text)Document7 pagesScraper (Text)Yessy YuliaputriNo ratings yet
- FYP Report (University)Document38 pagesFYP Report (University)chingkeatNo ratings yet
- Gasket Selection Poster 1Document1 pageGasket Selection Poster 1Siva PrakashNo ratings yet
- 2 Electrochemistry (Redox)Document61 pages2 Electrochemistry (Redox)Gerald Paul SumagpaoNo ratings yet
- ChE Calc Test BankDocument3 pagesChE Calc Test BankClaire AmarilloNo ratings yet
- ABSTRACT (CG To Epichlorohydrin)Document5 pagesABSTRACT (CG To Epichlorohydrin)Amiel DionisioNo ratings yet
- Pump Cutaways and Drawings: Material CodesDocument11 pagesPump Cutaways and Drawings: Material CodesSalomón ContrerasNo ratings yet
- R1116010-00000-CI-SPC-0006-0A-Civil WorksDocument37 pagesR1116010-00000-CI-SPC-0006-0A-Civil WorksLNo ratings yet
- Ohmic Heating of FoodsDocument18 pagesOhmic Heating of FoodsHarish SrinivasanNo ratings yet
- Umakor Maxwell It ReportDocument46 pagesUmakor Maxwell It ReportChinyereugo OkikeNo ratings yet
- Sika PDS E Intraplast ZXDocument2 pagesSika PDS E Intraplast ZXlwin_oo2435No ratings yet
- Jak 0cDocument4 pagesJak 0cOliver MendozaNo ratings yet
- Cargo Operation Equipment For TankersDocument172 pagesCargo Operation Equipment For TankersDon Sheens100% (2)
- 2019 HSC ChemistryDocument36 pages2019 HSC Chemistryazizi5916No ratings yet
- 200962255122906Document5 pages200962255122906Martike KharmagasNo ratings yet
- Supramolecular ChemistryDocument27 pagesSupramolecular ChemistrykushalNo ratings yet
- DHS HomemadeExplosivesGuideDocument80 pagesDHS HomemadeExplosivesGuideScott Wyatt100% (1)
- Butterfly ValveDocument8 pagesButterfly Valveswapnil PATILNo ratings yet
- Fuel Lab ReportDocument35 pagesFuel Lab ReportAhsan Habib0% (1)
- Descaling Liquid 25 LTR: Marine ChemicalsDocument3 pagesDescaling Liquid 25 LTR: Marine ChemicalsfernandaNo ratings yet
- Tecnicas de SoldaduraDocument96 pagesTecnicas de SoldaduraRodolfoMarínNo ratings yet
- Cigweld Weldskill 170 HF PDFDocument48 pagesCigweld Weldskill 170 HF PDFRizaNo ratings yet
- Weldability of Tungsten and Its AlloysDocument8 pagesWeldability of Tungsten and Its Alloyss_m_taheriNo ratings yet
- International Intertuf 262Document4 pagesInternational Intertuf 262shunanlatheefNo ratings yet
- Nitoflor Anti-Slip GransDocument2 pagesNitoflor Anti-Slip GranstalatzahoorNo ratings yet
- Reusabilidad de Componentes de TransmisionDocument37 pagesReusabilidad de Componentes de TransmisionhernanNo ratings yet
- Strengthening Project of A Multi-Storey Concrete BuildingDocument30 pagesStrengthening Project of A Multi-Storey Concrete BuildingFerhat YılmazNo ratings yet
- Lab Report SaponificationDocument5 pagesLab Report SaponificationMarcy NilNo ratings yet
- Metal Semiconductor Contact PotentialDocument4 pagesMetal Semiconductor Contact PotentialMelissa MillerNo ratings yet