You might also like
- Pioneer XF125L-4B Owners ManualDocument42 pagesPioneer XF125L-4B Owners ManualSteve Watkin50% (2)
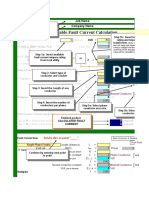
- Fault Current CalculatorDocument6 pagesFault Current CalculatorVũDuyTânNo ratings yet
- StandardDocument3 pagesStandardAnonymous m4MF1gNo ratings yet
- A Brief Guide To The Use of Parallel ConductorsDocument5 pagesA Brief Guide To The Use of Parallel ConductorsRichard Leong100% (1)
- Underground Steam & Condensate Piping PDFDocument26 pagesUnderground Steam & Condensate Piping PDFZacky JoeNo ratings yet
- VFD Cables: Insulated Gate Bi-Polar TransistorDocument4 pagesVFD Cables: Insulated Gate Bi-Polar TransistorRajneesh Patel100% (1)
- VFD Cable Insulation Xlpe Vs Pvcnylon Whitepaper Lutze IncDocument2 pagesVFD Cable Insulation Xlpe Vs Pvcnylon Whitepaper Lutze IncElafanNo ratings yet
- Cables For VFDDocument2 pagesCables For VFDAndavilli Srihari KumarNo ratings yet
- Cable For VFD DriveDocument16 pagesCable For VFD Driveanindya19879479No ratings yet
- Cables DM Vindh1Document55 pagesCables DM Vindh1Abhinav TyagiNo ratings yet
- VFD Cable Termination GuideDocument12 pagesVFD Cable Termination Guidemehdi227100% (1)
- Cable Sizing Calculation Based On NECDocument3 pagesCable Sizing Calculation Based On NECtmeenakshiNo ratings yet
- Soft Starter CatalogueDocument28 pagesSoft Starter CatalogueBADRI VENKATESHNo ratings yet
- Voltage Drop Calculation For XLPEDocument1 pageVoltage Drop Calculation For XLPEedwin fernandezNo ratings yet
- Basics of Motor Control CentersDocument72 pagesBasics of Motor Control CentersRaihanKhan100% (1)
- Voltage Drop Calculation Typical CasesDocument4 pagesVoltage Drop Calculation Typical CasesKhaled ZayedNo ratings yet
- Selectivity Catalog Domestic 291015Document12 pagesSelectivity Catalog Domestic 291015Samarendu BaulNo ratings yet
- Electrical Panel GADDocument8 pagesElectrical Panel GADSunal SethNo ratings yet
- LV Switchboards 8PU + BusductsDocument18 pagesLV Switchboards 8PU + BusductssutanuprojectsNo ratings yet
- Cable Calculation and Selection WorksheetDocument22 pagesCable Calculation and Selection WorksheetLedred1No ratings yet
- Electrical Standards Power and Control Symbols Legend PDFDocument10 pagesElectrical Standards Power and Control Symbols Legend PDFBuyankhishig MonkhbaatarNo ratings yet
- GA Sample Full ICOG PDFDocument17 pagesGA Sample Full ICOG PDFSundaresan SabanayagamNo ratings yet
- 1.6 Catálogo Blokset Solution Guide 2013Document46 pages1.6 Catálogo Blokset Solution Guide 2013william andres pena castanoNo ratings yet
- SLDDocument8 pagesSLDHARIS AHAMMEDNo ratings yet
- AC Current Sensing DesignDocument23 pagesAC Current Sensing Designsriyer212No ratings yet
- Type 2 Co-Ordination Selection ChartsDocument20 pagesType 2 Co-Ordination Selection ChartsDheeraj YadavNo ratings yet
- Operating Temperature Within LV Switchgear - EEPDocument6 pagesOperating Temperature Within LV Switchgear - EEPSundaresan SabanayagamNo ratings yet
- Cable Selection GuideDocument2 pagesCable Selection Guideangelboy_20100% (1)
- ACB Vs MCCBDocument3 pagesACB Vs MCCBguhanmNo ratings yet
