You might also like
- BCS BiowaiverGuideline May2021Document4 pagesBCS BiowaiverGuideline May2021sebiotimo rasheedNo ratings yet
- WHO APIMF Guideline SummaryDocument10 pagesWHO APIMF Guideline SummaryunknowndoctorNo ratings yet
- ZAMBIA GUIDANCE ON SUBMISSION OF APPLICATIONS FOR AMENDMENT TO MARKETING AUTHORISATIONDocument83 pagesZAMBIA GUIDANCE ON SUBMISSION OF APPLICATIONS FOR AMENDMENT TO MARKETING AUTHORISATIONAnand JoshiNo ratings yet
- WHO Guidelines On Active Pharmaceutical Ingredient Master File ProcedureDocument10 pagesWHO Guidelines On Active Pharmaceutical Ingredient Master File ProcedureDr. Kazy Habibur RahmanNo ratings yet
- APPENDIX 1 - ORA Validation and Verification Guidance For Human Drug Analytical Methods PDFDocument3 pagesAPPENDIX 1 - ORA Validation and Verification Guidance For Human Drug Analytical Methods PDFAdeNo ratings yet
- Cgmps For Active Pharmaceutical Ingredient (Api) and Excipient ProductionDocument4 pagesCgmps For Active Pharmaceutical Ingredient (Api) and Excipient ProductionPrad1979No ratings yet
- EMEA QP DiscretionDocument3 pagesEMEA QP DiscretionHellautomobileNo ratings yet
- Evaluation Reporting of ResultsDocument16 pagesEvaluation Reporting of ResultspurnachandrashekarNo ratings yet
- GMP Guidelines For Herbal MedicineDocument12 pagesGMP Guidelines For Herbal MedicineSundeep GaglaniNo ratings yet
- White Paper Pics GMP Guide Annex 1 Revisions and InterpretationsDocument12 pagesWhite Paper Pics GMP Guide Annex 1 Revisions and InterpretationsAdriana VillaverdeNo ratings yet
- Manufacture of Finished Dosage Form PDFDocument7 pagesManufacture of Finished Dosage Form PDFdferrierosNo ratings yet
- WHO General Guidance On Variations To MultisourceDocument12 pagesWHO General Guidance On Variations To MultisourceDr. Kazy Habibur RahmanNo ratings yet
- 2.25 PA CTD Jun11 v3Document38 pages2.25 PA CTD Jun11 v3Snezana Smileva LazovaNo ratings yet
- Variation Guidelines for Allopathic MedicinesDocument75 pagesVariation Guidelines for Allopathic MedicinesdineshpharmacistNo ratings yet
- A Critical Analysis of The WHO Biosimilar GuidanceDocument8 pagesA Critical Analysis of The WHO Biosimilar Guidanceanjum_niaziNo ratings yet
- Misconceptions in The Global Biosimilar GuidanceDocument8 pagesMisconceptions in The Global Biosimilar Guidanceanjum_niaziNo ratings yet
- GMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsFrom EverandGMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsRating: 5 out of 5 stars5/5 (2)
- Common Deficiencies in Submissions For Prequalification (Quality Part)Document26 pagesCommon Deficiencies in Submissions For Prequalification (Quality Part)nadellakumarNo ratings yet
- ICH Q4 B Frequently Asked Questions 26.aprilDocument6 pagesICH Q4 B Frequently Asked Questions 26.aprilEdgar Levi Plasencia CotrinaNo ratings yet
- CGMP Notes Dec 1998 CV in Rinse TOC For PWWFIDocument12 pagesCGMP Notes Dec 1998 CV in Rinse TOC For PWWFIGirgis AiadNo ratings yet
- Test API As USP SpecificationDocument9 pagesTest API As USP SpecificationMichael wangNo ratings yet
- Questions Answers Improving Understanding Normal Operating Range Nor Proven Acceptable Range Par - enDocument4 pagesQuestions Answers Improving Understanding Normal Operating Range Nor Proven Acceptable Range Par - enMohamad IsmailNo ratings yet
- QA Version 3 - Aseptic Manip UpdatesDocument36 pagesQA Version 3 - Aseptic Manip UpdatesAhmed NabilNo ratings yet
