You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Triathlon Bike Foundations - A S - Triathlon Taren - Gesell PDFDocument178 pagesTriathlon Bike Foundations - A S - Triathlon Taren - Gesell PDFDaniel DuongNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Triathlete Magazine - S Essential Author PDFDocument57 pagesTriathlete Magazine - S Essential Author PDFDaniel DuongNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Triathlete Magazine - S Essential Author PDFDocument57 pagesTriathlete Magazine - S Essential Author PDFDaniel DuongNo ratings yet
- Intermediate Algebra Within Reach (Larson, Ron)Document693 pagesIntermediate Algebra Within Reach (Larson, Ron)mohammed MaktoumNo ratings yet
- Report of Sales-SalaryDocument13 pagesReport of Sales-SalaryĐào ĐứcNo ratings yet
- 20 Week Im Choo 70.3 TRNG PlanDocument4 pages20 Week Im Choo 70.3 TRNG PlanDaniel DuongNo ratings yet
- Advance Process Control ShellDocument16 pagesAdvance Process Control ShellDeborah MalanumNo ratings yet
- Detailed Rigid Body Simulation With Extended Position Based DynamicsDocument12 pagesDetailed Rigid Body Simulation With Extended Position Based Dynamicsdaskir100% (1)
- CG CGK StudyDocument8 pagesCG CGK StudyRahul BenkeNo ratings yet
- Ironman Training Plan PDFDocument110 pagesIronman Training Plan PDFDaniel DuongNo ratings yet
- Sample of ITP For RO-FEDocument1 pageSample of ITP For RO-FEDaniel DuongNo ratings yet
- Sizing CalculationDocument13 pagesSizing CalculationDaniel DuongNo ratings yet
- Application Manual: XD-I80, XD-I80win XD-I80C, XD-I80CwinDocument9 pagesApplication Manual: XD-I80, XD-I80win XD-I80C, XD-I80CwinDaniel DuongNo ratings yet
- Simatic Et 200Sp CM PTP Communication Module (6Es7137-6Aa00-0Ba0)Document30 pagesSimatic Et 200Sp CM PTP Communication Module (6Es7137-6Aa00-0Ba0)Daniel DuongNo ratings yet
- Proactive and Reactive Sealing Solutions That Save You Time and MoneyDocument8 pagesProactive and Reactive Sealing Solutions That Save You Time and MoneyDaniel DuongNo ratings yet
- Hydraulic Override - Manual PDFDocument18 pagesHydraulic Override - Manual PDFDaniel DuongNo ratings yet
- Galvanic Isolator 4 20maDocument5 pagesGalvanic Isolator 4 20maDaniel DuongNo ratings yet
- GP-AMP Terminals Instruction: Please Refer To Manual For GP-SA (EM03040E) For CalibrationDocument1 pageGP-AMP Terminals Instruction: Please Refer To Manual For GP-SA (EM03040E) For CalibrationDaniel DuongNo ratings yet
- Data Sheet Data Sheet Data Sheet Data SheetDocument3 pagesData Sheet Data Sheet Data Sheet Data SheetDaniel DuongNo ratings yet
- Two-Compartments Instrument Housing - Type Xd-I80Document2 pagesTwo-Compartments Instrument Housing - Type Xd-I80Daniel DuongNo ratings yet
- Dow Beacon LightDocument1 pageDow Beacon LightDaniel DuongNo ratings yet
- Operating InstructionsDocument24 pagesOperating InstructionsDaniel DuongNo ratings yet
- GAD - Gallaf - After TBC Revc PDFDocument58 pagesGAD - Gallaf - After TBC Revc PDFDaniel DuongNo ratings yet
- Negeri9-ANSWER Physics P3-Trial SPM 2009Document6 pagesNegeri9-ANSWER Physics P3-Trial SPM 2009kamalharmozaNo ratings yet
- Linear-Phase Fir Filter Design by Least Squares: Ivan SelesnickDocument9 pagesLinear-Phase Fir Filter Design by Least Squares: Ivan SelesnickWaqas AhmadNo ratings yet