- Coordination Guidance For Motor StarterDocument14 pagesCoordination Guidance For Motor StarterRini PuspitasariNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationpkumarmysNo ratings yet
- Lighting Circuits Guide: Selection, Dimensioning and Management With Simple SolutionsDocument76 pagesLighting Circuits Guide: Selection, Dimensioning and Management With Simple Solutionsjiwani87100% (1)
- 16 MPCBDocument21 pages16 MPCBjiguparmar1516No ratings yet
- Design Cal IndoramaDocument13 pagesDesign Cal IndoramaKUNALJAYNo ratings yet
- Iec 1439 1&2Document24 pagesIec 1439 1&2Ayman KamelNo ratings yet
- Motor Selection For VFD AplicationsDocument21 pagesMotor Selection For VFD Aplicationskrajeev2802No ratings yet
- Motor Nameplate InformationDocument29 pagesMotor Nameplate InformationJaishankar PrabhakaranNo ratings yet
- Medium Voltage, 27KV and 38KV, Metal-Clad Switchgear Spec SDocument14 pagesMedium Voltage, 27KV and 38KV, Metal-Clad Switchgear Spec SJuvencio MolinaNo ratings yet
- Apfc PanelDocument2 pagesApfc Paneli_m_pranayNo ratings yet
- Merlin Gerin Medium VoltageDocument10 pagesMerlin Gerin Medium VoltagekjfenNo ratings yet
- Sizing The Control Transformer For A PanelDocument16 pagesSizing The Control Transformer For A PanelKishore KrishnaNo ratings yet
- 2-Contractors and RelaysDocument13 pages2-Contractors and RelaysMais AlsharifNo ratings yet
- 03 Loads Power Supply ConstraintsDocument138 pages03 Loads Power Supply ConstraintsmentongNo ratings yet
- Soft Starter DesignDocument54 pagesSoft Starter DesignPrasanna Dharmapriya100% (1)
- Current Carrying CapacitiesDocument46 pagesCurrent Carrying Capacitiesnagraj204No ratings yet
- Comet Lugs Catalogue DetailsDocument29 pagesComet Lugs Catalogue Detailsmani_208ee0% (1)
- Earthing ReportDocument8 pagesEarthing ReportkhandelwalaNo ratings yet
- Electrical Online CalculationsDocument5 pagesElectrical Online Calculationsdarsh2001patelNo ratings yet
- Specification For Variable Speed DrivesDocument18 pagesSpecification For Variable Speed DrivesBalasubramani100% (1)
- Motor Soft StarterDocument4 pagesMotor Soft Starteralfredo_fredo_1No ratings yet
- Equipment Damage Curves CapacitorsDocument2 pagesEquipment Damage Curves CapacitorsrobertoseniorNo ratings yet
- A CableTray enDocument294 pagesA CableTray enOzan AtıcıNo ratings yet
- Electrical Design A Good Practice Guide Pub 123Document92 pagesElectrical Design A Good Practice Guide Pub 123JOSE LUIS FALCON CHAVEZNo ratings yet
- Medium Voltage Switchgear GlossaryDocument26 pagesMedium Voltage Switchgear GlossaryVin0% (1)
- VFD Cable SelectionDocument14 pagesVFD Cable SelectionGerardoBaltaNo ratings yet
- Problems Vfds Cause and Cable Types That Help Solve Them: Kevin Marston, Managing DirectorDocument18 pagesProblems Vfds Cause and Cable Types That Help Solve Them: Kevin Marston, Managing Directorlam266100% (1)
- For Single Phase: Arr Marn Electric Engineering Group Co-Founder - Wai.N.Htun)Document55 pagesFor Single Phase: Arr Marn Electric Engineering Group Co-Founder - Wai.N.Htun)Aung Thein OoNo ratings yet
- The Reflective Wave Phenomena: Note To SpecifiersDocument7 pagesThe Reflective Wave Phenomena: Note To SpecifiersMina HannaNo ratings yet
