You might also like
- Practical Variable Speed Drives and Power ElectronicsFrom EverandPractical Variable Speed Drives and Power ElectronicsRating: 5 out of 5 stars5/5 (3)
- ISOM2700 Practice Set2 SolDocument7 pagesISOM2700 Practice Set2 SolgNo ratings yet
- Questaõ 9Document19 pagesQuestaõ 9yurialvesdeaquinoNo ratings yet
- Bagan X Bagan RDocument13 pagesBagan X Bagan RmridhotriadiNo ratings yet
- ANSWER4Document3 pagesANSWER4Abhishek KumarNo ratings yet
- Standard normal distribution functionDocument1 pageStandard normal distribution functionmr vNo ratings yet
- 'R' (:L Utr ": Ds Nép,/Rrrrton L / LoiDocument1 page'R' (:L Utr ": Ds Nép,/Rrrrton L / Loimr vNo ratings yet
- Sample 1 2 3 X Bar RangeDocument3 pagesSample 1 2 3 X Bar RangerohanNo ratings yet
- ISOM2700 Practice Set2Document5 pagesISOM2700 Practice Set2gNo ratings yet
- Questão 4Document13 pagesQuestão 4yurialvesdeaquinoNo ratings yet
- X X X X X: Gráfico Das Médias (X-Barra) Gráfico Das Amplitudes - RDocument17 pagesX X X X X: Gráfico Das Médias (X-Barra) Gráfico Das Amplitudes - RJoseckson GonçalvesNo ratings yet
- Quality Management Homework Problem Solutions: LTL X X UTL CDocument4 pagesQuality Management Homework Problem Solutions: LTL X X UTL CMustafa KeretaşNo ratings yet
- Grafico X-SDocument3 pagesGrafico X-SMARIA GUADALUPE RAMIREZ VALLENo ratings yet
- Tut-7-Quality Management-SolutionDocument3 pagesTut-7-Quality Management-Solutionantarctica809No ratings yet
- Poissonova PDFDocument1 pagePoissonova PDFLogin AkauntNo ratings yet
- Table de La Loi Normale Centree Reduite 1Document1 pageTable de La Loi Normale Centree Reduite 1Houho DzNo ratings yet
- (DH/DT) - (D/D) (2gh)Document5 pages(DH/DT) - (D/D) (2gh)wakanda foreverNo ratings yet
- Normal Cumulative Distribution Φ (Z) : P (Z ≤ z) = Z e dtDocument1 pageNormal Cumulative Distribution Φ (Z) : P (Z ≤ z) = Z e dtDiegoNo ratings yet
- C Tables 1Document16 pagesC Tables 1DavidLevyNo ratings yet
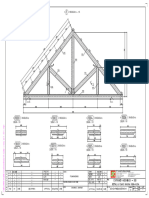
- Detail & Pland Rangka Kuda-KudaDocument1 pageDetail & Pland Rangka Kuda-KudaJasa Renovasi RumahNo ratings yet
- Volume Correction TableDocument6 pagesVolume Correction Tablesetiawan86% (7)
- Mech Design N6 Q&A CombinedDocument406 pagesMech Design N6 Q&A CombinedNyiko DaveNo ratings yet
- Tablas PoissonDocument5 pagesTablas PoissonpedroNo ratings yet
- Table de La Loi Normale Redulte Probabilité D'une Valeur Inférieure À TDocument2 pagesTable de La Loi Normale Redulte Probabilité D'une Valeur Inférieure À TayoubNo ratings yet
- Table de La Loi Normale Centrée RéduiteDocument1 pageTable de La Loi Normale Centrée Réduitenassim lrrrNo ratings yet
- Tabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNDocument14 pagesTabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNOlga CanalesNo ratings yet
- Tabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNDocument4 pagesTabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNEmmanuel ContrerasNo ratings yet
- Tabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNDocument4 pagesTabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNMagaliReynaNo ratings yet
- Poisson Acum Ula DaDocument4 pagesPoisson Acum Ula Damartin14No ratings yet
- Poisson Distribution F(x) TableDocument4 pagesPoisson Distribution F(x) TableMagaliReynaNo ratings yet
- Tabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNDocument4 pagesTabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNJoseph SalazarNo ratings yet
- Tabla Acumulada PoissonDocument4 pagesTabla Acumulada PoissonDanii FoliacoNo ratings yet
- Poisson Distribution F(x) TableDocument4 pagesPoisson Distribution F(x) TableDanii FoliacoNo ratings yet
