You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bohai 2 Oil Rig AccidentDocument3 pagesBohai 2 Oil Rig Accidentnick100% (1)
- Iso 5149-1 - 2014-04Document52 pagesIso 5149-1 - 2014-04Raj KumarNo ratings yet
- Course Work Rev: 04 - Ver 02 Date: April/May 2023 7 of 19Document2 pagesCourse Work Rev: 04 - Ver 02 Date: April/May 2023 7 of 19nickNo ratings yet
- Course Work Rev: 04 - Ver 02 Date: April/May 2023 5 of 19Document2 pagesCourse Work Rev: 04 - Ver 02 Date: April/May 2023 5 of 19nickNo ratings yet
- Course Work Rev: 04 - Ver 02 Date: April/May 2023 4 of 19Document2 pagesCourse Work Rev: 04 - Ver 02 Date: April/May 2023 4 of 19nickNo ratings yet
- Course Work Rev: 04 - Ver 02 Date: April/May 2023 2 of 19Document2 pagesCourse Work Rev: 04 - Ver 02 Date: April/May 2023 2 of 19nickNo ratings yet
- Literature ReviewDocument4 pagesLiterature ReviewnickNo ratings yet
- AnswersDocument19 pagesAnswersnickNo ratings yet
- JoyfulnessDocument1 pageJoyfulnessnickNo ratings yet
- PE 423 Assignment IDocument20 pagesPE 423 Assignment InickNo ratings yet
- Use The Grid Below To Draw The Al-Li Phase Diagram Based Upon The ...Document24 pagesUse The Grid Below To Draw The Al-Li Phase Diagram Based Upon The ...quiqueNo ratings yet
- Vibrating Level Switches: For Bulk GoodsDocument2 pagesVibrating Level Switches: For Bulk GoodsGiorgiana RosuNo ratings yet
- A Brief Guide To Calculating Embodied CarbonDocument6 pagesA Brief Guide To Calculating Embodied Carbonmatt calvertNo ratings yet
- Uench Owers: Quench Tower DesignDocument2 pagesUench Owers: Quench Tower Designsamim_khNo ratings yet
- 1 ChrisBridgesRetainingwallsandSoilNailing PDFDocument70 pages1 ChrisBridgesRetainingwallsandSoilNailing PDFRivaiNo ratings yet
- Royal Continental, Niger Project - Pi - 3751Document9 pagesRoyal Continental, Niger Project - Pi - 3751ashishvaidNo ratings yet
- Quiz 1 InorgDocument5 pagesQuiz 1 InorgDanielle Lois AbagNo ratings yet
- Green Synthesis of Silver Nanoparticles Using Seed Extract of CalendulaDocument5 pagesGreen Synthesis of Silver Nanoparticles Using Seed Extract of CalendulaLaura MarcelaNo ratings yet
- Calculation Condition Box CulvertDocument11 pagesCalculation Condition Box CulvertRafael ObusanNo ratings yet
- IjoiijDocument347 pagesIjoiijpi.314153.4No ratings yet
- Aurocoat - FDocument2 pagesAurocoat - FNandha NiraiNo ratings yet
- Jin 2020 - A Critical Review On Bismuth and Antimony HalidesDocument32 pagesJin 2020 - A Critical Review On Bismuth and Antimony HalidesFernando HeelerNo ratings yet
- Bolt Torque Values For API 650: Roof Manholes and Shell ManholesDocument2 pagesBolt Torque Values For API 650: Roof Manholes and Shell ManholesvaliullahNo ratings yet
- GB150 1-2011enDocument46 pagesGB150 1-2011enIrfan AhmedNo ratings yet
- Statically Indeterminate Members (Axially Loaded Only: F F FyDocument11 pagesStatically Indeterminate Members (Axially Loaded Only: F F FyHafiz NordinNo ratings yet
- AbcdDocument3 pagesAbcdNikesh ShahNo ratings yet
- Paint DefectDocument2 pagesPaint Defectanurag_4013100% (4)
- Qualicoat Specifications 2023 - Master Version - V01Document92 pagesQualicoat Specifications 2023 - Master Version - V01idelcio rochaNo ratings yet
- Atlas Copco Air Compressor Parts Catalog PDFDocument881 pagesAtlas Copco Air Compressor Parts Catalog PDFLicínio Dâmaso100% (4)
- MSENSE® DGA 9 Technical Data 03 2021 enDocument4 pagesMSENSE® DGA 9 Technical Data 03 2021 enTa Huy CuongNo ratings yet
- Ashrae 62-73Document20 pagesAshrae 62-73Jose Luis ZIMICNo ratings yet
- Base Plate - Silo Supporting R1Document10 pagesBase Plate - Silo Supporting R1soumi bhattacharyaNo ratings yet
- Megha Engineering & Infrastructures LTD: List of Register TechnicalDocument31 pagesMegha Engineering & Infrastructures LTD: List of Register TechnicalLaxmikanta swainNo ratings yet
- Wiring Cable StandardDocument6 pagesWiring Cable StandardAli AhmadNo ratings yet
- Installation Drawing 4508-5a-21Document62 pagesInstallation Drawing 4508-5a-21Md.Tipu SultanNo ratings yet
- Hand-Laid Hot-Mix Asphalt:: Best Practice Guide For Driveways Parking Areas Tennis Courts Sidewalks Patching and RepairsDocument36 pagesHand-Laid Hot-Mix Asphalt:: Best Practice Guide For Driveways Parking Areas Tennis Courts Sidewalks Patching and RepairsArcelio Vargas Del VastoNo ratings yet
- KALORIMETERDocument8 pagesKALORIMETERSeliyaNo ratings yet
- 02-Rheological Investigation of The Flotation Performance of High ClayDocument8 pages02-Rheological Investigation of The Flotation Performance of High Clayrolandoh1No ratings yet
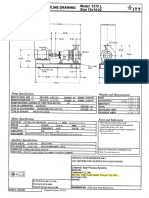
- Model 3175L Goulds Pumps Outline Drawing Size 12x14-22: Weights and SpecificationDocument6 pagesModel 3175L Goulds Pumps Outline Drawing Size 12x14-22: Weights and SpecificationJavier Fernando Agudelo GómezNo ratings yet