You might also like
- Alternative For Tank Chromium Using (Brush) PlatingDocument15 pagesAlternative For Tank Chromium Using (Brush) PlatingdeerryNo ratings yet
- Catalogue Fan Coil Unit DDBDocument36 pagesCatalogue Fan Coil Unit DDBLuqmanAssaffatG80% (5)
- Asset Integrity Management PDFDocument155 pagesAsset Integrity Management PDFBouazizizi MOHAMEDNo ratings yet
- Colmonoy 69 AlloDocument4 pagesColmonoy 69 Allopushpak100% (1)
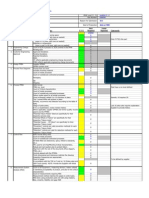
- SQD-025 PPAP ChecklistDocument7 pagesSQD-025 PPAP ChecklistMadhan RajNo ratings yet
- Naming Chemical Compounds WorksheetDocument4 pagesNaming Chemical Compounds WorksheetSam Jo100% (1)
- Astm A-1018Document5 pagesAstm A-1018daniloreaNo ratings yet
- CQI 9 4th EditionDocument1 pageCQI 9 4th Editionmirosek100% (1)
- Venkat - MoRTH 5th Revision Essential Tables For Highway Field EngineersDocument68 pagesVenkat - MoRTH 5th Revision Essential Tables For Highway Field EngineersV Venkata Narayana96% (28)
- Qip 128Document3 pagesQip 128Kevin BrownNo ratings yet
- Imparting Resistance To Storage Stain: GalvinfonoteDocument3 pagesImparting Resistance To Storage Stain: GalvinfonoteSontosh BhattacharjeeNo ratings yet
- Trivalent Passivation SystemsDocument2 pagesTrivalent Passivation SystemskarthegreNo ratings yet
- Trivalent Passivation Systems PDFDocument2 pagesTrivalent Passivation Systems PDFMuthuswamyNo ratings yet
- Case Study Independent Plating 2012Document8 pagesCase Study Independent Plating 2012alfaroq_almsryNo ratings yet
- Hard Chrome ReplacementDocument7 pagesHard Chrome ReplacementPhu, Le HuuNo ratings yet
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- DacrometDocument6 pagesDacrometPeter MangalukiNo ratings yet
- EPA Chrom HazardsDocument5 pagesEPA Chrom HazardsLuis Paz Soldán GNo ratings yet
- Evaluation of Corrosion Resistance of As Sprayed Wc-Co-Cr On DH 36 Steel With Addition of 3% GnpsDocument9 pagesEvaluation of Corrosion Resistance of As Sprayed Wc-Co-Cr On DH 36 Steel With Addition of 3% GnpsTarkes DoraNo ratings yet
- TCP 3 e 6Document11 pagesTCP 3 e 6Christina Christina ChristinaNo ratings yet
- Cloverdale Tds 83021a eDocument4 pagesCloverdale Tds 83021a eErnesto Javier Martín RosabalNo ratings yet
- Maincote™ Hg-31: Waterborne Acrylic Resin For Water and Corrosion-Resistant Industrial CoatingsDocument7 pagesMaincote™ Hg-31: Waterborne Acrylic Resin For Water and Corrosion-Resistant Industrial CoatingsLong An DoNo ratings yet
- Effect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDocument10 pagesEffect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDr Praveen KumarNo ratings yet
- Zinc Nickel PlatingDocument1 pageZinc Nickel PlatingSiripongTNo ratings yet
- New Trial Paper BGasDocument2 pagesNew Trial Paper BGasmoonstar_dme100% (1)
- BPCL - 221019 PDFDocument55 pagesBPCL - 221019 PDFMaymole Boben100% (1)
- PVD Chromium Coatings Replacing Decorative Chromium ElectroplatedDocument8 pagesPVD Chromium Coatings Replacing Decorative Chromium ElectroplatedNassima JagharNo ratings yet
- PComP BrochureDocument2 pagesPComP BrochureanupamghildyalNo ratings yet
- Apollo Tricoat Tubes: Investor Presentation March 2019Document17 pagesApollo Tricoat Tubes: Investor Presentation March 2019Rahul. YadavNo ratings yet
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanNo ratings yet
- CBDD Standard Paint Spec (With SW Data)Document5 pagesCBDD Standard Paint Spec (With SW Data)lightsonsNo ratings yet
- Zinc PlatingDocument2 pagesZinc PlatingErixon RamírezNo ratings yet
- CGL CoatingDocument27 pagesCGL Coatingthiru_jsr100% (1)
- GEOMETDocument4 pagesGEOMETdavideNo ratings yet
- ColorcoatŽ PE 25 DatasheetDocument2 pagesColorcoatŽ PE 25 Datasheetprimoz1No ratings yet
- Case StudiesDocument1 pageCase StudiesdurgeshwardNo ratings yet
