You might also like
- Unit 3 MetrologyDocument38 pagesUnit 3 MetrologyMuthuvel M92% (36)
- Unit 2 Screw Thread - Gear Elements - Surface FinishDocument53 pagesUnit 2 Screw Thread - Gear Elements - Surface FinishDeepak MisraNo ratings yet
- Form Measurement5Document113 pagesForm Measurement5Ravi UpadhyeNo ratings yet
- Unit 3Document120 pagesUnit 3ramesh_h2002No ratings yet
- Metrology and Quality Control: Presented by Assistant Professor-MechanicalDocument39 pagesMetrology and Quality Control: Presented by Assistant Professor-MechanicalRahul VermaNo ratings yet
- unitiv-FORM MEASUREMENTDocument113 pagesunitiv-FORM MEASUREMENTk.ghanemNo ratings yet
- Unit 3 170228093759 PDFDocument64 pagesUnit 3 170228093759 PDFramtwinsmeNo ratings yet
- Chapter 1 Screw ThreadDocument29 pagesChapter 1 Screw ThreadWan Muhamad FaizNo ratings yet
- Screw Thread MeasurementsDocument77 pagesScrew Thread MeasurementsSridhar SreeNo ratings yet
- Engineering Physics Lab 1st-Year (Diploma)Document62 pagesEngineering Physics Lab 1st-Year (Diploma)sayadsarfaraz3No ratings yet
- Screw Thread MeasurementDocument55 pagesScrew Thread MeasurementMadhuNo ratings yet
- 1.tool Makers MicroscopeDocument7 pages1.tool Makers MicroscopeelavarasanNo ratings yet
- National Institute of Technology Warangal Department of Mechanical Engineering Warangal - 506 004Document50 pagesNational Institute of Technology Warangal Department of Mechanical Engineering Warangal - 506 004Venu Gopal AnneNo ratings yet
- Unit-4 MMDocument74 pagesUnit-4 MMRama SamyNo ratings yet
- Form Measurement: Unit 3Document68 pagesForm Measurement: Unit 3Rama SamyNo ratings yet
- Material Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngDocument30 pagesMaterial Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngEthan StoneNo ratings yet
- Instrumentation CH3Document84 pagesInstrumentation CH3muru0105No ratings yet
- Tool Makers MicroscopeDocument7 pagesTool Makers MicroscopeAnand Babu100% (2)
- ScrewDocument20 pagesScrewIxora MyNo ratings yet
- R2019 - MESBL601 - MA Lab ManualDocument30 pagesR2019 - MESBL601 - MA Lab Manualsealrohan0No ratings yet
- MTM Metro Expt1 ManualDocument10 pagesMTM Metro Expt1 ManualBhargav DindukurthiNo ratings yet
- Manual 14Document14 pagesManual 14JAINTONYNo ratings yet
- Metrology-Lab-Manual 3 Year 1semDocument41 pagesMetrology-Lab-Manual 3 Year 1semBHARATH Chandra100% (1)
- Thread Cutting, Tapping and BroachingDocument95 pagesThread Cutting, Tapping and BroachingKundan PatilNo ratings yet
- Screw GaugeDocument19 pagesScrew GaugeMohammad Rashik ZamanNo ratings yet
- Threads FastenersDocument81 pagesThreads FastenersДмитрий РыбаковNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementPiu KunduNo ratings yet
- Manufacturing Science Lab ManualDocument29 pagesManufacturing Science Lab Manualranjeet singh100% (1)
- Manual WaterWheel Version 01Document20 pagesManual WaterWheel Version 01mgsz3id5lNo ratings yet
- Screwthreadmeasurement 170418161010 PDFDocument30 pagesScrewthreadmeasurement 170418161010 PDFejkiranNo ratings yet
- Form MetrologyDocument67 pagesForm Metrologymrbalaji88No ratings yet
- Unit 1Document53 pagesUnit 1About FactsNo ratings yet
- Lab Report No.6: ObjectiveDocument4 pagesLab Report No.6: ObjectiveKashif SultanNo ratings yet
- Thread MeasurementDocument16 pagesThread MeasurementPATEL KETUNo ratings yet
