You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Li 2016Document6 pagesLi 2016Aditiya Muhammad FattahNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Application of Project Scheduling in A Bottling Unit Startup Using Pert and CPM TechniquesDocument9 pagesApplication of Project Scheduling in A Bottling Unit Startup Using Pert and CPM TechniquesAditiya Muhammad FattahNo ratings yet
- Review Article Nanosuspension - A Novel Carrier For Lipidic Drug TransferDocument7 pagesReview Article Nanosuspension - A Novel Carrier For Lipidic Drug TransferAditiya Muhammad FattahNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- QUINODIMETHANE CHEMISTRY - THE GENERATION AND TRAPPING OF QUINODIMETHANES FROM SUBSTITUTED AROMATIC HYDROCARBONS WITH HIGH-POTENTIAL QUINONEs PDFDocument10 pagesQUINODIMETHANE CHEMISTRY - THE GENERATION AND TRAPPING OF QUINODIMETHANES FROM SUBSTITUTED AROMATIC HYDROCARBONS WITH HIGH-POTENTIAL QUINONEs PDFAditiya Muhammad FattahNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Brittain2001 PDFDocument43 pagesBrittain2001 PDFAditiya Muhammad FattahNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- US2656248Document4 pagesUS2656248Aditiya Muhammad FattahNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Lecture 15Document4 pagesLecture 15KonkmanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Methanol Production Data Sheet PDFDocument2 pagesMethanol Production Data Sheet PDFAditiya Muhammad FattahNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 10 1016@j Scitotenv 2018 08 129Document19 pages10 1016@j Scitotenv 2018 08 129Aditiya Muhammad FattahNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Interest TablesDocument7 pagesInterest TablesoblearellenaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Methanol Production Data Sheet PDFDocument2 pagesMethanol Production Data Sheet PDFAditiya Muhammad FattahNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Biofloc Technology in Aquaculture: Beneficial Effects and Future ChallengesDocument6 pagesBiofloc Technology in Aquaculture: Beneficial Effects and Future ChallengesTrafalgarSeieiNo ratings yet
- Specification Sheet Alloy 304,304LDocument3 pagesSpecification Sheet Alloy 304,304Lamitkharb111195No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Jurnal InternasionalDocument43 pagesJurnal InternasionalAditiya Muhammad FattahNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
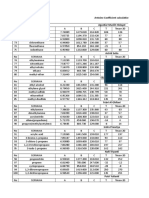
- Antoine Coefficient CalculationDocument8 pagesAntoine Coefficient CalculationAditiya Muhammad FattahNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Lepo It Tevin 2002Document7 pagesLepo It Tevin 2002Aditiya Muhammad FattahNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Plant Physiology and BiochemistryDocument13 pagesPlant Physiology and BiochemistryAditiya Muhammad FattahNo ratings yet
- Complete Utilization of Spent Co Ffee Grounds To Produce Biodiesel, Bio-Oil, and BiocharDocument9 pagesComplete Utilization of Spent Co Ffee Grounds To Produce Biodiesel, Bio-Oil, and BiocharTeresa MataNo ratings yet
- Antoine Coefficient TableDocument14 pagesAntoine Coefficient Tablenafaluck0% (1)
- Springer: Lab ManualsDocument177 pagesSpringer: Lab ManualsLigia Zenaida Cartaya AlvisuNo ratings yet
- ResearchDocument38 pagesResearchRi rimottoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Datura ReviewDocument7 pagesDatura Reviewoperations.phytotronNo ratings yet
- Fluorescent Probes For Imaging Formaldehyde in Biological SystemsDocument7 pagesFluorescent Probes For Imaging Formaldehyde in Biological SystemsVijay LouNo ratings yet
