You might also like
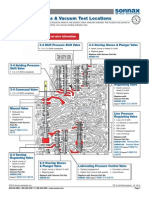
- 722 6 VacTestLocationsDocument4 pages722 6 VacTestLocationsUrszula WalczewskaNo ratings yet
- MGR Nagar Paver Block EstimateDocument17 pagesMGR Nagar Paver Block EstimateprasanthNo ratings yet
- Leather Technology I PDFDocument19 pagesLeather Technology I PDFSundarapandiyan Sundaramoorthy100% (1)
- Reducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologyDocument46 pagesReducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologymnasiroleslamiNo ratings yet
- TDS 7212 XB 60Document3 pagesTDS 7212 XB 60Shafiq LatifNo ratings yet
- Steel Grade: General InformationDocument2 pagesSteel Grade: General InformationMina MagdyNo ratings yet
- 12-SDMS-02, Rev. 03Document20 pages12-SDMS-02, Rev. 03zaheenvNo ratings yet
- Technical Data Sheet: Silcoset 151 1 Part Adhesive SealantDocument2 pagesTechnical Data Sheet: Silcoset 151 1 Part Adhesive SealantArun VaideeswaranNo ratings yet
- Ammonia Flooded EvaporatorDocument3 pagesAmmonia Flooded Evaporatorreclatis14100% (1)
- Optimization of Component of Excavator BucketDocument3 pagesOptimization of Component of Excavator BucketijsretNo ratings yet
- Installation - Typical 3.3m.precast Concrete Beam Design (EN1992)Document5 pagesInstallation - Typical 3.3m.precast Concrete Beam Design (EN1992)zms msswiNo ratings yet
- 62 0918 Dowsil 993 Structural GlazingDocument4 pages62 0918 Dowsil 993 Structural GlazingJozsef LukaNo ratings yet
- 745Document2 pages745idrees.theheroNo ratings yet
- Dow Corning 993 Product InfoDocument4 pagesDow Corning 993 Product InfoLloyd R. PonceNo ratings yet
- Araldite 2014-2: Advanced MaterialsDocument6 pagesAraldite 2014-2: Advanced MaterialsAnonymous r3MoX2ZMTNo ratings yet
- Araldite FT 420 AB ENDocument5 pagesAraldite FT 420 AB ENantoine DelesvauxNo ratings yet
- Araldite 2047-1: Advanced MaterialsDocument6 pagesAraldite 2047-1: Advanced MaterialsLiberio AragaoNo ratings yet
- Araldite 2015: Advanced MaterialsDocument6 pagesAraldite 2015: Advanced MaterialsFilipe Alberto MagalhaesNo ratings yet
- Araldit-STANDARD Datasheet PDFDocument3 pagesAraldit-STANDARD Datasheet PDFsiva shanmugamNo ratings yet
- Araldite 3112 US eDocument4 pagesAraldite 3112 US ebinodNo ratings yet
- Araldite AV 138M-1 With Hardener HV 998: Advanced MaterialsDocument4 pagesAraldite AV 138M-1 With Hardener HV 998: Advanced MaterialsMajid TorabiNo ratings yet
- COLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENDocument4 pagesCOLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENMax SalogniNo ratings yet
- Araldite Standard PDFDocument3 pagesAraldite Standard PDFGRAVYMATRIX VENTURESNo ratings yet
- Araldite 2011Document2 pagesAraldite 2011nrd9771No ratings yet
- Epofine 4859 - Finehard 4859Document3 pagesEpofine 4859 - Finehard 4859Karishma PrabhuNo ratings yet
- Cardolite NX 2016Document2 pagesCardolite NX 2016Lê TiếnNo ratings yet
- Two Component Clear Epoxy Adhesive: Araldite CrystalDocument3 pagesTwo Component Clear Epoxy Adhesive: Araldite CrystalreinpolyNo ratings yet
- NC-558 TDS enDocument2 pagesNC-558 TDS enniteshacharya100% (1)
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 pagesTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNo ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Loctite Nordbak Wear Resistant Putty: Product Description MixedDocument3 pagesLoctite Nordbak Wear Resistant Putty: Product Description MixedFurqan ShabbirNo ratings yet