- Fda Guidelines For Submission of PDS PDFDocument120 pagesFda Guidelines For Submission of PDS PDFkrunal jasaniNo ratings yet
- APIC Quick Guide For API SourcingDocument8 pagesAPIC Quick Guide For API SourcingBNPARIKHNo ratings yet
- Usp 1080 Bulk Pharmaceutical Excipients-Certificate of AnalysisDocument7 pagesUsp 1080 Bulk Pharmaceutical Excipients-Certificate of AnalysisCatrinescu OanaNo ratings yet
- Manufacture of RadiopharmaceuticalsDocument9 pagesManufacture of RadiopharmaceuticalsRainMan75No ratings yet
- Logfile 9 2013 PQR AqrDocument2 pagesLogfile 9 2013 PQR Aqrdrs_mdu48No ratings yet
- Auditing Registered Starting Material ManufacturersDocument23 pagesAuditing Registered Starting Material ManufacturersAl RammohanNo ratings yet
- MHRA Questions and Answers For Specials Manufacturer's Con326474 PDFDocument44 pagesMHRA Questions and Answers For Specials Manufacturer's Con326474 PDFSharma PokkuluriNo ratings yet
- Residual Solvent Testing Under USP General Chapter 467 (2011)Document5 pagesResidual Solvent Testing Under USP General Chapter 467 (2011)dhimas06No ratings yet
- Sterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao FinalDocument54 pagesSterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao Finaltito1628100% (1)
- Pi 021 2 Aide Memoire On GMP GCPDocument10 pagesPi 021 2 Aide Memoire On GMP GCPIsmail MathakiyaNo ratings yet
- Guía Revisión Periódica (Anual) de ProductoDocument18 pagesGuía Revisión Periódica (Anual) de ProductoNerito MONo ratings yet
- SUPAC-IR Questions and Answers About SUPAC-IR Guidance - FDADocument13 pagesSUPAC-IR Questions and Answers About SUPAC-IR Guidance - FDARakesh YadavNo ratings yet
- Usp 1226Document2 pagesUsp 1226mai.callo88No ratings yet
- SOP For Computer System Validation in Pharmaceutical IndustryDocument8 pagesSOP For Computer System Validation in Pharmaceutical IndustryDeepakNo ratings yet
- PQ Dossier RequirementsDocument33 pagesPQ Dossier RequirementscpkakopeNo ratings yet
- Model CoA GuideDocument6 pagesModel CoA Guidepyo14No ratings yet
- EU-GMP - Notes On Parametric Release)Document6 pagesEU-GMP - Notes On Parametric Release)bvsc77035No ratings yet
- Functionality-Related Characteristics of Excipients - OCT07Document7 pagesFunctionality-Related Characteristics of Excipients - OCT07wiztoyNo ratings yet
- Parametric ReleaseDocument7 pagesParametric ReleaseshdphNo ratings yet
- Pharma Industry - Annual Product Reviews - How To Conduct An Effective Annual Product Quality Review - Pharmaceutical Manufacturing PDFDocument3 pagesPharma Industry - Annual Product Reviews - How To Conduct An Effective Annual Product Quality Review - Pharmaceutical Manufacturing PDFantonygamalpharmaNo ratings yet
- 2011 Site Master File en PDFDocument8 pages2011 Site Master File en PDFSanjay SharmaNo ratings yet
- Pat Changing The Validation ParadigmDocument6 pagesPat Changing The Validation ParadigmAbd Al-Rahmman Al-qatananiNo ratings yet
- ACTIVE PHARMACEUTICAL INGREDIENTS COMMITTEE GMPs for APIs: “How to do” Document Interpretation of the ICH Q7a GuideDocument69 pagesACTIVE PHARMACEUTICAL INGREDIENTS COMMITTEE GMPs for APIs: “How to do” Document Interpretation of the ICH Q7a GuideMehdi AhmadiNo ratings yet
- API Focussed Mhra Inspections at Dosage Form MFGDocument9 pagesAPI Focussed Mhra Inspections at Dosage Form MFGlanikhilNo ratings yet
