You might also like
- Is 3196 1 2006Document25 pagesIs 3196 1 2006Sathya PriyaNo ratings yet
- Vyi NKC Æo - KH Xslks Osq Fy, 5 Fyvj Ls Vfèkd Ty (Kerk Okys Csfymr Vyi Dkczu Blikr Osq FL YmjDocument20 pagesVyi NKC Æo - KH Xslks Osq Fy, 5 Fyvj Ls Vfèkd Ty (Kerk Okys Csfymr Vyi Dkczu Blikr Osq FL YmjRameshkumar YadavNo ratings yet
- Is 15490-2017 PDFDocument33 pagesIs 15490-2017 PDFMukesh kumar100% (1)
- 3196 Part 2 - Welded Low Carbon Steel Cylinders For LP Liquifiable Gases Other Than LPGDocument17 pages3196 Part 2 - Welded Low Carbon Steel Cylinders For LP Liquifiable Gases Other Than LPGKaushik SenguptaNo ratings yet
- Yhvj Ls VF/D Ikuh DH (Kerk Okys Nzfor Isv Ksfy E XSL (Nz-Is-Xs) Flfyamjksa Ds Mi KSX Ds Fy, Okyo Fiqfvaxsa Fof'Kf"VDocument17 pagesYhvj Ls VF/D Ikuh DH (Kerk Okys Nzfor Isv Ksfy E XSL (Nz-Is-Xs) Flfyamjksa Ds Mi KSX Ds Fy, Okyo Fiqfvaxsa Fof'Kf"VShubham DhupkarNo ratings yet
- Is 3885 Part-1Document8 pagesIs 3885 Part-1rohan sharma50% (2)
- Is 13258 1991Document15 pagesIs 13258 1991Sumiran SharmaNo ratings yet
- Is 15894-2018Document25 pagesIs 15894-2018surender kumarNo ratings yet
- Is 7312 PDFDocument23 pagesIs 7312 PDFpadmanabanNo ratings yet
- Unreduced Pressure Adaptors For Use With Liquefied Petroleum Gas (LPG) - SpecificationDocument1 pageUnreduced Pressure Adaptors For Use With Liquefied Petroleum Gas (LPG) - SpecificationPãrvëëñ SühägNo ratings yet
- IS:2002Document14 pagesIS:2002Madhavi YerurNo ratings yet
- CODE IS For CylinderDocument1 pageCODE IS For CylinderDipak ParmarNo ratings yet
- Is 513 2016Document16 pagesIs 513 2016santosh kumar50% (14)
- Is 784 - Pre-Stressed Concrete PipesDocument30 pagesIs 784 - Pre-Stressed Concrete PipesMuthu KumaranNo ratings yet
- TR7e:rur) : F?R:TTDocument11 pagesTR7e:rur) : F?R:TTSrikanth SrikantiNo ratings yet
- Ref. Standards For Gas CylindersDocument4 pagesRef. Standards For Gas CylindersJayesh VishnuswamiNo ratings yet
- Is-2171 DCP ExtnDocument16 pagesIs-2171 DCP ExtnGowalia Tank Fire StationNo ratings yet
- Is 7285 2 2004Document43 pagesIs 7285 2 2004suresh kumarNo ratings yet
- 2831 PDFDocument9 pages2831 PDFAlpha Test HouseNo ratings yet
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument17 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH Ekudsunil kumar sharmaNo ratings yet
- Part A: Basic Information: Ref: Current Spec. NoDocument17 pagesPart A: Basic Information: Ref: Current Spec. NoAbhey DograNo ratings yet
- Steel Cylinders For Compressed Gases (Atmospheric Gases, Hydrogen, High Pressure Liquefiable Gases and Dissolved Acetylene Gases) - Code of PracticeDocument18 pagesSteel Cylinders For Compressed Gases (Atmospheric Gases, Hydrogen, High Pressure Liquefiable Gases and Dissolved Acetylene Gases) - Code of PracticeSrikanth SrikantiNo ratings yet
- Is 1977Document11 pagesIs 1977rahulmechdceNo ratings yet
- 59a. IS - 2041 - 2009Document9 pages59a. IS - 2041 - 2009hhr2412No ratings yet
- Is 2004 PDFDocument7 pagesIs 2004 PDFAshutosh Pandey100% (1)
- 513 1 2016 AMD1 Reff2021Document17 pages513 1 2016 AMD1 Reff2021Dilshad AliNo ratings yet
- For Comments OnlyDocument8 pagesFor Comments Onlybidhan012No ratings yet
- Crzuksa Osq Fy, Lvsuysl Blikr Píjsa VKSJ Ifùk K¡ Fof'Kf"V: HKKJRH EkudDocument8 pagesCrzuksa Osq Fy, Lvsuysl Blikr Píjsa VKSJ Ifùk K¡ Fof'Kf"V: HKKJRH EkudshamrajjNo ratings yet
