TABLE OF CONTENT
Page
Front Page
Table of Contents 1
1. Title 2
2. Objectives 2
3. Introduction 2
4. Apparatus 4
4.1 Industrial Apparatus
5. Experimental Procedure 7
6. Result and Data Analysis 8
7. Discussion of Results 10
8. Conclusion 10
9. Recommendations 10
10. References 11
1
�1.0 TITLE
Profile Measurement (Horizontal Profile)
2.0 OBJECTIVE
1. To identify the screw thread profile and measure the parameters of the screw threap
using the Horizontal Profile Projector.
2. To compare the screw threap profile between the experimental and ISO standart value
by measure the major diameter, minor diameter, effective diameter and screw pitch.
3.0 INTRODUCTION
An Profile Projectoris define that a device that applies the principle of optics where is
use to the inspection of manufactured parts. The manufactured part is projected to the screen
diplay by the lens. The idea of using profile projector, which is created by James Hartness and
Russell W. Poerter, came from mixing optics and measurement in a device. it is employed for
inspecting and comparing very small and complex parts, which play very significant role in
system structure, as an application of quality.
The specimen that to be measure by Profile Pojector is Screw Thread Plug Gauge
(M12×3 ISO 6H). The first part that has to measure is major diameter for that screw. For the
major diameter are the first numbers found in screw thread designation. In this case is M12
mean major diameter is 12mm. The major diameter thread is determine by the cross-section
view that taken in a plane that contain the axis of the threads. In other case is, the height of the
thread profile.
The second part in screw thread that to be measure is minor diameter. The minor
diameter screw thread is define by the lower extreme diameter of the thread. The minor
diameater screw thread can be measure by measuring the depth of the screw thread with the
lens at an profile projector. Dimension for the minor diameter is from the major diameter minus
with the upper depth and lower depth. To measure the hight thread, major diameter must be
minus with the minor diameter and then must divided by two.
The third part of screw thread that measure is effective diameter. The effective diameter
is the avarage pitch diameter where the minimum pitch diameter plus with the maximum pitch
diameter and then divided by two. For this type of Screw Thread Plug Gauge (M12×3 ISO 6H)
type thje minimum pitch value and the maximum pitch value is 21.803mm and 22.003mm. to
2
�measure the effective diameter for this type of screw thread, first must get the value of the depth
height. Second is, the value of the upper depth height devided by two at the same time, the
lower depth height must do the same thing. the values that get trhen minor with the major
diameter. The the effective diameter screw thread value is obtain.
The last part is pitch diameter. For the pitch diameter, the firt thing that can get
information at manufactured part number. In this case is M12×3 ISO 6H. Number 3 is
determined by the length of the pict of for that screw thread. Pitch diameter screw thread is the
diameter at which the thread tooth and the thread space are equal.
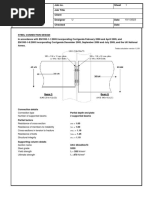
Figure 1: ACME Screw Thread All Dimension.
3
�4.0 APPARATUS
Figure 2:Screw Thread Plug Gauge (M24×3 ISO 6H).
Screen Display
X- Axis Controller
Calibration
Y- Axis Controller
Switch
Figure 3 : Horizontal Profile Projection.
Figure 4 : Magnifying Glass.
4
�4.1 INDUSTRIAL APPARATUS
Experiment: Horizontal Profile
1. Manual Quick Scope QS-L Series
Figure 5 : Manual Quick Scope QS-L Series
0.1 μm resolution and 150mm z-axis range.
The power zoom that can easily to change magnification.
The auto-focus system function.
The quick navigation function (repeated the measurement quickly).
2. M-nanocoord
Figure 6 : M-nanocoord
Laser Holoscales with nanometer resolution and thermal expantion virtually
zero.
High-precision air bearing that can improve the measurement accuracy.
Suitable for the very small dimension specimen.
5
�No Differences
Laboratory Industrrial
1. Can measure only the certain shape. Can measure the complex shape
dimension.
2. Not very accuate. High percision and accurate for the result.
3. Need to adjust for the focus. Auto focus function.
6
�5.0 EXPERIMENTAL PROCEDURE
1. The screw thread plug gauge (M24 X 3.0 ISO 6H) was placed parallel to the lens.
2. The projector was switch on.
3. Then image of the screw profile was appeared at the projector.
4. Then, any peak of the thread was aligned to the origin and set to zero at Y-axis
reading.
5. The position of thread was moved to the peak bottom by rotating the Y-axis
controller.
6. The reading at the Y-axis was recorded.
7. Steps 4 to 6 were repeated for four times to get an average diameter reading.
8. Steps 4 to 7 were repeated with different parameters which were minor diameter,
effective diameter and pitch.
