You might also like
- Jet Marine Grease - TdsDocument2 pagesJet Marine Grease - TdsantonyNo ratings yet
- Araldite 2015: Advanced MaterialsDocument6 pagesAraldite 2015: Advanced MaterialsFilipe Alberto MagalhaesNo ratings yet
- Dow Corning 993 Product InfoDocument4 pagesDow Corning 993 Product InfoLloyd R. PonceNo ratings yet
- 521+technical Data Sheet V-6Document2 pages521+technical Data Sheet V-6TeenTeen GaMingNo ratings yet
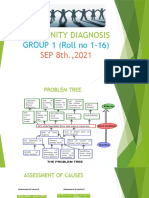
- COMMUNITY DIAGNOSIS Group 1Document11 pagesCOMMUNITY DIAGNOSIS Group 1Sumit GavitNo ratings yet
- Preston and Sanders RD CalculationDocument7 pagesPreston and Sanders RD CalculationMatsurika Nee Chan100% (2)
- TLC Analysis of Analygesic Drug)Document4 pagesTLC Analysis of Analygesic Drug)Gervais ManizabayoNo ratings yet
- Class 6 ICSE Chemistry Sample Paper Set 1Document3 pagesClass 6 ICSE Chemistry Sample Paper Set 1Sunaina RawatNo ratings yet
- Araldite 2014-2: Advanced MaterialsDocument6 pagesAraldite 2014-2: Advanced MaterialsAnonymous r3MoX2ZMTNo ratings yet
- Araldite 2047-1: Advanced MaterialsDocument6 pagesAraldite 2047-1: Advanced MaterialsLiberio AragaoNo ratings yet
- Advanced Materials Araldite AV 4738 HardDocument5 pagesAdvanced Materials Araldite AV 4738 HardAnup RaiNo ratings yet
- Araldit-STANDARD Datasheet PDFDocument3 pagesAraldit-STANDARD Datasheet PDFsiva shanmugamNo ratings yet
- COLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENDocument4 pagesCOLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENMax SalogniNo ratings yet
- Araldite AV 138M-1 With Hardener HV 998: Advanced MaterialsDocument4 pagesAraldite AV 138M-1 With Hardener HV 998: Advanced MaterialsMajid TorabiNo ratings yet
- Two Component Clear Epoxy Adhesive: Araldite CrystalDocument3 pagesTwo Component Clear Epoxy Adhesive: Araldite CrystalreinpolyNo ratings yet
- Araldite Standard PDFDocument3 pagesAraldite Standard PDFGRAVYMATRIX VENTURESNo ratings yet
- Araldite 3112 US eDocument4 pagesAraldite 3112 US ebinodNo ratings yet
- Epofine 221 - Finehard 964 - Accelerator 070Document4 pagesEpofine 221 - Finehard 964 - Accelerator 070Karishma PrabhuNo ratings yet
- Scotch-Weld: Structural AdhesiveDocument4 pagesScotch-Weld: Structural AdhesiveAfzal ImamNo ratings yet
- Anabond 652c Heat Sink Compound Thermally ConductiveDocument2 pagesAnabond 652c Heat Sink Compound Thermally ConductiveRohit MahaleNo ratings yet
- Technical Data Sheet for 1-Part Silicone Sealant Silcoset 151Document2 pagesTechnical Data Sheet for 1-Part Silicone Sealant Silcoset 151Arun VaideeswaranNo ratings yet
- Scotch-Weld: Epoxy AdhesiveDocument6 pagesScotch-Weld: Epoxy AdhesiveJun Bryan Ramirez AbangNo ratings yet
- 62 0918 Dowsil 993 Structural GlazingDocument4 pages62 0918 Dowsil 993 Structural GlazingJozsef LukaNo ratings yet
- Araldite 2011Document2 pagesAraldite 2011nrd9771No ratings yet
- Araldite 2011 Structural Adhesive: Advanced MaterialsDocument6 pagesAraldite 2011 Structural Adhesive: Advanced MaterialsrezaeibehrouzNo ratings yet
- MG Chemicals MARKERSDocument6 pagesMG Chemicals MARKERSMantasPuskoriusNo ratings yet
- Folheto Tecnico - Molykote 7400 Anti-Friction Coating 71-0073E-01Document2 pagesFolheto Tecnico - Molykote 7400 Anti-Friction Coating 71-0073E-01marcosNo ratings yet
- High Performance Backing Compound: Technical Data SheetDocument2 pagesHigh Performance Backing Compound: Technical Data SheetNiku SamarthNo ratings yet