- WHO Guidelines On SBPsDocument8 pagesWHO Guidelines On SBPsเพียงดาว รัตนานุกุลNo ratings yet
- Guideline Supplier Qualification - Dec09FINALDocument34 pagesGuideline Supplier Qualification - Dec09FINALbach2007No ratings yet
- Guideline Supplier Qualification - Dec09FINALDocument34 pagesGuideline Supplier Qualification - Dec09FINALsksingh82100% (3)
- Excipient Qualification GuideDocument66 pagesExcipient Qualification Guidevbads67% (3)
- Cder Guidance QaletterDocument13 pagesCder Guidance QaletterAna SalvNo ratings yet
- Guide To Master FormulaeDocument39 pagesGuide To Master FormulaeAshok KumarNo ratings yet
- 25 How To Determine The Total Impurities - Which Peaks Can Be DisregardedDocument5 pages25 How To Determine The Total Impurities - Which Peaks Can Be Disregardedjljimenez1969100% (1)
- Regulatory Requirements for Registration of Artemisinin Combination TherapiesDocument57 pagesRegulatory Requirements for Registration of Artemisinin Combination TherapiesdeepakpharmatechNo ratings yet
- 1-6 Specifications FDADocument31 pages1-6 Specifications FDAMyasser SoubNo ratings yet
- Method Devlpoment N Validation Final ProjectDocument51 pagesMethod Devlpoment N Validation Final ProjectPankaj GajareNo ratings yet
- Stability StudiesDocument60 pagesStability StudiesJaya SukmanaNo ratings yet
- ICH Quality Guidelines: An Implementation GuideFrom EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNo ratings yet
- Controlled Release Dosage FormsDocument3 pagesControlled Release Dosage FormsAmit KochharNo ratings yet
- Annex 7Document3 pagesAnnex 7viswa santhi tungaNo ratings yet
- Colour in Pharmaceutical ProductsDocument31 pagesColour in Pharmaceutical ProductsEdgardo Ed RamirezNo ratings yet
- 47 FAQs RH Medicines For WHO PrequalifucationDocument9 pages47 FAQs RH Medicines For WHO PrequalifucationAmit KochharNo ratings yet
- Who Recommended Hand-Rub FormulationDocument9 pagesWho Recommended Hand-Rub FormulationSaeed Mohammed100% (2)
- Biopharm Terms and DefinitionsDocument1 pageBiopharm Terms and DefinitionsAmit Kochhar100% (1)
- Basics in Pharmacology - 3Document0 pagesBasics in Pharmacology - 3Gopi DeyNo ratings yet
- Question Paper Preview: PharmacyDocument52 pagesQuestion Paper Preview: PharmacyAmit KochharNo ratings yet
- PharmDevelGener QAS08 251 11012008Document23 pagesPharmDevelGener QAS08 251 11012008Rajeeb Chandra ShahaNo ratings yet
- Cholesterol MetabolismDocument38 pagesCholesterol MetabolismAmit KochharNo ratings yet
- Cholesterol MetabolismDocument38 pagesCholesterol MetabolismAmit KochharNo ratings yet
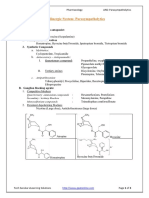
- Parasympatholytics Classification and UsesDocument3 pagesParasympatholytics Classification and UsesAmit KochharNo ratings yet
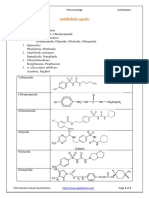
- Adrenergic System: SympatholyticsDocument2 pagesAdrenergic System: SympatholyticsAmit KochharNo ratings yet
- Pharmacy Legislation in IndiaDocument4 pagesPharmacy Legislation in IndiaAmit KochharNo ratings yet
- Rose Pharmacy JaipurDocument6 pagesRose Pharmacy JaipurAmit KochharNo ratings yet
- PblockDocument16 pagesPblockAmit KochharNo ratings yet
- Antidiabetic - 0Document5 pagesAntidiabetic - 0Amit KochharNo ratings yet
- KVS PRT Set 3 Mentors 36 PDFDocument44 pagesKVS PRT Set 3 Mentors 36 PDFAmit KochharNo ratings yet
- Apic - Cleaning ValidationDocument56 pagesApic - Cleaning Validationlucieneom100% (1)