7
�6.0 RESULTS
Reading Number Major Diameter Minor Diameter Effective Diameter Pitch
R1 23.986 19.575 21.921 3.017
R2 23.902 19.589 21.954 2.938
R3 23.984 19.585 21.895 2.986
R4 24.001 19.640 21.860 3.001
Total, ∑ 95.873 78.389 87.630 11.942
Sample Calculation
𝑻𝒐𝒕𝒂𝒍 𝒅𝒊𝒂𝒎𝒆𝒕𝒆𝒓
𝑨𝒗𝒆𝒓𝒂𝒈𝒆 𝒅𝒊𝒂𝒎𝒆𝒕𝒆𝒓 =
𝟒
|𝑻𝒉𝒆𝒐𝒓𝒆𝒕𝒊𝒄𝒂𝒍 − 𝑬𝒙𝒑𝒆𝒓𝒊𝒎𝒆𝒏𝒕|
𝑷𝒆𝒓𝒄𝒆𝒏𝒕𝒂𝒈𝒆 𝑬𝒓𝒓𝒐𝒓 = 𝒙 𝟏𝟎𝟎%
𝑻𝒉𝒆𝒐𝒓𝒆𝒕𝒊𝒄𝒂𝒍
Major diameter
95.873
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑚𝑎𝑗𝑜𝑟 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 = = 23.968 𝑚𝑚
4
|24 − 23.968|
𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝐸𝑟𝑟𝑜𝑟 = 𝑥 100% = 0.133%
24
Minor diameter
78.389
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑚𝑖𝑛𝑜𝑟 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 = = 19.597 𝑚𝑚
4
|19.855 − 19.597|
𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝐸𝑟𝑟𝑜𝑟 = 𝑥 100% = 1.299%
19.855
Effective diameter
87.630
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑒𝑓𝑓𝑒𝑐𝑡𝑖𝑣𝑒 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 = = 22.408 𝑚𝑚
4
|21.903 − 22.408|
𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝐸𝑟𝑟𝑜𝑟 = 𝑥 100% = 2.306%
21.903
8
� Pitch
11.942
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑝𝑖𝑡𝑐ℎ = = 2.986 𝑚𝑚
4
|3 − 2.986|
𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝐸𝑟𝑟𝑜𝑟 = 𝑥 100% = 0.467%
3
Parameters Average reading, mm ISO dimension, mm Percentage error,%
Major diameter 23.968 24.000 0.133
Minor diameter 19.597 19.855 1.299
Effective diameter 22.408 21.903 2.306
Pitch 2.986 3.000 0.467
9
�7.0 DISCUSSION
From this experiment, each student in a group need to take reading of a workpiece by using
horizontal profile projector. The readings that need to be recorded are major diameter, minor
diameter, effective diameter and pitch of the workpiece. Four readings that had been recorded
are all different by each student. Then, average reading was calculated for all parameters. The
value for average major diameter was 23.968 mm, for minor diameter was 19.597 mm, for
effective diameter was 22.408 mm and for pitch value was 2.986 mm. The reading values were
compared with the workpiece with ISO dimension of M24 X 3.0 ISO 6H. The percentage error
for major diameter, minor diameter, effective diameter and pitch were 0.133%, 1.299%, 2.306%
and 0.467% respectively. There are many reasons for the variations of the reading and
percentage error. One of the reasons is parallax error. In order to avoid this error, the eye must
be perpendicular to the projector screen when set the position of the workpiece at the origin to
get the accurate reading. Besides, the presence of dust and contaminants on the bolt thread may
affect the reading. So, before conducting the experiment, make sure to clean up the bolt thread
to minimise the error.
8.0 CONCLUSION
As a conclusion from this experiment, we have obtain new knowledge on how to use horizontal
profile projector in order to determine the parameters of the bolt thread which are major
diameter, minor diameter, effective diameter and pitch. Then, we compared our average results
with the ISO dimension of the bolt and the determine reasons of the difference. This machine
is very important especially in metrology industry in order to get more precise and accurate
reading of a small product.
9.0 RECOMMENDATIONS
Clean up the surface of bolt thread for dust and contaminant.
The eye must be perpendicular to the projector screen when set the position of the
workpiece at the origin to avoid parallax error.
Use magnifying glass to see clear image of the profile on the projector.
Record the readings multiple times to get more accurate reading.
10
�10.0 REFERENCES
1. Serope Kalpakjian & Steven R. Schmid, Manufacturing Processes for Engineering
Materials, 4th Edition, Illinois Institute of Technology, Prentice Hall, 2003.
2. Advantages and Applications of Profile Projectors in Industries, (2018). Presto group.
http://www.prestogroup.com/blog/advantages-and-applications-of-profile-
projectorsin-industries/
3. Maryland Metrics Thread Data Charts (2009). Metric Thread Extended Thread Size
Range.
http://mdmetric.com/tech/M-thead%20600.htm
4. Climate change and urban resilience (2011). Current Opinion in Environmental
Sustainability.
https://www.sciencedirect.com/science/article/pii/S187538921100455X
5. Screw thread (2018). Wikipedia.
https://en.wikipedia.org/wiki/Screw_thread
6. ISO thread (2018). Thurmer.
http://www.thurmer.com/iso-thread/
7. Gear and Screw measurement (2016). LinkedIn SlideShare.
https://www.slideshare.net/AFAQAHMEDJAMADAR/gear-and-screw-measurement
8. External Metric Thread Dimensions Chart (2013). External Metric Thread Dimensions
Chart.
https://www.amesweb.info/Screws/External-Metric-Thread-Dimensions-Chart.aspx
9. Oberg, E, Jones ,F.D. , Horton H.L. ,Ryffel H.H., (2016) . Machinery's Handbook . 30th
edition. Industrial Press Inc.
10. How to Use Profile Projector Machine (2016), Profile Projector Procedure.
http://www.dahometerinstrument.com/sale-10719302-how-to-use-profile-
projectormachine-profile-projector-procedure.html
11