- Brochure Corrosion Protection en 2009Document5 pagesBrochure Corrosion Protection en 2009kalkuchNo ratings yet
- Klueberfluid C-F 3 ULTRA IngleseDocument2 pagesKlueberfluid C-F 3 ULTRA Ingleseseegna100% (3)
- ALTERNATIVES To Hexavalent Chromium and Chromium PlatingDocument4 pagesALTERNATIVES To Hexavalent Chromium and Chromium PlatingClaudio SiqueiraNo ratings yet
- Product Data Sheet: Wire Rope Lubricant High ViscosityDocument2 pagesProduct Data Sheet: Wire Rope Lubricant High ViscosityGilmer CaceresNo ratings yet
- Hard Chrome Replacement by HVOF Sprayed CoatingsDocument9 pagesHard Chrome Replacement by HVOF Sprayed CoatingsR2osNo ratings yet
- Zinc Flake Vs Zinc-Nickel ComparisonDocument7 pagesZinc Flake Vs Zinc-Nickel ComparisonSon NguyenNo ratings yet
- New Blygold PoluAl BrochureDocument2 pagesNew Blygold PoluAl BrochuresabasabzNo ratings yet
- New Hydroblasting and Slurryblasting Standards IssuedDocument6 pagesNew Hydroblasting and Slurryblasting Standards IssuedCésar AugustoNo ratings yet
- Surface FinishesDocument8 pagesSurface FinishesasritaipNo ratings yet
- Paint Systems For Steel StructuresDocument7 pagesPaint Systems For Steel StructuresHermann Lowe100% (1)
- M - Graphene Coating For Corrosion ProtectionDocument6 pagesM - Graphene Coating For Corrosion ProtectionGabriel DiazNo ratings yet
- Maincote™ EC-11: Waterborne Elastomeric Acrylic Resin For Industrial Maintenance CoatingsDocument10 pagesMaincote™ EC-11: Waterborne Elastomeric Acrylic Resin For Industrial Maintenance CoatingsLong An ĐỗNo ratings yet
- Clevis Pipe Hangers, Supports and Accessories: Vogel NootDocument18 pagesClevis Pipe Hangers, Supports and Accessories: Vogel NootVIVEK MAHAJANNo ratings yet
- Chrom I TingDocument11 pagesChrom I TingAshish RawatNo ratings yet
- Astm B 449Document5 pagesAstm B 449Tuyen NguyenNo ratings yet
- HereShield TDSDocument5 pagesHereShield TDSMahdi BagheriNo ratings yet
- Shalimar Chlorokote Zinc Phosphate PrimerDocument2 pagesShalimar Chlorokote Zinc Phosphate PrimerAnujkr KumarNo ratings yet
- Carboquick 200 PDSDocument4 pagesCarboquick 200 PDSMarcelo Alejandro MarinoNo ratings yet
- Floor Care Duragreen PresentationDocument23 pagesFloor Care Duragreen PresentationMaria Eugenia CiveiraNo ratings yet
- Alumina Matrix in RefractoriesDocument5 pagesAlumina Matrix in RefractoriesSans SenNo ratings yet
- X Roc EpoxyBondDocument2 pagesX Roc EpoxyBondLakmal JayashanthaNo ratings yet
- Evaluation of Two Commercially-Available Lubricants by Means of Ring Test To AA 6061 F Aluminum AlloysDocument7 pagesEvaluation of Two Commercially-Available Lubricants by Means of Ring Test To AA 6061 F Aluminum Alloysabdul basitNo ratings yet
- X-Roc Epoxybond: Epoxy Resin Bonding AgentDocument2 pagesX-Roc Epoxybond: Epoxy Resin Bonding AgentAmr RagabNo ratings yet
- Hingewhitepaperajl 1530030565894Document4 pagesHingewhitepaperajl 1530030565894Sadeq NeiroukhNo ratings yet
- Trivalent Cromates PlatingDocument3 pagesTrivalent Cromates PlatingnimeshchanchaniNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- 311 Hansen Zinc PlatingDocument2 pages311 Hansen Zinc PlatingSurendra KamalNo ratings yet
- Mill Finish Anodized Finish Powder Coated Finish Super Durable Powder Coated Finish Polyvinylidene Flouride (PVDF) Finish Alodine Chromated FinishDocument27 pagesMill Finish Anodized Finish Powder Coated Finish Super Durable Powder Coated Finish Polyvinylidene Flouride (PVDF) Finish Alodine Chromated Finishedbern20005873No ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- 2023-24 - Combos Box Set CatalogueDocument36 pages2023-24 - Combos Box Set CatalogueArvind KumarNo ratings yet
- AnalysisDocument1 pageAnalysisArvind KumarNo ratings yet
