You might also like
- Hepatites 1Document49 pagesHepatites 1Milan JavornikNo ratings yet
- Guidelines For Trainers (1/5)Document58 pagesGuidelines For Trainers (1/5)Evelyn AngieNo ratings yet
- Hepatites 1Document49 pagesHepatites 1Milan JavornikNo ratings yet
- Prof Ashley Brown HepatologyDocument34 pagesProf Ashley Brown HepatologyMilan JavornikNo ratings yet
- Hepatitis A and Vaccine Epidemiology PreventionDocument28 pagesHepatitis A and Vaccine Epidemiology PreventionPrankur PandeyNo ratings yet
- Nursing Management of Adults With Disorders of The LiverDocument78 pagesNursing Management of Adults With Disorders of The LiverahmedgitNo ratings yet
- Prof Ashley Brown HepatologyDocument34 pagesProf Ashley Brown HepatologyMilan JavornikNo ratings yet
- Nursing Management of Adults With Disorders of The LiverDocument78 pagesNursing Management of Adults With Disorders of The LiverahmedgitNo ratings yet
- Guidelines For Trainers (1/5)Document58 pagesGuidelines For Trainers (1/5)Evelyn AngieNo ratings yet
- Welders TerminologyDocument37 pagesWelders TerminologyNicolae Marin100% (2)
- Hepatitis A and Vaccine Epidemiology PreventionDocument28 pagesHepatitis A and Vaccine Epidemiology PreventionPrankur PandeyNo ratings yet
- Welding Deformation of Plates With Longitudinal Curvature: Yu LUO, Morinobu ISHIYAMA and Hidekazu MURAKAWADocument9 pagesWelding Deformation of Plates With Longitudinal Curvature: Yu LUO, Morinobu ISHIYAMA and Hidekazu MURAKAWAMilan JavornikNo ratings yet
- Stud WeldingDocument22 pagesStud WeldingChrill DsilvaNo ratings yet
- Welding HandbookDocument197 pagesWelding Handbookali652272583% (6)
- S 6Document4 pagesS 6Milan JavornikNo ratings yet
- Aws WJ 201412 PDFDocument160 pagesAws WJ 201412 PDFMilan JavornikNo ratings yet
- En Metalwork Gmaw WeldingDocument151 pagesEn Metalwork Gmaw WeldingMilan JavornikNo ratings yet
- BCSA - P50-09 Typical Welding Procedure Specifications For Structural Steelwork - Welding BookDocument0 pagesBCSA - P50-09 Typical Welding Procedure Specifications For Structural Steelwork - Welding BookDifa Liu100% (1)
- Handbook2009 PDFDocument202 pagesHandbook2009 PDFMilan JavornikNo ratings yet
- MAG Orbitalno VarjenjeDocument3 pagesMAG Orbitalno VarjenjeMilan JavornikNo ratings yet
- Avesta Welding ManualDocument300 pagesAvesta Welding Manual66apenlullenNo ratings yet
- Gmaw Guide PDFDocument54 pagesGmaw Guide PDFJorge perezNo ratings yet
- NASA Technical Memorandum Details Titanium Welding ProceduresDocument236 pagesNASA Technical Memorandum Details Titanium Welding ProceduresMilan JavornikNo ratings yet
- WM055101 GB EWM-Schweisslexikon PDFDocument144 pagesWM055101 GB EWM-Schweisslexikon PDFMilan JavornikNo ratings yet
- Exercises in PluralDocument2 pagesExercises in PluralMilan JavornikNo ratings yet
- Radio GraphicDocument1 pageRadio GraphicMilan JavornikNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
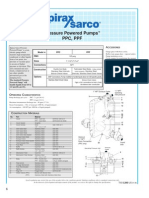
- Spirax Pressure Powered PumpsDocument2 pagesSpirax Pressure Powered Pumpshappale2002No ratings yet
- Welding InspectionDocument15 pagesWelding InspectionSreedhar Patnaik.MNo ratings yet
- D10.4 R1986PVDocument7 pagesD10.4 R1986PVGabriela AxinteNo ratings yet
- A 15Document4 pagesA 15Prem SharmaNo ratings yet
- Mack Steam TrapsDocument6 pagesMack Steam TrapsJOHN0% (1)
- As 2003-1991 Carbon and Low Alloy Steel - Measurement of DecarburizationDocument6 pagesAs 2003-1991 Carbon and Low Alloy Steel - Measurement of DecarburizationSAI Global - APACNo ratings yet
- DurocktornillosDocument2 pagesDurocktornillosRicardo HdxNo ratings yet
- Production Range of SJV Valve-2022Document1 pageProduction Range of SJV Valve-2022Vick YangNo ratings yet
- Module 6 2014-15Document351 pagesModule 6 2014-15sisay assefaNo ratings yet
- Shield - Bright 2209 FCAW (!)Document2 pagesShield - Bright 2209 FCAW (!)rajNo ratings yet
- Gaseous NitridingDocument139 pagesGaseous NitridingPaulo OliveiraNo ratings yet
- Design and analysis of steam turbine bladesDocument7 pagesDesign and analysis of steam turbine bladesaliNo ratings yet
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- Class IV oral questions on ship construction and safety equipmentDocument18 pagesClass IV oral questions on ship construction and safety equipmentdeepanck100% (2)
- Unit 1 Heat Treatment of SteelsDocument207 pagesUnit 1 Heat Treatment of SteelsAishwarya JanbandhuNo ratings yet
- ASTM A36 Steel Properties & UsesDocument3 pagesASTM A36 Steel Properties & UsesAndrés MaiguaNo ratings yet
- Shaft Furnace Technology: For Scrap and Waste RoutesDocument6 pagesShaft Furnace Technology: For Scrap and Waste RoutesernandesrizzoNo ratings yet
- Maulana 2020Document11 pagesMaulana 2020Supun RanganaNo ratings yet
- Battelle Inst RPT 422073 Corrosion in Boilers Burning Residual Fuel Oil Incl Sulphuric AcidDocument148 pagesBattelle Inst RPT 422073 Corrosion in Boilers Burning Residual Fuel Oil Incl Sulphuric AcidLizardladNo ratings yet
- Based Hardfacing Alloys: Cobalt & NickelDocument20 pagesBased Hardfacing Alloys: Cobalt & NickelsabrunoNo ratings yet
- Mech Seals Selection Guide 2Document6 pagesMech Seals Selection Guide 2taghdirimNo ratings yet
- Pt. Bukaka Teknik Utama: Welding Book Process Piping (Duplex)Document2 pagesPt. Bukaka Teknik Utama: Welding Book Process Piping (Duplex)Solikhul HarisNo ratings yet
- Machine Design Examination 5Document5 pagesMachine Design Examination 5SYBRELLE CRUZNo ratings yet
- Steel Track Spikes: Standard Specification ForDocument4 pagesSteel Track Spikes: Standard Specification ForVIKAS DAHIYANo ratings yet
- Automated Pressing MachineDocument7 pagesAutomated Pressing MachineIJRASETPublicationsNo ratings yet
- 3rd To 6th Sem Mech Syllabus-2015 PDFDocument77 pages3rd To 6th Sem Mech Syllabus-2015 PDFUday SainiNo ratings yet
- Sludge Master SMA3-ADocument15 pagesSludge Master SMA3-AJustinNo ratings yet
- ECT Probe Selection DetailsDocument52 pagesECT Probe Selection DetailsPrabhu NaiduNo ratings yet
- Angelina Beams enDocument38 pagesAngelina Beams enAlem LoajnerNo ratings yet