You might also like
- Buried Pipe Design (Flexible) 1Document9 pagesBuried Pipe Design (Flexible) 1Ah Leng Lau100% (2)
- Surge Analysis ReportDocument22 pagesSurge Analysis ReportAh Leng LauNo ratings yet
- Deep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsDocument8 pagesDeep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsmvanzijpNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Surge AnalysisDocument35 pagesSurge AnalysisAh Leng Lau50% (2)
- ANSI Testing Standards RacksDocument126 pagesANSI Testing Standards RacksmloredoNo ratings yet
- Typical Bollard Detail: 4" Dia. (Min) Steel Pipe Filled With ConcreteDocument1 pageTypical Bollard Detail: 4" Dia. (Min) Steel Pipe Filled With ConcreteaishahrahmanNo ratings yet
- LTS Katalco (83-3)Document16 pagesLTS Katalco (83-3)ricko4001No ratings yet
- Bearing SteelDocument2 pagesBearing Steelarunkumar17No ratings yet
- B. Porous-Metal Bearings 1.0 General PropertiesDocument35 pagesB. Porous-Metal Bearings 1.0 General PropertiesLuis BalducciNo ratings yet
- Journal Bearings Practice PDFDocument20 pagesJournal Bearings Practice PDFPrabhath KumaraNo ratings yet
- Bearing Materials: Selection Criteria For A Bearing MaterialDocument6 pagesBearing Materials: Selection Criteria For A Bearing MaterialTamirat NemomsaNo ratings yet
- Metal Face Seals v3Document30 pagesMetal Face Seals v3ntchobanov0% (1)
- AL - CR - Ni Disc BrakeDocument56 pagesAL - CR - Ni Disc Brakeeshu50% (2)
- M.E.I.M 2017 363 Friction Materials (PM)Document36 pagesM.E.I.M 2017 363 Friction Materials (PM)rohanNo ratings yet
- Engineering Guide For Bearing SelectionDocument7 pagesEngineering Guide For Bearing Selectionpetar2001No ratings yet
- 2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanyDocument13 pages2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanySumit RaiNo ratings yet
- Few Surface Treatment Techniques For Some of The Automotive ComponentsDocument1 pageFew Surface Treatment Techniques For Some of The Automotive ComponentsAnonymous sd0UxrjhxNo ratings yet
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDocument30 pagesDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNo ratings yet
- Synchro RingDocument9 pagesSynchro RingAshokNo ratings yet
- Mec 602 Bearing DesignDocument148 pagesMec 602 Bearing DesignJonnalgadda Sameer KumarNo ratings yet
- PowderMet2015-San Diego FinalDocument12 pagesPowderMet2015-San Diego FinalMilan JoshiNo ratings yet
- Design and Analysis of Connecting Rod For Different Material Using AnsysDocument18 pagesDesign and Analysis of Connecting Rod For Different Material Using AnsysGagan GaganNo ratings yet
- Materials For Engine: © 2016 Scrivener Publishing LLC. Published 2016 by John Wiley & Sons, IncDocument8 pagesMaterials For Engine: © 2016 Scrivener Publishing LLC. Published 2016 by John Wiley & Sons, IncDzaky ArizsaNo ratings yet
- Rolling MillDocument5 pagesRolling MillARDOVANo ratings yet
- Bearing Materials21mme109Document33 pagesBearing Materials21mme109Ashish KumarNo ratings yet
- Introduction To Rolling Element Bearing Manufacturing ProcessDocument18 pagesIntroduction To Rolling Element Bearing Manufacturing ProcessRamakanth P JoshiNo ratings yet
- Designing Slow Speed Sleeve Bearing Rev8Document8 pagesDesigning Slow Speed Sleeve Bearing Rev8marcelohcNo ratings yet
- New Perspectives in Automotive Construction: Cast Crankshafts As An Alternative To Forged CrankshaftsDocument3 pagesNew Perspectives in Automotive Construction: Cast Crankshafts As An Alternative To Forged CrankshaftsEmilce Bogado MartinezNo ratings yet
- Selectively Reinforced Squeeze Cast PistonsDocument6 pagesSelectively Reinforced Squeeze Cast PistonsAswath RamNo ratings yet
- Laser in Automotive Metal Presentation TWIDocument9 pagesLaser in Automotive Metal Presentation TWIbalamuruganNo ratings yet
- Application of Aluminum Alloys For Combustion Engine BearingsDocument6 pagesApplication of Aluminum Alloys For Combustion Engine BearingsJoffre Lautaro Benavides SeminarioNo ratings yet
- Wear Rate LoescheDocument8 pagesWear Rate LoescheEdson Ricardo Lima100% (2)