- The Potential of Hull-Less Barley: ReviewDocument11 pagesThe Potential of Hull-Less Barley: ReviewobadiNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- TECHNICAL DATA SHEET-Betaine HCL 98%Document2 pagesTECHNICAL DATA SHEET-Betaine HCL 98%OSCAR ADOLFO HERNANDEZ PIRIRNo ratings yet
- Astm F3009 - 2014Document4 pagesAstm F3009 - 2014alferedNo ratings yet
- ChE 462 Chemical Plant Design and EconomDocument230 pagesChE 462 Chemical Plant Design and EconomAnsinath BarathiNo ratings yet
- Ldpe LC-MSDocument31 pagesLdpe LC-MSWei LuoNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Composition of Engine Exhausts - Diesel and Gasoline Engine Exhausts and Some Nitroarenes - NCBI BookshelfDocument7 pagesComposition of Engine Exhausts - Diesel and Gasoline Engine Exhausts and Some Nitroarenes - NCBI Bookshelfnikhil3005No ratings yet
- Transcription in Prokaryotes PPTDocument50 pagesTranscription in Prokaryotes PPTKeneth CandidoNo ratings yet
- FINALIZED 2 Nigeria Call To Action Communique To EU - AAPNDocument10 pagesFINALIZED 2 Nigeria Call To Action Communique To EU - AAPNOfoegbu Donald IkennaNo ratings yet
- Organic ChemistryDocument63 pagesOrganic ChemistryChristine Jirah Duca - DeañoNo ratings yet
- Hydrothermal and Solvothermal SynthesisDocument19 pagesHydrothermal and Solvothermal SynthesisArcha Unni0% (1)
- Lignosulfonate Used in Construction - GREEN AGROCHEM PDFDocument2 pagesLignosulfonate Used in Construction - GREEN AGROCHEM PDFSayyad AmirliNo ratings yet
- Fundamentals of Mechanism and Stereochemistry: CHEM0005 Chemical Foundations: Section CDocument174 pagesFundamentals of Mechanism and Stereochemistry: CHEM0005 Chemical Foundations: Section Cssayed1No ratings yet
- (Doi 10.1016 - b978-0-12-374407-4.00496-9) Gernigon, G. - Encyclopedia of Dairy Sciences - Whey Processing - DemineralizationDocument6 pages(Doi 10.1016 - b978-0-12-374407-4.00496-9) Gernigon, G. - Encyclopedia of Dairy Sciences - Whey Processing - DemineralizationIsfari DNo ratings yet
- CHAPTER 12 Unsaturated HydrocarbonsDocument46 pagesCHAPTER 12 Unsaturated HydrocarbonsShania ArevaloNo ratings yet
- To Be Official: AcyclovirDocument2 pagesTo Be Official: AcyclovirHeristiana PratiwiNo ratings yet
- Consumer Chemistry: Quarter 3 - Module 2: Chemicals Present in Soap and DetergentDocument24 pagesConsumer Chemistry: Quarter 3 - Module 2: Chemicals Present in Soap and DetergentSophia Bianca80% (15)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Botany XI STBBDocument21 pagesBotany XI STBBHabib U Zaman MemonNo ratings yet
- Chemistry Integrated ProjectDocument22 pagesChemistry Integrated ProjectSaniya MakkadNo ratings yet
- Elsc 11 20 by Ramon PDF FreeDocument15 pagesElsc 11 20 by Ramon PDF FreeMary Grace DegamoNo ratings yet
- RAL 9005 Jet Black 179A MSDSDocument4 pagesRAL 9005 Jet Black 179A MSDSSimonNo ratings yet
- Enhanced Bio-Crude Yield and Quality by Reductive Hydrothermal Liquefaction of Oak Wood Biomass Effect of Iron AdditionDocument8 pagesEnhanced Bio-Crude Yield and Quality by Reductive Hydrothermal Liquefaction of Oak Wood Biomass Effect of Iron AdditionAYUSH DAVENo ratings yet
- SVA Complete Product ListDocument11 pagesSVA Complete Product Listrohit kumarNo ratings yet
- Water StressDocument24 pagesWater StressTikTok ZappingNo ratings yet
- FinaFlex 1200 LeafletDocument1 pageFinaFlex 1200 LeafletGiridhar GaneshNo ratings yet
- Chemistry Higher Level Paper 2: Instructions To CandidatesDocument24 pagesChemistry Higher Level Paper 2: Instructions To CandidatesDURU ONCULOGLUNo ratings yet
- Terminology PDFDocument84 pagesTerminology PDFShahzad Ali KambohNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet