You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Earthquake Lateral Forces According ASEC7-05 / IBC 2006:: InputDocument24 pagesEarthquake Lateral Forces According ASEC7-05 / IBC 2006:: InputSunwoo KimNo ratings yet
- Inquiries, Investigation, and Immersion: Understanding Data and Ways To Collect Data (Population and Sampling Method)Document20 pagesInquiries, Investigation, and Immersion: Understanding Data and Ways To Collect Data (Population and Sampling Method)Rhiza Marie Monares67% (3)
- Connecting Loop Units: Interactive Fire Detection SystemsDocument64 pagesConnecting Loop Units: Interactive Fire Detection SystemsProduktif TetapNo ratings yet
- Catalogue Modular KitchenDocument88 pagesCatalogue Modular Kitchenswizar pradhanNo ratings yet
- 2020 Loss Control For TradersDocument8 pages2020 Loss Control For TraderskoushkiNo ratings yet
- Beam Design EC2Document62 pagesBeam Design EC2Khac Hoang PhamNo ratings yet
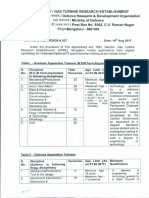
- App GtreDocument8 pagesApp GtreprankysayuNo ratings yet
- Accounts FinnalDocument21 pagesAccounts FinnalAyusha MakenNo ratings yet
- Petrol Heads IIFTDocument4 pagesPetrol Heads IIFTKopalJaiswalNo ratings yet
- Instructions R ATEX Pumps 16072897Document18 pagesInstructions R ATEX Pumps 16072897waelwaelsinisiniNo ratings yet
- Chapter-1 COMPUTER SECURITYDocument48 pagesChapter-1 COMPUTER SECURITYLemi TuroNo ratings yet
- Department of Electronics &telecommunication Engineering Sem:VIII Question Bank of Satellite CommunicationDocument4 pagesDepartment of Electronics &telecommunication Engineering Sem:VIII Question Bank of Satellite CommunicationPavan WaseNo ratings yet
- Sqlite Carving extractAndroidDataDocument13 pagesSqlite Carving extractAndroidDataMwamba Kyle JustinNo ratings yet
- Proline Promass 80E, 83E: Technical InformationDocument40 pagesProline Promass 80E, 83E: Technical Informationazzrizalz1470No ratings yet
- MK17C01-Group 3-MKT328m-Final Report DIFFERENTDocument14 pagesMK17C01-Group 3-MKT328m-Final Report DIFFERENTTran Minh Quy (K17 QN)No ratings yet
- Code of Hammurabi Code of Hammurabi, The Most Complete andDocument4 pagesCode of Hammurabi Code of Hammurabi, The Most Complete andApple Santos Mabagos0% (1)
- 7 Check Points by Sourcing Warrior 1Document12 pages7 Check Points by Sourcing Warrior 1Chrystom joyeNo ratings yet
- 2 Cash Budget Cash Flows and Cash BudgetDocument1 page2 Cash Budget Cash Flows and Cash BudgetMark Lawrence YusiNo ratings yet
- Octagon Studio's Augmented World Expo 2016 SubmissionDocument26 pagesOctagon Studio's Augmented World Expo 2016 SubmissionGrawas SugihartoNo ratings yet
- U Blox CEL ATCommands (UBX 13002752)Document851 pagesU Blox CEL ATCommands (UBX 13002752)homer242No ratings yet
- Recognition and Employee Morale in OrganisationsDocument7 pagesRecognition and Employee Morale in OrganisationscindyNo ratings yet
- CE 111 Finals AnswerDocument20 pagesCE 111 Finals AnswerJulie BajadoNo ratings yet
- Mining Act of 1994Document4 pagesMining Act of 1994Edwin Darvy ValdezNo ratings yet
- CASE SCENARIO ON Chronic BronchitisDocument2 pagesCASE SCENARIO ON Chronic BronchitisMacy AbellaNo ratings yet
- Quote AnalysisDocument4 pagesQuote AnalysisGokul NathNo ratings yet
- Free PPT Templates: Insert The Sub Title of Your PresentationDocument48 pagesFree PPT Templates: Insert The Sub Title of Your PresentationBagusimpleNo ratings yet
- TOI Full Page - Dehradun Edition - May 2023Document1 pageTOI Full Page - Dehradun Edition - May 2023SakshamNo ratings yet
- Preface: Licensing AgreementDocument58 pagesPreface: Licensing AgreementNarcis Patrascu100% (1)
- Board PAper 2021 Term1Document15 pagesBoard PAper 2021 Term1zaharaaebrahim06No ratings yet
- Course Specs Pers Man CHEDDocument10 pagesCourse Specs Pers Man CHEDReymarr HijaraNo ratings yet