- #4 Pengukuran Geometri 2: Metrologi Industri & Kontrol KualitasDocument87 pages#4 Pengukuran Geometri 2: Metrologi Industri & Kontrol KualitasChegg Cek akunNo ratings yet
- Machinetools 6Document40 pagesMachinetools 6Archit GyaneshwarNo ratings yet
- 5.EMM Lab ManualDocument38 pages5.EMM Lab ManualRakeshkumarcegNo ratings yet
- (Course Code:18ME36B) : Mechanical Measurements and MetrologyDocument42 pages(Course Code:18ME36B) : Mechanical Measurements and MetrologyJay SathwaraNo ratings yet
- Technical Terms: PitchDocument34 pagesTechnical Terms: PitchBHOOMINo ratings yet
- Experiment 6 Measureing Screw Thread Parameter With Optical Profile ProjectorDocument9 pagesExperiment 6 Measureing Screw Thread Parameter With Optical Profile ProjectorCao KhảiNo ratings yet
- CE8361 - Surveying and Levelling Lab ManualDocument48 pagesCE8361 - Surveying and Levelling Lab ManualSelvam GanesanSelvamNo ratings yet
- Physics Screw Guage 2-8 - 17 Copy 2Document24 pagesPhysics Screw Guage 2-8 - 17 Copy 2PoorvaBakshiNo ratings yet
- IPE 381 Measurement of Screw Thread: OutlineDocument12 pagesIPE 381 Measurement of Screw Thread: OutlinevikasnewNo ratings yet
- Rohini 45888772104Document15 pagesRohini 45888772104Harsha VaddeNo ratings yet
- Metrology Lab ManualDocument21 pagesMetrology Lab ManualelavarasanNo ratings yet
- Experiment No. 4 Study and Applications of Tool Maker'S MicroscopeDocument4 pagesExperiment No. 4 Study and Applications of Tool Maker'S MicroscopeAbdulaziz almasoudiNo ratings yet
- Idrt 211 Metrology Lab - 2023Document87 pagesIdrt 211 Metrology Lab - 2023xxforever510No ratings yet
- 4-Screw Thread MeasurementDocument37 pages4-Screw Thread MeasurementAdarsh KhotNo ratings yet
- Manual MM PrintFinalDocument34 pagesManual MM PrintFinalharshNo ratings yet
- Experiment Fi1 PDFDocument33 pagesExperiment Fi1 PDFrajamanickam sNo ratings yet
- MQA Lab Manual 2018-2019Document27 pagesMQA Lab Manual 2018-2019poluri manicharanNo ratings yet
- BMT Lab ManualDocument50 pagesBMT Lab ManualJehan zaibNo ratings yet
- Screw ThreadDocument46 pagesScrew Threadmohd mansoor100% (1)
- JJ204 Workshop Technology Semester 2Document150 pagesJJ204 Workshop Technology Semester 2Ye ChonnNo ratings yet
- Form Measurement: Vishal Nair Assistant Professor-Mechanical Mesce KuttipuramDocument67 pagesForm Measurement: Vishal Nair Assistant Professor-Mechanical Mesce KuttipuramSivaperumal MNo ratings yet
- Wire Jewelry Tutorial: Grapes Chandelier EarringsFrom EverandWire Jewelry Tutorial: Grapes Chandelier EarringsRating: 4 out of 5 stars4/5 (1)
- Explorations and Discoveries in Mathematics, Volume 1, Using The Geometer's Sketchpad Version 4From EverandExplorations and Discoveries in Mathematics, Volume 1, Using The Geometer's Sketchpad Version 4No ratings yet
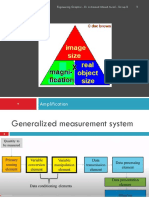
- Magnification - 5Document101 pagesMagnification - 5Abdelrahmam AshrafNo ratings yet
- Measuring System - 2Document37 pagesMeasuring System - 2Abdelrahmam AshrafNo ratings yet
- Modern Techniques - 6Document51 pagesModern Techniques - 6Abdelrahmam AshrafNo ratings yet
- Static Characteristics - 3Document26 pagesStatic Characteristics - 3Abdelrahmam AshrafNo ratings yet
- Building Your Own CNC Milling MachineDocument19 pagesBuilding Your Own CNC Milling MachineMarius DanilaNo ratings yet
- Electrode Dresser BladesDocument2 pagesElectrode Dresser BladesYoga PurwantoNo ratings yet
