You might also like
- WQT ProcedureDocument28 pagesWQT ProcedureAnant Rubade100% (1)
- Repair Welding Temper BeadDocument9 pagesRepair Welding Temper BeadwilliamjdtNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (2)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium Weldingvishal bailur50% (2)
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- What Is Stellite SteelDocument11 pagesWhat Is Stellite SteelRathnakrajaNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Asme Viii QC ManualDocument70 pagesAsme Viii QC Manualneurolepsia3790No ratings yet
- Manual Structural WeldingDocument12 pagesManual Structural WeldingwalitedisonNo ratings yet
- Hastelloy C-276 WeldingDocument4 pagesHastelloy C-276 WeldingClaudia MmsNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Temper Bead Welding WPS and PQRDocument27 pagesTemper Bead Welding WPS and PQRSandeep Parmar100% (3)
- Procedure For Post Weld Heat Treatment (PWHT PROCEDURE)Document10 pagesProcedure For Post Weld Heat Treatment (PWHT PROCEDURE)Senthil Kumaran100% (2)
- WPS-PQR (Er309l Mo)Document4 pagesWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Mock UP Procedure Rev ADocument6 pagesMock UP Procedure Rev AFauzan Rusmayadi Reharder100% (1)
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingaamirtec301100% (2)
- WPSDocument1 pageWPSNidhinkorothNo ratings yet
- Duplex Ss WPSDocument8 pagesDuplex Ss WPSVinu Raveendran100% (1)
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli MoosaviNo ratings yet
- WPS FormatDocument1 pageWPS FormatAbdullah AnsariNo ratings yet
- Post Weld Heat Treatment ProcedureDocument15 pagesPost Weld Heat Treatment ProcedureSamer Bayati100% (1)
- 202 1sp 0 Saw Cs CsDocument8 pages202 1sp 0 Saw Cs CskrishimaNo ratings yet
- Super Duplex Stainless SteelDocument1 pageSuper Duplex Stainless SteelUma Shankar100% (2)
- Weld Overlay Procedure For InconelDocument3 pagesWeld Overlay Procedure For InconelArash Mohamadi100% (3)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- Multiple PQR QualificationDocument4 pagesMultiple PQR QualificationKarthikeyan ShanmugavelNo ratings yet
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- PQRDocument2 pagesPQRalokbdas100% (1)
- Material SelectionDocument58 pagesMaterial SelectionSivareddy InduriNo ratings yet
- Effect of Heat InputDocument9 pagesEffect of Heat InputshrikantajitNo ratings yet
- Pwps Asme Gtaw & SmawDocument2 pagesPwps Asme Gtaw & SmawMuhammad Fitransyah Syamsuar Putra100% (1)
- Metrode - P92 WPS PDFDocument3 pagesMetrode - P92 WPS PDFXing ChenNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- Corespondent A Standard e Material eDocument7 pagesCorespondent A Standard e Material eionijhonnieNo ratings yet
- PWHT ProcedureDocument11 pagesPWHT Proceduretbmari100% (15)
- P91 Repair With NiCrDocument76 pagesP91 Repair With NiCrElias KapaNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Amigos Technical Services (S) Pte LTD Post Weld Heat Treatment ProcedureDocument12 pagesAmigos Technical Services (S) Pte LTD Post Weld Heat Treatment Procedurevsnaiduqc50% (2)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielNo ratings yet
- Hydro Test ProcedureDocument9 pagesHydro Test ProcedureAdeel QaiserNo ratings yet
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureTrương Định50% (4)
- Scan Preheat and PWHT ProcedureDocument11 pagesScan Preheat and PWHT ProcedureGandhi Kusuma100% (1)
- ABS Acceptance of Filler Metals To AWSDocument2 pagesABS Acceptance of Filler Metals To AWSgeorgekc77No ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- Weld OverlayDocument4 pagesWeld OverlayInfoNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- ASTM GradesDocument4 pagesASTM GradesSaurabh MundheNo ratings yet
- Wqt-Visual-Mag - BS 2Document24 pagesWqt-Visual-Mag - BS 2KyNo ratings yet
- PWHTDocument9 pagesPWHTshervinyNo ratings yet