- Waukesha Worldpump - ArticleDocument4 pagesWaukesha Worldpump - Articlepaulo cesar hernandez mijangosNo ratings yet
- Ceramic BearingsDocument9 pagesCeramic Bearingssureshnfcl100% (1)
- Kyando Kazi PDFDocument22 pagesKyando Kazi PDFNoel GideonNo ratings yet
- Brakes and Clutches: 12.0 Table of ContentsDocument22 pagesBrakes and Clutches: 12.0 Table of ContentsNoel GideonNo ratings yet
- RBC FGDocument18 pagesRBC FGdragon_ecuNo ratings yet
- Submerged Arc Weld Restoration of Steam Turbine Rotors Using Specialized Welding Techniques byDocument16 pagesSubmerged Arc Weld Restoration of Steam Turbine Rotors Using Specialized Welding Techniques byKatie RamirezNo ratings yet
- Welding Electrodes and Equipment SelectionDocument8 pagesWelding Electrodes and Equipment SelectionSiya JainNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Introduction For BearingDocument28 pagesIntroduction For BearingBrahmpal BhardwajNo ratings yet
- Surfacing of MetalsDocument9 pagesSurfacing of MetalsNixon LionelNo ratings yet
- H-Band and RH-Band SteelsDocument2 pagesH-Band and RH-Band Steelsmp87_ing100% (1)
- Case-Hardening Steel: Everything That Moves Needs Case-Hardened GearsDocument5 pagesCase-Hardening Steel: Everything That Moves Needs Case-Hardened GearsjeyakumarNo ratings yet
- Hard FacingDocument5 pagesHard Facingfrankp_147No ratings yet
- Bsmet01183079 Machine Design...Document6 pagesBsmet01183079 Machine Design...Hozaifa ShahadatNo ratings yet
- Vibration Analysis of Hybrid Cyramic Ball BearingsDocument16 pagesVibration Analysis of Hybrid Cyramic Ball BearingsRaghavendra Raghav100% (2)
- UNIT-8 Bearing Materials: SyllabusDocument8 pagesUNIT-8 Bearing Materials: SyllabusDebanjan SenNo ratings yet
- EngineeringWithCladSteel2ndEd PDFDocument24 pagesEngineeringWithCladSteel2ndEd PDFUNIISCRIBDNo ratings yet
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNo ratings yet
- Factor Servicio Re Duct OresDocument13 pagesFactor Servicio Re Duct OresVillegas Lopez GermanNo ratings yet
- Industrial Lubrication and Tribology: Emerald Article: Sprayed Surface COATINGS: PART TWODocument5 pagesIndustrial Lubrication and Tribology: Emerald Article: Sprayed Surface COATINGS: PART TWOAqil SyahrialNo ratings yet
- Designing With Ductile IronDocument4 pagesDesigning With Ductile IronCarlos LaoNo ratings yet
- Cladding & Overlay - Ni InstituteDocument24 pagesCladding & Overlay - Ni Institutesajid aslamNo ratings yet
- Ductile IronDocument8 pagesDuctile IronDhan CNo ratings yet
- Machine Design Gears Part 3 MUY BUENODocument50 pagesMachine Design Gears Part 3 MUY BUENOnapoleonmNo ratings yet
- Breakthrough in Improving Car Engine Performance Through CoatingsDocument4 pagesBreakthrough in Improving Car Engine Performance Through CoatingsBasem RajabNo ratings yet
- Report On Engine BlocksDocument7 pagesReport On Engine Blocksmanshulakesh59No ratings yet
- Powder MetallurgyDocument15 pagesPowder MetallurgyHimanshu TiwariNo ratings yet
- Advanced High Strength SteelsDocument24 pagesAdvanced High Strength SteelsPrasanth SoundappanNo ratings yet
- Offshore Structural Plate Fabrication GuideDocument8 pagesOffshore Structural Plate Fabrication Guidedaniel_c_popa3357No ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Vessel Design CalculationDocument22 pagesVessel Design CalculationAh Leng LauNo ratings yet
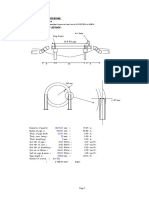
- Ring Girder Crossing: Design of Ring GirderDocument7 pagesRing Girder Crossing: Design of Ring GirderAh Leng LauNo ratings yet
- Flap Gate HeadlossDocument8 pagesFlap Gate HeadlossAh Leng Lau100% (1)
- Water Tank Slab 1. Ground Floor Slab: 2 - WAY SLAB Design To BS 8110 (With Corner Restraints) ProjectDocument2 pagesWater Tank Slab 1. Ground Floor Slab: 2 - WAY SLAB Design To BS 8110 (With Corner Restraints) ProjectAh Leng LauNo ratings yet
- EM 1110-2-2902 - Conduits, Culverts, and Pipes - WebDocument87 pagesEM 1110-2-2902 - Conduits, Culverts, and Pipes - WebPDHLibraryNo ratings yet
- 1 Ways Concrete Slab DesignDocument4 pages1 Ways Concrete Slab DesignAh Leng LauNo ratings yet
