You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Diffusional Transformation KTF 2018Document72 pagesDiffusional Transformation KTF 2018Arif PasaditaNo ratings yet
- Forest Cover of TunisiaDocument14 pagesForest Cover of TunisiaArif PasaditaNo ratings yet
- DiffusionlessTransformation KTF 2018Document40 pagesDiffusionlessTransformation KTF 2018Arif PasaditaNo ratings yet
- Zheng 2015Document12 pagesZheng 2015Arif PasaditaNo ratings yet
- Man Zur 2018Document10 pagesMan Zur 2018Arif PasaditaNo ratings yet
- Corrosion Science: L.Y. Xu, X. Su, Y.F. ChengDocument6 pagesCorrosion Science: L.Y. Xu, X. Su, Y.F. ChengArif PasaditaNo ratings yet
- De Wet Process For The Beneficiation of Zircon Optimization of TheDocument7 pagesDe Wet Process For The Beneficiation of Zircon Optimization of TheArif PasaditaNo ratings yet
- The Use of Canola Oil As An Environmentally Friendly Flotation CollectorDocument10 pagesThe Use of Canola Oil As An Environmentally Friendly Flotation CollectorArif PasaditaNo ratings yet
- DiamondEast Spec 2019 Web PDFDocument468 pagesDiamondEast Spec 2019 Web PDFAzra SmječaninNo ratings yet
- ErupgDocument44 pagesErupgaes limemNo ratings yet
- Comparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionDocument11 pagesComparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionfahadNo ratings yet
- 9.tubing SpecificationsDocument1 page9.tubing SpecificationsRaag SNo ratings yet
- Astm A 681Document14 pagesAstm A 681talhadikenNo ratings yet
- PWA IAN 031 Rev A1 - Expansion Joints For Highway StructuresDocument35 pagesPWA IAN 031 Rev A1 - Expansion Joints For Highway StructuresFCeaSoriano100% (1)
- STAIRCASE DESIGN: Dog Legged StaircaseDocument2 pagesSTAIRCASE DESIGN: Dog Legged StaircasePraYush RajbhandariNo ratings yet
- 02 C. V. SIVA RAMA PRASAD Light Weight Concrete Using FlyAsh AggregateDocument5 pages02 C. V. SIVA RAMA PRASAD Light Weight Concrete Using FlyAsh AggregateJitesh SatwaniNo ratings yet
- KLH Timber Concrete Composites PDFDocument12 pagesKLH Timber Concrete Composites PDFBasaraba Dragos100% (1)
- Is 802Document16 pagesIs 802Sourav DeyNo ratings yet
- Structural Notes: Construction WorkmanshipDocument1 pageStructural Notes: Construction WorkmanshipSamuel RamonesNo ratings yet
- Testing The Hardness of MetalsDocument5 pagesTesting The Hardness of MetalsAwanNo ratings yet
- 415b - Universal Locking SystemDocument29 pages415b - Universal Locking SystemAbish KhanNo ratings yet
- REO Range CatalogueDocument8 pagesREO Range CatalogueSURAJ PratapNo ratings yet
- Brass Cable Glands Brochure 0703Document18 pagesBrass Cable Glands Brochure 0703IndraAtmajaNo ratings yet
- 317 - 1piping Data HandbookDocument1 page317 - 1piping Data Handbookran2322No ratings yet
- Murtfeldt-Glideskinner (Perfil de Guia)Document49 pagesMurtfeldt-Glideskinner (Perfil de Guia)Suelen SantosNo ratings yet
- Tolerances To BS en 10296Document4 pagesTolerances To BS en 10296matteo2009No ratings yet
- Module 2 - Part 1 (Ce 361 - Advanced Concrete Technology)Document18 pagesModule 2 - Part 1 (Ce 361 - Advanced Concrete Technology)lakshmi dileep80% (5)
- A Review of Long Fiber-Reinforced Thermoplastics For LFT CompositesDocument26 pagesA Review of Long Fiber-Reinforced Thermoplastics For LFT CompositesОлег ШибекоNo ratings yet
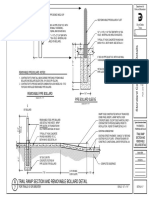
- BollardDetail 3Document1 pageBollardDetail 3aishahrahmanNo ratings yet
- EVACHMACriteriaFinal For2012Document10 pagesEVACHMACriteriaFinal For2012Assane LeyeNo ratings yet
- Rebar Drawing Check ListDocument1 pageRebar Drawing Check Listalok100% (1)
- LHB BogieDocument37 pagesLHB BogiepujadagaNo ratings yet
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesDocument2 pages1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanNo ratings yet
- Sarhad University, Peshawar: (Distance Education)Document1 pageSarhad University, Peshawar: (Distance Education)Faisal HayatNo ratings yet
- Advanced Composite Materials CHM-790 Lec # 11: ReinforcementsDocument11 pagesAdvanced Composite Materials CHM-790 Lec # 11: ReinforcementsKhawaja TaimoorNo ratings yet
- SikaSwellA PdsDocument2 pagesSikaSwellA PdsPrakashNo ratings yet
- Hydraulic Fitting Thread Chart - Hydraulics DirectDocument23 pagesHydraulic Fitting Thread Chart - Hydraulics Directbass305No ratings yet
- Rigid Pavement DesignDocument8 pagesRigid Pavement Designisaacjoe77No ratings yet