- Scotch-Weld: Structural AdhesiveDocument4 pagesScotch-Weld: Structural AdhesiveAfzal ImamNo ratings yet
- CoolThermTC 2002Document2 pagesCoolThermTC 2002pranavNo ratings yet
- Scotch-Weld: Epoxy AdhesiveDocument6 pagesScotch-Weld: Epoxy AdhesiveJun Bryan Ramirez AbangNo ratings yet
- Epofine 138 - Finehard 998Document3 pagesEpofine 138 - Finehard 998Karishma PrabhuNo ratings yet
- HereShield TDSDocument5 pagesHereShield TDSMahdi BagheriNo ratings yet
- Araldite 2011 Structural Adhesive: Advanced MaterialsDocument6 pagesAraldite 2011 Structural Adhesive: Advanced MaterialsrezaeibehrouzNo ratings yet
- TDS of Metlok 703Document2 pagesTDS of Metlok 703idrees.theheroNo ratings yet
- Araldite Kit K134: Araldite Kit K134 Part A 100 PBW Araldite Kit K134 Part B 40 PBWDocument5 pagesAraldite Kit K134: Araldite Kit K134 Part A 100 PBW Araldite Kit K134 Part B 40 PBWVaibhav GuptaNo ratings yet
- LR-C-VentureClad Catalogue 01Document16 pagesLR-C-VentureClad Catalogue 01himanshu desaiNo ratings yet
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDocument6 pagesAraldite Epoxy Resin Cy 230 and Hy 951 Hardenersonu50% (2)
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDocument6 pagesAraldite Epoxy Resin Cy 230 and Hy 951 HardenerVaibhav AnuseNo ratings yet
- Folheto Tecnico - Molykote 7400 Anti-Friction Coating 71-0073E-01Document2 pagesFolheto Tecnico - Molykote 7400 Anti-Friction Coating 71-0073E-01marcosNo ratings yet
- High Performance Backing Compound: Technical Data SheetDocument2 pagesHigh Performance Backing Compound: Technical Data SheetNiku SamarthNo ratings yet
- Araldite AV 138M With Hardener HV 998 Two Component Epoxy AdhesiveDocument4 pagesAraldite AV 138M With Hardener HV 998 Two Component Epoxy AdhesiveMahmoud Al HomranNo ratings yet
- Epofine 404 - Finehard 2404Document3 pagesEpofine 404 - Finehard 2404Karishma PrabhuNo ratings yet
- WWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinDocument2 pagesWWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinVinodKandukuriNo ratings yet
- PO Lapox EpogroutDocument4 pagesPO Lapox Epogroutjohn paulNo ratings yet
- Altis Mv2: ApplicationsDocument1 pageAltis Mv2: ApplicationsM.TayyabNo ratings yet
- TDS L2057216Document3 pagesTDS L2057216erolsarNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- Dow Corning 3165Document3 pagesDow Corning 3165Morlin BungkeriNo ratings yet
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Technical Details of Bonding ChemicalsDocument18 pagesTechnical Details of Bonding ChemicalsSangeet KarnaNo ratings yet
- 870 AbDocument4 pages870 Ablacsmm982No ratings yet
- PCRS9309-QT TDSDocument5 pagesPCRS9309-QT TDSDaniele CatacchioNo ratings yet
- Gengear Series SPL-A Up To 320Document3 pagesGengear Series SPL-A Up To 320Hakim AmmorNo ratings yet
- Araldite FT CY205IN Aradur HY905IN DY040 DY061 Si02 Eur e PDFDocument8 pagesAraldite FT CY205IN Aradur HY905IN DY040 DY061 Si02 Eur e PDFneerajaNo ratings yet
- Feviseal GP TDSDocument3 pagesFeviseal GP TDSChetan MahajanNo ratings yet
- PR 1750 Class ADocument2 pagesPR 1750 Class AMeed Bin HameedNo ratings yet
- Cermithane Tds en 2Document2 pagesCermithane Tds en 2Hawraz MuhammedNo ratings yet