- Tabla de Distribucion de Poisson AcumuladaDocument4 pagesTabla de Distribucion de Poisson AcumuladaRullyGomezCortezNo ratings yet
- Tabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNDocument4 pagesTabla D.4: Distribución de Poisson: F (X) : Cátedra: Probabilidad y Estadística Facultad Regional Mendoza UTNRicardoJimenezNo ratings yet
- Poisson Distribution F(x) TableDocument4 pagesPoisson Distribution F(x) TableEsteban IsazaNo ratings yet
- Tabla Poisson AcumuladaDocument5 pagesTabla Poisson AcumuladaMariana GomezNo ratings yet
- Cumulative Poisson Probability Distribution Table: Acceptance No, CDocument6 pagesCumulative Poisson Probability Distribution Table: Acceptance No, CSHIVANANDA DALEINo ratings yet
- Tables Loi Normale, Test Z, Khi2, StudentDocument3 pagesTables Loi Normale, Test Z, Khi2, Studentyounes faskaNo ratings yet
- CoordenadasDocument8 pagesCoordenadasLaura CaperaNo ratings yet
- Client Symbol Series Netqty Netprice MTM Optionty Pe Strikepric E Marketpri Ce Mtmvpo SDocument3 pagesClient Symbol Series Netqty Netprice MTM Optionty Pe Strikepric E Marketpri Ce Mtmvpo SRounak ChowdhuryNo ratings yet
- T Tabela NormalPadrãoDocument1 pageT Tabela NormalPadrãoMaria CarvalhoNo ratings yet
- Graficos de ControlDocument9 pagesGraficos de ControlCamilaNo ratings yet
- Laboratory 4Document7 pagesLaboratory 4Sean WelchNo ratings yet
- NHS Khammam Bill 003Document3 pagesNHS Khammam Bill 003Vaibhav RonaldNo ratings yet
- 0.1 C3 Minimum X 0 Maximum X 3 XDocument21 pages0.1 C3 Minimum X 0 Maximum X 3 XIslasMarioNo ratings yet
- Tabela_Normal estandardizadaDocument1 pageTabela_Normal estandardizadaDaniela CarvalhoNo ratings yet
- Specific: Experiment No. 02: Determination of Gravity of Soil by Water Pycnometer. 2.1. DesignationDocument8 pagesSpecific: Experiment No. 02: Determination of Gravity of Soil by Water Pycnometer. 2.1. DesignationAbdullah qureshiNo ratings yet
- Distribuição Normal PadrãoDocument1 pageDistribuição Normal PadrãoFranklin Piauhy NetoNo ratings yet
- Tabla Exponencial13Document1 pageTabla Exponencial13JUAN CAMILO MOTTA MENDEZNo ratings yet
- Tables Loi Normale, Test Z, Khi2, StudentDocument3 pagesTables Loi Normale, Test Z, Khi2, StudentLehleh RidaNo ratings yet
- Apéndice ADocument1 pageApéndice ALluís MoreyNo ratings yet
- Tabelas PDFDocument4 pagesTabelas PDFPedroPimenta0% (1)
- 81-TabliceDocument6 pages81-TabliceSakaNo ratings yet
- Illustrative Life Table PDFDocument7 pagesIllustrative Life Table PDFfelfelrocksNo ratings yet
- Tabela Distribuicao NormalDocument1 pageTabela Distribuicao NormalluislcarvalhoNo ratings yet
- Forex Wave Theory: A Technical Analysis for Spot and Futures Curency Traders: A Technical Analysis for Spot and Futures Curency TradersFrom EverandForex Wave Theory: A Technical Analysis for Spot and Futures Curency Traders: A Technical Analysis for Spot and Futures Curency TradersNo ratings yet
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsFrom EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsRating: 5 out of 5 stars5/5 (1)
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Escuela Politécnica Nacional Ingeniería Mecánica Mecatrónica Nombre: José Cuascota Paralelo: GR 1Document2 pagesEscuela Politécnica Nacional Ingeniería Mecánica Mecatrónica Nombre: José Cuascota Paralelo: GR 1José LuisNo ratings yet
- Transformador y Autotransformador Monofásico: Abstract: in This Practice Make Different Configurations To SeeDocument3 pagesTransformador y Autotransformador Monofásico: Abstract: in This Practice Make Different Configurations To SeeJosé LuisNo ratings yet