- Epofine 6071A80/ Finecure 197/ Finecure 190/ Finehard 986/ Accelerator 062 Toughened PrepregDocument5 pagesEpofine 6071A80/ Finecure 197/ Finecure 190/ Finehard 986/ Accelerator 062 Toughened PrepregKarishma PrabhuNo ratings yet
- Epofine 184-Finehard 907 - Acc 062Document4 pagesEpofine 184-Finehard 907 - Acc 062Karishma PrabhuNo ratings yet
- Epofine 556 FR/ FInehard 951Document3 pagesEpofine 556 FR/ FInehard 951Karishma Prabhu100% (1)
- 993 STRL Glazing Sealant-Product InfoDocument4 pages993 STRL Glazing Sealant-Product InfocurlyjockeyNo ratings yet
- Epofine 404 - Finehard 2404Document3 pagesEpofine 404 - Finehard 2404Karishma PrabhuNo ratings yet
- TDS Adhesion CompoundDocument6 pagesTDS Adhesion CompoundNhien ManNo ratings yet
- F F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Document4 pagesF F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Karishma Prabhu100% (1)
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Loctite 380 Black - Ficha TecnicaDocument3 pagesLoctite 380 Black - Ficha TecnicamonsepackNo ratings yet
- Loctite EA 907™: Technical Data SheetDocument2 pagesLoctite EA 907™: Technical Data Sheetuzzy2No ratings yet
- Technical Data Sheet Product 406: Worldwide Version, February 1996Document3 pagesTechnical Data Sheet Product 406: Worldwide Version, February 1996Muhammad irtizaNo ratings yet
- 1 Mil Clear Polyester ESD-Safe Tape: Single Coated Linered TapesDocument3 pages1 Mil Clear Polyester ESD-Safe Tape: Single Coated Linered TapesKelly EnglotNo ratings yet
- Loctite Nordbak Wear Resistant Putty: Product Description MixedDocument3 pagesLoctite Nordbak Wear Resistant Putty: Product Description MixedFurqan ShabbirNo ratings yet
- Technical Data Sheet for Anabond 666T Max Silicone SealantDocument3 pagesTechnical Data Sheet for Anabond 666T Max Silicone SealantDinesh SaravanaNo ratings yet
- Epofine 4859 - Finehard 4859Document3 pagesEpofine 4859 - Finehard 4859Karishma PrabhuNo ratings yet
- Scotchweld EC 2216BADocument8 pagesScotchweld EC 2216BAbenNo ratings yet
- Product Data Sheet: Akzonobel Powder CoatingsDocument3 pagesProduct Data Sheet: Akzonobel Powder CoatingsFerhat ÖzcanNo ratings yet
- Durostone PCB Solder eDocument6 pagesDurostone PCB Solder eaisyahhamidNo ratings yet
- MOLYKOTE BR2 Plus Grease 80-3104A-01Document2 pagesMOLYKOTE BR2 Plus Grease 80-3104A-01Sophia RoseNo ratings yet
- EfekDocument2 pagesEfekGasa RafliNo ratings yet
- Technical Data Sheet: Page 1 of 5 HCD-10316 (Rev. 2012-04-24 2:24 PM)Document5 pagesTechnical Data Sheet: Page 1 of 5 HCD-10316 (Rev. 2012-04-24 2:24 PM)Sami LAHMIDINo ratings yet
- TDS Infinam ST 6100 LDocument5 pagesTDS Infinam ST 6100 LKacperNo ratings yet
- MOLYKOTE 3400A Anti-Friction Coating LF 80-3061C-01Document2 pagesMOLYKOTE 3400A Anti-Friction Coating LF 80-3061C-01MAHESH BELENo ratings yet
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Esd Jotun PaintDocument3 pagesEsd Jotun PaintMohd Ridzuan Abdul AzizNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- M 10 Black Bolt & Nut Technical Data SheetDocument2 pagesM 10 Black Bolt & Nut Technical Data SheetRohit MahaleNo ratings yet
- PC 7337-EnDocument3 pagesPC 7337-EnJuan LondonoNo ratings yet
- DataSheetDocument3 pagesDataSheetGomathi Sankar0% (1)
- HT 521 82055 170 ENDocument5 pagesHT 521 82055 170 ENEdward AguillónNo ratings yet