- 2way Steel Plate DesignDocument14 pages2way Steel Plate DesignAh Leng LauNo ratings yet
- Hoist - Lifting Screw JackDocument10 pagesHoist - Lifting Screw JackAh Leng LauNo ratings yet
- C-Report1 (Gravity System)Document7 pagesC-Report1 (Gravity System)Ah Leng LauNo ratings yet
- SU Gate SealsDocument170 pagesSU Gate SealsHoe TommyNo ratings yet
- Built Up AngleDocument5 pagesBuilt Up AngleAh Leng LauNo ratings yet
- SKF Catalogo Cojinetes LisosDocument55 pagesSKF Catalogo Cojinetes LisosNicolás CubittoNo ratings yet
- Water Hammer Report (With Vacuum Air Valves)Document11 pagesWater Hammer Report (With Vacuum Air Valves)Ah Leng LauNo ratings yet
- Water Hammer PresentationDocument13 pagesWater Hammer PresentationAh Leng Lau100% (1)
- Sheet PileDocument2 pagesSheet Pilenuzul_b_prihutomo100% (1)
- Water Hammer Report 1Document74 pagesWater Hammer Report 1Ah Leng LauNo ratings yet
- VC Mini - Complete Catalogue - English - InternetDocument55 pagesVC Mini - Complete Catalogue - English - InternetUnicel ArchitecturalNo ratings yet
- Factors Affecting On The Rubbing FastnessDocument6 pagesFactors Affecting On The Rubbing FastnessMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Knock Down FittingsDocument75 pagesKnock Down FittingsTEP DesignNo ratings yet
- Building Sor 2009Document210 pagesBuilding Sor 2009gagajainNo ratings yet
- Wey Knife Gate Valve Model A3 W0 W1 W2 W3 PDFDocument4 pagesWey Knife Gate Valve Model A3 W0 W1 W2 W3 PDFcvfNo ratings yet
- 2.1 Composite Beam Section PropertiesDocument13 pages2.1 Composite Beam Section PropertiesCarlo Gimarino SalazarNo ratings yet
- Natural Gas Properties CourseDocument319 pagesNatural Gas Properties CourseJason FerrerNo ratings yet
- Shear Wall Design-ACI-318-14Document30 pagesShear Wall Design-ACI-318-14Christian ReedNo ratings yet
- Acceptance of Materials in Contact With Drinking Water: Belgian Federation For The Water SectorDocument24 pagesAcceptance of Materials in Contact With Drinking Water: Belgian Federation For The Water SectorJagdish PatelNo ratings yet
- CharCoat CC Brochure V1.4Document4 pagesCharCoat CC Brochure V1.4bektiNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- ND ND ND ND: 4 Theoretical Problems 2 Practical ProblemsDocument10 pagesND ND ND ND: 4 Theoretical Problems 2 Practical Problemslos sabiosNo ratings yet
- Co Trimoxazole TabletDocument2 pagesCo Trimoxazole TabletYessi LopezNo ratings yet
- 7 PC Solid State Adv-Cc e AnsDocument8 pages7 PC Solid State Adv-Cc e AnsTejas pawarNo ratings yet
- Abaqus Beam ModelingDocument14 pagesAbaqus Beam Modelingkiran129No ratings yet
- Sabnis, A.DDocument313 pagesSabnis, A.DHETA JOSHINo ratings yet
- Vakum Distilation SystemDocument16 pagesVakum Distilation SystemAbdusselam AkgulNo ratings yet
- NBC205Document38 pagesNBC205Sujan ShresthaNo ratings yet
- B.cement IndustriesDocument6 pagesB.cement IndustriestazebNo ratings yet
- Artificial PhotosynthesisDocument20 pagesArtificial PhotosynthesisMuyeena AkbariNo ratings yet
- Relacija Jaglerod I C Potencijal PDFDocument28 pagesRelacija Jaglerod I C Potencijal PDFAnonymous yshOO0tEjKNo ratings yet
- Centrale A Cycle Combine de Terga 3 400 MW: Revision HistoryDocument23 pagesCentrale A Cycle Combine de Terga 3 400 MW: Revision HistoryOussamaNo ratings yet
- Surface Preparation of Concrete For Application of Chemical-Resistant Resin Monolithic SurfacingsDocument3 pagesSurface Preparation of Concrete For Application of Chemical-Resistant Resin Monolithic SurfacingsAndrizal Koto100% (1)
- Homework 4Document7 pagesHomework 4Alferid ShifaNo ratings yet
- Continental Cylinder Application GuideDocument6 pagesContinental Cylinder Application GuideAviacion JlpNo ratings yet
- Channel Hangers and Base Plates DataSheetDocument1 pageChannel Hangers and Base Plates DataSheetMubeen NavazNo ratings yet
- CE412 01 Strength of Materials Module ProblemsDocument21 pagesCE412 01 Strength of Materials Module ProblemsJhudeNo ratings yet
- Batteries Introduction PDFDocument30 pagesBatteries Introduction PDFarthur dena-enNo ratings yet