- Cardolite NX-2007: Epoxy Curing Agent Technical DatasheetDocument2 pagesCardolite NX-2007: Epoxy Curing Agent Technical Datasheettrường phạmNo ratings yet
- Epofine 184-Finehard 907 - Acc 062Document4 pagesEpofine 184-Finehard 907 - Acc 062Karishma PrabhuNo ratings yet
- SikaGrout® - 114 - PDS PDFDocument4 pagesSikaGrout® - 114 - PDS PDFSheraz BashirNo ratings yet
- TDS Adhesion CompoundDocument6 pagesTDS Adhesion CompoundNhien ManNo ratings yet
- Epofine 221 - Finehard 964 - Accelerator 070Document4 pagesEpofine 221 - Finehard 964 - Accelerator 070Karishma PrabhuNo ratings yet
- Natural Rubber Lining: Technical Data SheetDocument2 pagesNatural Rubber Lining: Technical Data SheetJaveed KhanNo ratings yet
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Spargers - For Reaction Vessels: New From ACE..Document2 pagesSpargers - For Reaction Vessels: New From ACE..parykoochakNo ratings yet
- HSVC1 PP4-QA, QC Equipment Status Report - 20190828Document44 pagesHSVC1 PP4-QA, QC Equipment Status Report - 20190828nkvonNo ratings yet
- How To Make AspirinDocument5 pagesHow To Make Aspirincb67No ratings yet
- 2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFDocument11 pages2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFMoataz Hesham SolimanNo ratings yet
- Zelio Time Re8ta21buDocument2 pagesZelio Time Re8ta21buJonathan Meza FlorNo ratings yet
- Finite Element Analysis of An Overhead Crane BridgeDocument6 pagesFinite Element Analysis of An Overhead Crane BridgeSebastian PopNo ratings yet
- Beneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsDocument3 pagesBeneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsInfogain publicationNo ratings yet
- TMB 60Document2 pagesTMB 60oac08No ratings yet
- Experimental Investigation On Concrete-Filled Corrugated Steel Tubular Column Under Constant Axial Load and Cyclic Load PDFDocument23 pagesExperimental Investigation On Concrete-Filled Corrugated Steel Tubular Column Under Constant Axial Load and Cyclic Load PDFTamir EnkhNo ratings yet
- 4 Cs of Dust Control InformationalDocument5 pages4 Cs of Dust Control Informationalabu_shofiaNo ratings yet
- Characterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesDocument12 pagesCharacterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesSharath P CNo ratings yet
- Emd NotesDocument182 pagesEmd Notesvpzfaris0% (1)
- C POL Resin PropertiesDocument2 pagesC POL Resin PropertiesSAURABH MODINo ratings yet
- Owner's Manual: Downloaded From Manuals Search EngineDocument12 pagesOwner's Manual: Downloaded From Manuals Search EnginegragrNo ratings yet
- Scania K Workshop Manual - Central Electric Unit, Hybrid VehicleDocument4 pagesScania K Workshop Manual - Central Electric Unit, Hybrid VehicleocnogueiraNo ratings yet
- ATA 24 - ElectricalDocument68 pagesATA 24 - ElectricalJose JimenezNo ratings yet
- Fiberfrax Ceramic Fiber Paper: Product Information SheetDocument4 pagesFiberfrax Ceramic Fiber Paper: Product Information SheetbowoNo ratings yet
- Steel - WikipediaDocument15 pagesSteel - WikipediaARIF AHAMEDNo ratings yet
- 12d20105a Experimental Stress AnalysisDocument1 page12d20105a Experimental Stress AnalysissubbuNo ratings yet
- Pds Hempadur Multi-Strength GF 35870 En-GbDocument3 pagesPds Hempadur Multi-Strength GF 35870 En-GbThines KumarNo ratings yet
- Littelfuse Fuse 216 Datasheet pdf-310019Document5 pagesLittelfuse Fuse 216 Datasheet pdf-310019A. A.G.No ratings yet