- IEEE TemplateDocument3 pagesIEEE TemplateCarlos SandovalNo ratings yet
- IEEE TemplateDocument3 pagesIEEE TemplateCarlos SandovalNo ratings yet
- Designing Learning Spaces For Children On The AutiDocument17 pagesDesigning Learning Spaces For Children On The AutilalecrimNo ratings yet
- ICT On YP Final ReportDocument29 pagesICT On YP Final Reportquang140788No ratings yet
- Red Taction PPTDocument21 pagesRed Taction PPTRam VBIT100% (3)
- User Guide: HSSC Advt. No. 7/2016Document26 pagesUser Guide: HSSC Advt. No. 7/2016MukeshvermaNo ratings yet
- Carbozinc 11.Document2 pagesCarbozinc 11.Jairo Gómez SánchezNo ratings yet
- CCNA Exploration Network Chapter 11Document28 pagesCCNA Exploration Network Chapter 11GµårÐïåñNo ratings yet
- Practical Econometrics Data Collection Analysis and Application 1st Edition Hilmer Solutions ManualDocument24 pagesPractical Econometrics Data Collection Analysis and Application 1st Edition Hilmer Solutions ManualChadReillynopa100% (39)
- Ipsotek VISuite DatasheetDocument2 pagesIpsotek VISuite DatasheetMaria PredanNo ratings yet
- Term End Exam - September 2013Document5 pagesTerm End Exam - September 2013Ravi Tej GunisettyNo ratings yet
- Cognizant Training FacilityDocument1 pageCognizant Training FacilityPiyush SinhaNo ratings yet
- Jailbreak TweaksDocument2 pagesJailbreak TweakstruongthoailieuNo ratings yet
- FPH-HP Install Manual V2.8Document38 pagesFPH-HP Install Manual V2.8steve67% (3)
- G3 60827Document2 pagesG3 60827api-3805767No ratings yet
- IBM Netezza Appliance Models (Courtesy: WWW - Etraining.guru)Document25 pagesIBM Netezza Appliance Models (Courtesy: WWW - Etraining.guru)Etraining GuruNo ratings yet
- Sucker Rods Training Final PDFDocument189 pagesSucker Rods Training Final PDFMajdi Jerbi100% (2)
- Chaotic Image Encryption Techniques: A Project Seminar OnDocument31 pagesChaotic Image Encryption Techniques: A Project Seminar OnNilesh BhoyarNo ratings yet
- ABV - Brochure - Colour New (2016) PDFDocument28 pagesABV - Brochure - Colour New (2016) PDFSewGuanNo ratings yet
- Industrial Ventilation 220/60 2015-2016 Page 75 of 112Document40 pagesIndustrial Ventilation 220/60 2015-2016 Page 75 of 112BadiNo ratings yet
- Presentation On 64k ModemsDocument31 pagesPresentation On 64k ModemsspltkjNo ratings yet
- 54LS138/DM54LS138/DM74LS138, 54LS139/DM54LS139/DM74LS139 Decoders/DemultiplexersDocument8 pages54LS138/DM54LS138/DM74LS138, 54LS139/DM54LS139/DM74LS139 Decoders/DemultiplexersakulNo ratings yet
- PAI Industries, Inc. - Catalog LucesDocument1 pagePAI Industries, Inc. - Catalog LucesAlexis ValleNo ratings yet
- Brochure Trimble S9Document4 pagesBrochure Trimble S9Ralph PerezNo ratings yet
- B0400EF - FoxboroDocument240 pagesB0400EF - FoxboroagapitolopesNo ratings yet
- DuPont History PDFDocument17 pagesDuPont History PDFDefenceDogNo ratings yet
- PI734EDocument8 pagesPI734E3efooNo ratings yet
- 1031 1192105956 13 202109 FGH F Torque Converter Erosion Jory For Cep - PDF 51376613 v1Document7 pages1031 1192105956 13 202109 FGH F Torque Converter Erosion Jory For Cep - PDF 51376613 v1Jesús SarriaNo ratings yet
- Instruction: Assignment For Grade 12BDocument3 pagesInstruction: Assignment For Grade 12BBirhane TeklayNo ratings yet
- Different waterproofing techniques for structuresDocument20 pagesDifferent waterproofing techniques for structuresMurthy BabuNo ratings yet
- Indian Oil Corporation LTD, Haldia: Haldia Institute of TechnologyDocument31 pagesIndian Oil Corporation LTD, Haldia: Haldia Institute of TechnologyDeb ChakrabortyNo ratings yet
- Pastor StatementDocument11 pagesPastor StatementPaulNo ratings yet