- 2023-24 - Metal Pens CatalogDocument27 pages2023-24 - Metal Pens CatalogArvind KumarNo ratings yet
- Is 1570 4 1988 PDFDocument16 pagesIs 1570 4 1988 PDFArvind KumarNo ratings yet
- TALAT Lecture 3401: Forging AlloysDocument21 pagesTALAT Lecture 3401: Forging AlloysCORE MaterialsNo ratings yet
- TALAT Lecture 3401: Forging AlloysDocument21 pagesTALAT Lecture 3401: Forging AlloysCORE MaterialsNo ratings yet
- Shrinkage After WeldingDocument6 pagesShrinkage After WeldingArvind KumarNo ratings yet
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- Eximpulse Import1557553275Document11 pagesEximpulse Import1557553275Mulsa KTGNo ratings yet
- High-Performance Longboard DesignDocument8 pagesHigh-Performance Longboard DesignFilippo ZapataNo ratings yet
- Running Projects in NPD (New Product Development) Area CTQ (Critical To Quality)Document5 pagesRunning Projects in NPD (New Product Development) Area CTQ (Critical To Quality)Mohammad AdilNo ratings yet
- Diesel Usado AnfoDocument8 pagesDiesel Usado AnfochoqolloNo ratings yet
- Sa-530 For Flattening HeightDocument10 pagesSa-530 For Flattening HeightmaheshNo ratings yet
- Wedge Wire Screens & Tubes PROGRESSDocument8 pagesWedge Wire Screens & Tubes PROGRESSPhu, Le HuuNo ratings yet
- The Future of Productivity: Wire Arc Additive Manufacturing: 3dprintDocument4 pagesThe Future of Productivity: Wire Arc Additive Manufacturing: 3dprintItziarNo ratings yet
- PT B, CH 1, Sec 1: 5.6 Scantling of GlazingDocument6 pagesPT B, CH 1, Sec 1: 5.6 Scantling of GlazingHamada AttiaNo ratings yet
- Production of FormaldehydeDocument92 pagesProduction of FormaldehydegozdebstnciNo ratings yet
- Crochet HeartsDocument4 pagesCrochet HeartsAleemah KhnNo ratings yet
- Insulation PinsDocument2 pagesInsulation PinsChandravadanNo ratings yet
- Datasheet For Metals ST 90 PCDocument2 pagesDatasheet For Metals ST 90 PCGalNo ratings yet
- Monthly Bulletin of Indices For The Price Adjustment Formulae For Construction Contracts. October 2009Document213 pagesMonthly Bulletin of Indices For The Price Adjustment Formulae For Construction Contracts. October 2009ferdinandbataraNo ratings yet
- Final Year ProjectDocument50 pagesFinal Year ProjectDanish KaiserNo ratings yet
- Pengaruh Penambahan Gelatin Terhadap Susut Masak, Daya Mengikat Air, Keempukan Dan Nilai PH Sosis Daging SapiDocument8 pagesPengaruh Penambahan Gelatin Terhadap Susut Masak, Daya Mengikat Air, Keempukan Dan Nilai PH Sosis Daging Sapidewiarum sariNo ratings yet
- The Project Report KLTDocument9 pagesThe Project Report KLTLenh LeNo ratings yet
- Ma'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresDocument35 pagesMa'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresMuhammad Najam AbbasNo ratings yet
- Determinacion de La Composicion PNADocument5 pagesDeterminacion de La Composicion PNACarlos VazquezNo ratings yet
- Encoded Physics and ChemDocument5 pagesEncoded Physics and ChemPrince Lancelot100% (1)
- Journal of Applied Polymer Science Volume 98 Issue 2 2005 (Doi 10.1002 - App.22097) Kishore Ravi Shankar S. Sankaran - Short-Beam Three-Point Bend Tests in Syntactic Foams. Part II - Effect of MicroDocument7 pagesJournal of Applied Polymer Science Volume 98 Issue 2 2005 (Doi 10.1002 - App.22097) Kishore Ravi Shankar S. Sankaran - Short-Beam Three-Point Bend Tests in Syntactic Foams. Part II - Effect of MicroPablo OrtegaNo ratings yet
- 0657940-60-01 Rev3 Medc Hd1 Heat Detector (HD) - A2 - EnglishDocument1 page0657940-60-01 Rev3 Medc Hd1 Heat Detector (HD) - A2 - EnglishrhomadonaNo ratings yet
- USA5892ps 10193Document5 pagesUSA5892ps 10193Mubashar HassanNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- Telecom Cost Template - New Site Transmission WorkDocument26 pagesTelecom Cost Template - New Site Transmission WorkRanel EspinosaNo ratings yet