- FCAW Overlay WPSDocument2 pagesFCAW Overlay WPSAsad Bin Ala Qatari100% (1)
- BS 970 En8dDocument1 pageBS 970 En8dsumeetsaini88No ratings yet
- 625 Overlay WeldingDocument9 pages625 Overlay Weldingdaviesgang360100% (2)
- Pipeline Weld Joint & Ragiograph Film Numbering SystemDocument9 pagesPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- WPS & PQRDocument7 pagesWPS & PQRRanjan KumarNo ratings yet
- Astm 1018Document9 pagesAstm 1018Vyn VynNo ratings yet
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Table K-1 Allowable Stresses in Tension For Metals For Chapter IXDocument2 pagesTable K-1 Allowable Stresses in Tension For Metals For Chapter IXricardoNo ratings yet
- A Comparison of ISO 15614 Part 1 and ASME IXDocument3 pagesA Comparison of ISO 15614 Part 1 and ASME IXsusanwebNo ratings yet
- Wps 316L Gtaw R00Document3 pagesWps 316L Gtaw R00Richard Periyanayagam100% (3)
- Wps FormatDocument12 pagesWps FormatGohilakrishnan ThiagarajanNo ratings yet
- KSL Wps PQR 012 DuplexDocument33 pagesKSL Wps PQR 012 DuplexJunaidi Minhat100% (6)
- Typical Material Specifications For Major Component PartsDocument9 pagesTypical Material Specifications For Major Component PartsSampath KumarNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- PQR For 32 MM PlateDocument1 pagePQR For 32 MM PlateMuhammed MubeenNo ratings yet
- p22MNVMB MN Gtaw+Smaw (Pipe)Document2 pagesp22MNVMB MN Gtaw+Smaw (Pipe)abidaliabid1No ratings yet
- Fab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSDocument2 pagesFab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSabidaliabid1100% (1)
- SsDocument2 pagesSsy4nuarNo ratings yet
- Assembly2 Caster Complete 1Document1 pageAssembly2 Caster Complete 1lianaNo ratings yet
- Reducer M-F An912 - NPTDocument7 pagesReducer M-F An912 - NPTDaniel SantacruzNo ratings yet
- Aço China - Cross Reference SteelDocument12 pagesAço China - Cross Reference SteelPaulo BaltorNo ratings yet
- Section II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 6Document1 pageSection II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 6洛霖No ratings yet
- Astm B 30 06a Standard Specification For Copper Alloys in inDocument13 pagesAstm B 30 06a Standard Specification For Copper Alloys in inpablojorgesilvaNo ratings yet
- SS 304 6MMDocument1 pageSS 304 6MMRavi MehtaNo ratings yet
- Specifications of Aluminum MaterialsDocument2 pagesSpecifications of Aluminum MaterialsTony C.No ratings yet
- Fundamental Studies On The Mechanism of Ultrasonic WeldingDocument56 pagesFundamental Studies On The Mechanism of Ultrasonic WeldingStupinean LarisaNo ratings yet
- Alberg Cutting Tool 2002 PDFDocument28 pagesAlberg Cutting Tool 2002 PDFApichat1967No ratings yet
- BỘ TIÊU CHUẨN THÉP TƯƠNG ĐƯƠNG - STEEL STANDARD EQUIPVALENTDocument12 pagesBỘ TIÊU CHUẨN THÉP TƯƠNG ĐƯƠNG - STEEL STANDARD EQUIPVALENTLưu DuyNo ratings yet
- CMI WeldingChartsDocument1 pageCMI WeldingChartsnitinNo ratings yet
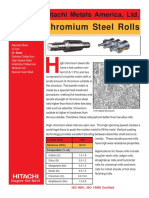
- Chromium Steel Rolls: Hitachi Metals America, LTDDocument2 pagesChromium Steel Rolls: Hitachi Metals America, LTDHariNo ratings yet
- Carbide End Mill Feeds and Speeds TuffCut XR 177 MetricDocument1 pageCarbide End Mill Feeds and Speeds TuffCut XR 177 MetricIlham FadillahNo ratings yet
- Exp LoopDocument37 pagesExp Loopreach_arindomNo ratings yet
- Plant Name & CodeDocument16 pagesPlant Name & CodeDevnarayam SahuNo ratings yet
- Hitesh Metal (India) Introduction & Profile 1.2.18 PDFDocument5 pagesHitesh Metal (India) Introduction & Profile 1.2.18 PDFHMI MumbaiNo ratings yet
- Europe Germany France Italy Belgium Sweden U.K. Canada India Japan USA Internation AlDocument6 pagesEurope Germany France Italy Belgium Sweden U.K. Canada India Japan USA Internation AlOsvaldo Meza100% (1)
- Martensitic SS Alloy Materials PDFDocument1 pageMartensitic SS Alloy Materials PDFImtiyaz AliNo ratings yet