- Is - 002041 - 2009Document9 pagesIs - 002041 - 2009sangita ghaisasNo ratings yet
- 17 - Is-10748-2004-Ssppl-1Document9 pages17 - Is-10748-2004-Ssppl-1gopuvinu4uNo ratings yet
- 4454 1 PDFDocument12 pages4454 1 PDFJessica Harrington0% (1)
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Document12 pagesCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNo ratings yet
- Valve For Compressed Gas Cylinders Excluding Liquefied Petroleum Gas (LPG) Cylinders - SpecificationDocument56 pagesValve For Compressed Gas Cylinders Excluding Liquefied Petroleum Gas (LPG) Cylinders - Specificationsurender kumarNo ratings yet
- Is1079 2017Document10 pagesIs1079 2017qualityNo ratings yet
- 513-Part 1-2016Document17 pages513-Part 1-2016Shaheen MaveNo ratings yet
- Is 2004Document7 pagesIs 2004raghav248No ratings yet
- 1079 2017 Reff2022Document10 pages1079 2017 Reff2022anishkumar.vNo ratings yet
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument14 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH Ekudsunil kumar sharmaNo ratings yet
- Is 3745 2006Document22 pagesIs 3745 2006jayaprakash D MNo ratings yet
- MTD 4 4869 For Bis Use Only Bureau ofDocument8 pagesMTD 4 4869 For Bis Use Only Bureau ofMangesh GhagNo ratings yet
- IS 2062 Hot Rolled Steel Specs.Document13 pagesIS 2062 Hot Rolled Steel Specs.Yasir Abbas100% (1)
- Is 513 PDFDocument13 pagesIs 513 PDFManeesh Bangale100% (5)
- Is 7718Document16 pagesIs 7718Amitpal SINGHNo ratings yet
- Is 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFDocument13 pagesIs 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFThenna ArasuNo ratings yet
- Tkfi'Tf&T-L-D: Hot Rolled Low, Medium and High Tensile Structural SteelDocument17 pagesTkfi'Tf&T-L-D: Hot Rolled Low, Medium and High Tensile Structural SteelchepurthiNo ratings yet
- Hot-Dip Zinc Coating On Structural Steel Bars For Concrete Reinforcement - SpecificationDocument7 pagesHot-Dip Zinc Coating On Structural Steel Bars For Concrete Reinforcement - SpecificationRajashekar.PNo ratings yet
- Is 2004Document7 pagesIs 2004shanrama100% (1)
- Is 1079 - 2009Document10 pagesIs 1079 - 2009Shradha SinghaniaNo ratings yet
- WWFMM-M: @imfrhDocument9 pagesWWFMM-M: @imfrhShreenivas ThakurNo ratings yet
- Is 2062 (2011) - Hot Rolled Medium and High Tensile Structural SteelDocument14 pagesIs 2062 (2011) - Hot Rolled Medium and High Tensile Structural Steelsridar_2004No ratings yet
- Amendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationDocument3 pagesAmendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - Specificationbeshnu garanaikNo ratings yet
- Metallurgy and Corrosion Control in Oil and Gas ProductionFrom EverandMetallurgy and Corrosion Control in Oil and Gas ProductionNo ratings yet
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantFrom EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantNo ratings yet
- Circulating Fluidized Bed Boilers: Design and OperationsFrom EverandCirculating Fluidized Bed Boilers: Design and OperationsRating: 4.5 out of 5 stars4.5/5 (6)
- AD 2000 Flange Design Calculation DIN 2505Document2 pagesAD 2000 Flange Design Calculation DIN 2505mechengg01100% (1)