- Liquid Dosage Forms Solutions, Suspensions and EmulsionsDocument7 pagesLiquid Dosage Forms Solutions, Suspensions and EmulsionsAmit KochharNo ratings yet
- c23 PDFDocument15 pagesc23 PDFAmit KochharNo ratings yet
- PVP As Plasma ExpDocument7 pagesPVP As Plasma ExpAmit KochharNo ratings yet
- Cleaning Validation Michael Payne PDFDocument47 pagesCleaning Validation Michael Payne PDFAhmad ZaidiNo ratings yet
- BA BE Revised GuidanceDocument8 pagesBA BE Revised GuidanceAmit KochharNo ratings yet
- Recrystallization Mechanisms and Microstructure Development inDocument15 pagesRecrystallization Mechanisms and Microstructure Development invibeunguNo ratings yet
- Sentron: Reliable - From ExperienceDocument16 pagesSentron: Reliable - From ExperiencehaydarNo ratings yet
- Morteza MirzaeiDocument3 pagesMorteza MirzaeiUmitNo ratings yet
- IOA Annual Report 2005Document18 pagesIOA Annual Report 2005matt30911No ratings yet
- Neuro Exam ReviewDocument6 pagesNeuro Exam ReviewDianne Flores100% (2)
- Coraline: by Neil GaimanDocument5 pagesCoraline: by Neil Gaimanfeliz juevesNo ratings yet
- InglesDocument6 pagesInglesyarilisNo ratings yet
- Rice Today Vol. 13, No. 3 One Rice, Thousand GoldDocument2 pagesRice Today Vol. 13, No. 3 One Rice, Thousand GoldRice TodayNo ratings yet
- Environmental AuditingDocument27 pagesEnvironmental Auditinghitman agent 47No ratings yet
- Tooth Eruption and Movement MechanismsDocument8 pagesTooth Eruption and Movement MechanismsDrMohmed Mostafa100% (1)
- GeographyDocument18 pagesGeographyAshley Morgan88% (8)
- Aghora and Tantra: Using Hawan To Appease Indra and YamaDocument3 pagesAghora and Tantra: Using Hawan To Appease Indra and YamaMahesh BadgujarNo ratings yet
- Cold Rolled Steel Sections - Specification: Kenya StandardDocument21 pagesCold Rolled Steel Sections - Specification: Kenya StandardPEng. Tech. Alvince KoreroNo ratings yet
- LG Rotary Compressor GuideDocument32 pagesLG Rotary Compressor Guideวรศิษฐ์ อ๋อง33% (3)
- Aetna Dental Low DmoDocument9 pagesAetna Dental Low DmoBeau PeskaNo ratings yet
- LESSON 1 Random-VariablesDocument29 pagesLESSON 1 Random-Variablesnica jane madrigalNo ratings yet
- Quilling Letter BDocument2 pagesQuilling Letter BGueureNo ratings yet
- Lecture 9: Exploration and Exploitation: David SilverDocument47 pagesLecture 9: Exploration and Exploitation: David Silver司向辉No ratings yet
- Module 6 PDFDocument10 pagesModule 6 PDFTazbir AntuNo ratings yet
- Guitar SetupDocument1 pageGuitar SetupEduardo Maia CardosoNo ratings yet
- Final QuesDocument5 pagesFinal QuesMani KumarNo ratings yet
- Types of DisasterDocument22 pagesTypes of DisasterKirstin del CarmenNo ratings yet
- Cbse & Ntse: MathematicsDocument397 pagesCbse & Ntse: MathematicsAbhinav BNo ratings yet
- Area and Circumference of CircleDocument17 pagesArea and Circumference of CircleJared VallesNo ratings yet
- Headache PAINDocument1 pageHeadache PAINOmarNo ratings yet
- Experiment 91 Consumer ChemistryDocument8 pagesExperiment 91 Consumer ChemistryDascaliuc DanielNo ratings yet
- Tips On Fatigue - NAVWEPS 00-25-559Document123 pagesTips On Fatigue - NAVWEPS 00-25-559Mark Evan SalutinNo ratings yet
- Topics On Operator InequalitiesDocument29 pagesTopics On Operator Inequalitiesfrigyik100% (1)
- Class Guide - Soldier Wheelman PDFDocument105 pagesClass Guide - Soldier Wheelman PDFRalph VasquezNo ratings yet
- Dont Think About A ZebraDocument2 pagesDont Think About A ZebraD2WNo ratings yet