- Fractal Analysis and Chaos in Geosciences - Sid-Ali OuadfeulDocument182 pagesFractal Analysis and Chaos in Geosciences - Sid-Ali OuadfeulCibercultural100% (1)
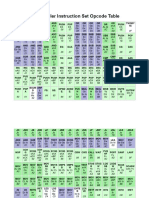
- Intel x86 Assembler Instruction Set Opcode TableDocument9 pagesIntel x86 Assembler Instruction Set Opcode TableMariaKristinaMarasiganLevisteNo ratings yet
- Exercise: Number System 1Document67 pagesExercise: Number System 1Sachin KumarNo ratings yet
- 332 - EUSIPCO 2021 - LocalizationDocument5 pages332 - EUSIPCO 2021 - LocalizationAli Dehghan FiroozabadiNo ratings yet
- Model 356la Dynamic Signal Analyzer Operating Manual: Hewlett PackardDocument212 pagesModel 356la Dynamic Signal Analyzer Operating Manual: Hewlett Packardtoan04No ratings yet
- Logic Circuits and Switching Theory (Laboratory Manual)Document103 pagesLogic Circuits and Switching Theory (Laboratory Manual)Faye Yturralde50% (2)
- Bursal Paznokas 2006 Mathematics Anxietyand Preservice Elementary Teachers Confidenceto Teach Mathematicsand ScienceDocument9 pagesBursal Paznokas 2006 Mathematics Anxietyand Preservice Elementary Teachers Confidenceto Teach Mathematicsand ScienceLaor Fernandes de Oliveira100% (1)
- A Level Math Paper 2 Vector Mechanics Relative VelocitiesDocument31 pagesA Level Math Paper 2 Vector Mechanics Relative VelocitiesAwel Tours & Travel AgencyNo ratings yet
- Vssut MCA-2yr-SyllabusDocument106 pagesVssut MCA-2yr-Syllabusbiswajit biswalNo ratings yet
- Subhasis Thesis PDFDocument134 pagesSubhasis Thesis PDFSubhasis DasguptaNo ratings yet
- Sound and Vibration Analysis SoftwareDocument1 pageSound and Vibration Analysis SoftwareNermen Salama نرمين سلامهNo ratings yet
- A Method For Parametrically Representing The Aerodynamic Profiles of Axial Turbine Machinery BladesDocument8 pagesA Method For Parametrically Representing The Aerodynamic Profiles of Axial Turbine Machinery Bladeskanbur.191No ratings yet
- Work Sheet 3 Combinational Logic CircuitDocument2 pagesWork Sheet 3 Combinational Logic CircuitMehrez SaafiNo ratings yet
- The Generic Java Image Processing LibraryDocument7 pagesThe Generic Java Image Processing LibrarydhayaNo ratings yet
- Ucu Plane Geometry Practice ProblemsDocument2 pagesUcu Plane Geometry Practice ProblemsAngie Alcaide BautistaNo ratings yet
- Moiré Method: Wei-Chih Wang University of Washington ME 557Document77 pagesMoiré Method: Wei-Chih Wang University of Washington ME 557Nagy Alexandru GeorgeNo ratings yet
- Physics Foundation Full 2023Document155 pagesPhysics Foundation Full 2023bibiroh779No ratings yet
- Basic Structural Analysis by C.S. ReddyDocument4 pagesBasic Structural Analysis by C.S. ReddyArif Ahmed Laskar0% (6)
- Atmospheric Boundary LayerDocument15 pagesAtmospheric Boundary LayerLenny BossiNo ratings yet
- Scoring and Interpretation of Test ScoresDocument13 pagesScoring and Interpretation of Test ScoresSarimNo ratings yet
- Manual For Runoff Analysis PDFDocument77 pagesManual For Runoff Analysis PDFAnduNo ratings yet
- Tecnomatix Plant Simulation Basics, Methods, and Strategies Student Guide - 2012Document764 pagesTecnomatix Plant Simulation Basics, Methods, and Strategies Student Guide - 2012hassanNo ratings yet
- Full IssueDocument140 pagesFull IssueAndrea Barone100% (1)