- AD 2000 Shell Under Intenal PressureDocument2 pagesAD 2000 Shell Under Intenal Pressuremechengg01No ratings yet
- Allowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low AlloyDocument3 pagesAllowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low Alloymechengg01100% (1)
- AD 2000 Tubes Under Intenal PressureDocument1 pageAD 2000 Tubes Under Intenal Pressuremechengg01No ratings yet
- AD 2000 Head Under Extenal PressureDocument2 pagesAD 2000 Head Under Extenal Pressuremechengg01100% (1)
- Batch Pan CalendriaDocument10 pagesBatch Pan Calendriamechengg01No ratings yet
- AD 2000 Shell Under External PressureDocument3 pagesAD 2000 Shell Under External Pressuremechengg01100% (1)
- AD 2000 Head Under Intenal PressureDocument3 pagesAD 2000 Head Under Intenal Pressuremechengg01No ratings yet
- Velocity & Pressure Drop CalculationDocument2 pagesVelocity & Pressure Drop Calculationmechengg01No ratings yet
- XLR Shaft Weld Size CalculationDocument1 pageXLR Shaft Weld Size Calculationmechengg01No ratings yet
- Torispherical Head, Pressure On Convex SideDocument3 pagesTorispherical Head, Pressure On Convex Sidemechengg01No ratings yet
- SCP Feed Per Chamber CalculationDocument2 pagesSCP Feed Per Chamber Calculationmechengg01No ratings yet
- Asme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5Document22 pagesAsme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5mechengg01No ratings yet
- Weight CalculationDocument8 pagesWeight Calculationmechengg01No ratings yet
- Engineering Surface FinishDocument15 pagesEngineering Surface Finishmechengg01No ratings yet
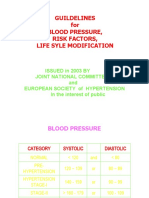
- Guildelines For Blood Pressure, Risk Factors, Life Syle ModificationDocument12 pagesGuildelines For Blood Pressure, Risk Factors, Life Syle Modificationmechengg01No ratings yet
- 101 Keyboard ShortcutsDocument6 pages101 Keyboard Shortcutslittle cute gurlz100% (4)
- Calculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small DiameterDocument1 pageCalculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small Diametermechengg01No ratings yet
- 101 Keyboard ShortcutsDocument6 pages101 Keyboard Shortcutslittle cute gurlz100% (4)
- Gas Cylinder RulesDocument50 pagesGas Cylinder RulesSwaminathan GS100% (9)
- ASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5Document3 pagesASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5mechengg01No ratings yet
- What You Need To Know: High Blood CholesterolDocument6 pagesWhat You Need To Know: High Blood CholesterolKhalilNo ratings yet
- Health TipsDocument36 pagesHealth TipsAmit PandeyNo ratings yet
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocument69 pagesLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01No ratings yet
- Welding Fabrication Drawing & Welding SymbolsDocument11 pagesWelding Fabrication Drawing & Welding SymbolsTarkeshwar Sharma100% (1)
- 100 Ways To Live 100 YearsDocument4 pages100 Ways To Live 100 Yearsmechengg01No ratings yet
- 1300 Math Formulas - Alex SvirinDocument338 pages1300 Math Formulas - Alex SvirinMirnesNo ratings yet
- 9833 8648 01 - Pocket Guide To Tightening TechniqueDocument28 pages9833 8648 01 - Pocket Guide To Tightening TechniqueAnonymous FZs3yBHh7No ratings yet
- Body Language: Understanding Non-Verbal CommunicationDocument4 pagesBody Language: Understanding Non-Verbal Communicationmechengg01No ratings yet