- Hexagon Socket Head Cap Screws Hexagon Socket Head Cap ScrewsDocument1 pageHexagon Socket Head Cap Screws Hexagon Socket Head Cap ScrewsCalvin LianNo ratings yet
- Summer Training PresentationDocument22 pagesSummer Training PresentationAreeb SirajNo ratings yet
- Clarkson Mark 1 Manual - March 1966, 4th Edition - Microstoc900pixels Revised by Walter-2 PDFDocument31 pagesClarkson Mark 1 Manual - March 1966, 4th Edition - Microstoc900pixels Revised by Walter-2 PDFtakudomeNo ratings yet
- Komatsu PC350 8B T1510-000003 PageDocument1 pageKomatsu PC350 8B T1510-000003 PageCompras AmadeiraNo ratings yet
- Addis Ababa Science and Techology University: of Electrical and EnginneringDocument9 pagesAddis Ababa Science and Techology University: of Electrical and Enginneringethiopia ethiopiaNo ratings yet
- 08R KG20 Sheet Metal FormingDocument82 pages08R KG20 Sheet Metal FormingFajar PutraNo ratings yet
- Tabel Persamaan Bahan Dasar Dan Presisi Roda GigiDocument1 pageTabel Persamaan Bahan Dasar Dan Presisi Roda GigiboschNo ratings yet
- Chapter 5-Sheet MetalworkingDocument19 pagesChapter 5-Sheet MetalworkingmousaNo ratings yet
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Workbench Guide To Jewelry TechniquesDocument8 pagesWorkbench Guide To Jewelry TechniquesInterweave44% (18)
- Involute IGW PRESENTATION JUNE 2017Document31 pagesInvolute IGW PRESENTATION JUNE 2017prakash 3No ratings yet
- Unit 4 Fundamentals of Part Programming: StructureDocument20 pagesUnit 4 Fundamentals of Part Programming: StructureAzaath AzuNo ratings yet
- MTDM M1 Ktunotes - inDocument45 pagesMTDM M1 Ktunotes - insree_guruNo ratings yet
- Copper Sheet Thickness GuideDocument6 pagesCopper Sheet Thickness Guidedannyjan5080No ratings yet
- E - chp9 CBC PDFDocument46 pagesE - chp9 CBC PDFAmit SarafNo ratings yet
- IPE 341-Metal Forming Processes - Bulk Deforamtion ProcessesDocument79 pagesIPE 341-Metal Forming Processes - Bulk Deforamtion ProcessesMuhshin Aziz KhanNo ratings yet
- New Microsoft Office Word DocumentDocument16 pagesNew Microsoft Office Word DocumentsarathNo ratings yet
- Normalization and Temper Heat Treatment On P91Document6 pagesNormalization and Temper Heat Treatment On P91Asad Bin Ala Qatari100% (2)
- Instructions For Usage Maintenance & Safety Maintenance & SafetyDocument8 pagesInstructions For Usage Maintenance & Safety Maintenance & Safety4U6ogj8b9snylkslkn3nNo ratings yet
- Table Thread ReferenceDocument40 pagesTable Thread Referencejesse_w_petersNo ratings yet
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (2)
- Catalog: About Us Certification Services Contact Project InsuranceDocument30 pagesCatalog: About Us Certification Services Contact Project InsuranceNehaKarunyaNo ratings yet
- Cylinder Reboring Machine and Surface GrinderDocument1 pageCylinder Reboring Machine and Surface Grinderdaya shanker shuklaNo ratings yet
- Ford Wa950Document2 pagesFord Wa950amanNo ratings yet
- Visual Inspection 3.0Document69 pagesVisual Inspection 3.0Ari GandaraNo ratings yet
- Sheet Metal ShopDocument2 pagesSheet Metal ShopDHARANYA S SIVAPRAGASAMNo ratings yet
- PowerCoil Wire Thread Inserts & KitsDocument103 pagesPowerCoil Wire Thread Inserts & KitsThor InternationalNo ratings yet
- Climb Milling vs. Conventional MillingDocument3 pagesClimb Milling vs. Conventional MillingM Aldityawan SyahputraNo ratings yet