- Application Report Long Drive/Motor Leads: Yaskawa Electric America, Inc. AR - AFD.05 10/1/06 Page 1 of 4Document4 pagesApplication Report Long Drive/Motor Leads: Yaskawa Electric America, Inc. AR - AFD.05 10/1/06 Page 1 of 4Mohammed Shareef ShaikhNo ratings yet
- Cable Length Between VFD and MotorDocument2 pagesCable Length Between VFD and MotorRajesh TipnisNo ratings yet
- 70.06 - Vortex 1500 SystemDocument3 pages70.06 - Vortex 1500 SystemBrandon TrocNo ratings yet
- oRACLE NotesDocument15 pagesoRACLE NotesCarla MissionaNo ratings yet
- PTCL Internship UOGDocument57 pagesPTCL Internship UOGAhsanNo ratings yet
- Java Programming Cheat Sheet For Beginners - EdurekaDocument8 pagesJava Programming Cheat Sheet For Beginners - EdurekaLarryNo ratings yet
- Sample1 PDFDocument527 pagesSample1 PDFJoão Baptista André SabiomactetoNo ratings yet
- INTERNSHIP REPORT Sai DattaDocument19 pagesINTERNSHIP REPORT Sai DattaSai DattaNo ratings yet
- Vastutimes November 2011Document8 pagesVastutimes November 2011ramachariNo ratings yet
- English Mongolian 2008-11-15Document28 pagesEnglish Mongolian 2008-11-15RoyMarieNo ratings yet
- THYRIPART Generator Excitation Circuit CheckDocument5 pagesTHYRIPART Generator Excitation Circuit CheckБогдан Кендзер100% (2)
- Xmind ReadmeDocument6 pagesXmind ReadmeblimpuNo ratings yet
- d3.3 - Part2 - In-Plane Shear Resistance of Sandwich PanelsDocument66 pagesd3.3 - Part2 - In-Plane Shear Resistance of Sandwich PanelsMikeNo ratings yet
- Y8 Final Stats ProjectDocument4 pagesY8 Final Stats ProjectAlex WillenNo ratings yet
- VCD ListDocument23 pagesVCD ListBaladaru Krishna PrasadNo ratings yet
- Toshiba Satellite 1135-S1551 Detailed SpecsDocument8 pagesToshiba Satellite 1135-S1551 Detailed SpecsHernando MontenegroNo ratings yet
- CIT 853 TMA 1 Quiz QuestionDocument3 pagesCIT 853 TMA 1 Quiz Questionjohn100% (1)
- Toni Dismuke ResumeDocument2 pagesToni Dismuke Resumeapi-490924403No ratings yet
- Meaning of Network TopologyDocument10 pagesMeaning of Network TopologyNardev KumarNo ratings yet
- PBN Handout SMLDocument31 pagesPBN Handout SMLsl4metNo ratings yet
- How To Calibration Raylase ScanheadDocument9 pagesHow To Calibration Raylase ScanheadliantuangNo ratings yet
- Case Study Hospital K Auriell Frederick Final StatisticsDocument14 pagesCase Study Hospital K Auriell Frederick Final Statisticsapi-281150432No ratings yet
- 27 - Iwcf Ss Sample Questions - AnswersDocument9 pages27 - Iwcf Ss Sample Questions - Answersshoaib Khalil100% (1)
- Accepted Sessions - EclipseCon North-America 2014Document18 pagesAccepted Sessions - EclipseCon North-America 2014htdvulNo ratings yet
- WL TIG & MIG Welding NotesDocument14 pagesWL TIG & MIG Welding NotesGanesh JadhavNo ratings yet
- 150811.tooling Guide CDocument14 pages150811.tooling Guide CStanduri CartonNo ratings yet
- Test Specimens and Mechanical Testing Procedures For Materials W2Document10 pagesTest Specimens and Mechanical Testing Procedures For Materials W2utsmanheruNo ratings yet
- URS B Data SheetDocument4 pagesURS B Data SheetcsmistryNo ratings yet
- Boomer 281-1238 PDFDocument4 pagesBoomer 281-1238 PDFbrendsNo ratings yet
- BCD To 7 Segment LED Display Decoder Circuit Diagram and WorkingDocument19 pagesBCD To 7 Segment LED Display Decoder Circuit Diagram and WorkingAashish KumarNo ratings yet