- Silirub IS Technical Data SheetDocument2 pagesSilirub IS Technical Data SheetGomathi SankarNo ratings yet
- PO Lapox EpogroutDocument4 pagesPO Lapox Epogroutjohn paulNo ratings yet
- HereShield TDSDocument5 pagesHereShield TDSMahdi BagheriNo ratings yet
- LOCTITEDocument2 pagesLOCTITEHrNo ratings yet
- Worksheet No.1Document7 pagesWorksheet No.1MARIANETTE BALUCASNo ratings yet
- Thesis Thin Film Solar CellDocument9 pagesThesis Thin Film Solar Cellfjfsyk5w100% (2)
- Honors Chemistry Final Exam Study GuideDocument4 pagesHonors Chemistry Final Exam Study Guidejb12355No ratings yet
- Msds Hydroxypropyl Methyl Cellulose HPMCDocument5 pagesMsds Hydroxypropyl Methyl Cellulose HPMCWANGYUSHENG Kima Chemical Co LtdNo ratings yet
- 1 - Introduction To Microelectronics LMSverDocument74 pages1 - Introduction To Microelectronics LMSverroxy8marie8chanNo ratings yet
- Chemical Engineering Journal: Niladri Ballav, Arjun Maity, Shivani B. MishraDocument11 pagesChemical Engineering Journal: Niladri Ballav, Arjun Maity, Shivani B. MishraemzzNo ratings yet
- Ground Improvement Using Stone Columns: Problems EncounteredDocument5 pagesGround Improvement Using Stone Columns: Problems EncounteredManaswini VadlamaniNo ratings yet
- Design and Development of A Coconut Shell Shaver MachineDocument5 pagesDesign and Development of A Coconut Shell Shaver MachinenandarulsNo ratings yet
- Dangerous Goods TransportationDocument34 pagesDangerous Goods TransportationMundhir Al-KhusaibiNo ratings yet
- Calculations by Yg Plot 55 & 56 01.02.23Document63 pagesCalculations by Yg Plot 55 & 56 01.02.23Shanil BussooaNo ratings yet
- Physics of Aqueous Phase Evolution in Plutonic EnvironmentsDocument11 pagesPhysics of Aqueous Phase Evolution in Plutonic Environmentsjunior.geologia100% (1)
- 1 Sustainable Asphalt Intro WebDocument31 pages1 Sustainable Asphalt Intro WebNasrulNo ratings yet
- Sight Glass Selection Guide PDFDocument7 pagesSight Glass Selection Guide PDFani_datNo ratings yet
- Compression Fittings Technical SpecDocument12 pagesCompression Fittings Technical SpecTerex14253No ratings yet
- Effect of powder properties and storage conditions on the flowability of milk powdersDocument10 pagesEffect of powder properties and storage conditions on the flowability of milk powdersTháila PimentelNo ratings yet
- RC 101Document15 pagesRC 101VaanNo ratings yet
- Bridge Crane Load CalculationDocument20 pagesBridge Crane Load Calculationcadsultan100% (2)
- DPR of PaushDocument16 pagesDPR of PaushAnonymous 1nsq38LqxbNo ratings yet
- BS 1449-1-11 - 1991Document11 pagesBS 1449-1-11 - 1991ماقوريNo ratings yet
- ThermalDocument9 pagesThermalMuhammadNo ratings yet
- Agem 2019 20 PPTDocument25 pagesAgem 2019 20 PPTPrashant JadhavNo ratings yet
- Flat Slab and Roof Slab Systems GuideDocument17 pagesFlat Slab and Roof Slab Systems GuideKatkat MarasiganNo ratings yet
- Q2W2 - 2 - Molecular Geometry and Polarity of MoleculesDocument35 pagesQ2W2 - 2 - Molecular Geometry and Polarity of MoleculesEl Jie Ancheta EstelaNo ratings yet
- Indian Association of Chemistry Teachers: National Standard Examination in Chemistry 2008-2009Document7 pagesIndian Association of Chemistry Teachers: National Standard Examination in Chemistry 2008-2009Anmol AroraNo ratings yet
- FWD Analysis Jaipur-Reengus Report RevisedDocument69 pagesFWD Analysis Jaipur-Reengus Report RevisedPremNo ratings yet