- FreeseDocument15 pagesFreeseBrandon HaleNo ratings yet
- CAT C 18 Marine Maintenance ScheduleDocument2 pagesCAT C 18 Marine Maintenance ScheduleRuben Gonzales100% (1)
- History of DieselDocument19 pagesHistory of Dieselsourcecode2No ratings yet
- List of Participating Stations Region Province Station Name AddressDocument20 pagesList of Participating Stations Region Province Station Name Addresskate cacay100% (1)
- Department of Labor: High Pressure Power Boiler LogDocument1 pageDepartment of Labor: High Pressure Power Boiler LogUSA_DepartmentOfLaborNo ratings yet
- PESO Project Report For BioCNG Projects in IndiaDocument3 pagesPESO Project Report For BioCNG Projects in Indiaabhi2010visionNo ratings yet
- Ross Macmillan Intro - Chapter 1Document25 pagesRoss Macmillan Intro - Chapter 1Kartik ModiNo ratings yet
- S 70 Mec 8 GiDocument397 pagesS 70 Mec 8 GilesmosNo ratings yet
- Drillmec 2000 HPDocument1 pageDrillmec 2000 HPleoNo ratings yet
- TCM IO520 MaintManualDocument242 pagesTCM IO520 MaintManualleather_nun100% (1)
- Building Plan Submission - What Bomba WantsDocument15 pagesBuilding Plan Submission - What Bomba WantsYoke Shu90% (20)
- Pretect Hot Tapping Download - WebDocument84 pagesPretect Hot Tapping Download - WebEliseo Porcel Huayra100% (1)
- BoilerDocument21 pagesBoilerMitesh KumarNo ratings yet
- Electronic FlashlubeDocument2 pagesElectronic FlashlubeGéza BércziNo ratings yet
- 9.boiler House InstrumentationDocument5 pages9.boiler House Instrumentationkcp1986No ratings yet
- FSU Concept OutlineDocument4 pagesFSU Concept OutlineUJJWALNo ratings yet
- Motors Solo Run TestDocument2 pagesMotors Solo Run TestSureshYarlagaddaNo ratings yet
- MAMCING-01 CingoDocument130 pagesMAMCING-01 CingoNicoleta CosteaNo ratings yet
- 3adendorfs CatalogueDocument10 pages3adendorfs CatalogueDiderik_Nel_5894No ratings yet
- Non Conventional Energy - Ii: Answer To Question No. 1 Is Compulsory and To Be Answered FirstDocument2 pagesNon Conventional Energy - Ii: Answer To Question No. 1 Is Compulsory and To Be Answered FirstdonhuNo ratings yet
- MATERIAL SA36 - ASME (Mechanical) Code Issues - Eng-TipsDocument2 pagesMATERIAL SA36 - ASME (Mechanical) Code Issues - Eng-Tipsisrar khanNo ratings yet
- Saa6d170e-5 Shop ManualDocument563 pagesSaa6d170e-5 Shop ManualFrancisco Javier Tapia Benavides100% (11)
- LPG Gas Unit Conversion Values - KG, Litres, MJ, KWH & MDocument14 pagesLPG Gas Unit Conversion Values - KG, Litres, MJ, KWH & MAwat JassimNo ratings yet
- Gas Turbines SiemensDocument60 pagesGas Turbines SiemensCenk Yağız ÖzçelikNo ratings yet
- Coiled Tubing Systems From Evolution Oil ToolsDocument73 pagesCoiled Tubing Systems From Evolution Oil ToolsEvolution Oil Tools100% (2)
- Adjustable Choke Valves CV-8Document2 pagesAdjustable Choke Valves CV-8sabi_shiNo ratings yet
- JH Step#4 Training Module Lubrication 2Document16 pagesJH Step#4 Training Module Lubrication 2Anonymous pC7MGONo ratings yet
- StarBrochure11 05Document33 pagesStarBrochure11 05MxScribdNo ratings yet
- Reservoir Lab SheetDocument36 pagesReservoir Lab SheetSteve Lian Kuling100% (1)
- Mobile Systems BrochureDocument16 pagesMobile Systems BrochureBoban StanojlovićNo ratings yet