You might also like
- 545 ct100 INDEXcE1Document26 pages545 ct100 INDEXcE1Roberto FalconeNo ratings yet
- 1333-How To Stroke Wrinkles Right Out of Your FaceDocument5 pages1333-How To Stroke Wrinkles Right Out of Your FaceTinuola WritingNo ratings yet
- Lock On Modern Air Combat Manual Plus PDFDocument308 pagesLock On Modern Air Combat Manual Plus PDFPiero Capretti100% (1)
- 1Document65 pages1Mahmoud Hassanpour100% (3)
- 2Document68 pages2AbdulrazzaqAL-MalikyNo ratings yet
- Continuous Column DistillationDocument58 pagesContinuous Column DistillationDavion StewartNo ratings yet
- PP311 DistillationDocument173 pagesPP311 DistillationgreatnaksNo ratings yet
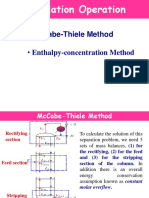
- McCabe Thiele MethodDocument58 pagesMcCabe Thiele MethodABPNo ratings yet
- Chapter 1 Continuous DCDocument26 pagesChapter 1 Continuous DCMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- Continous Distillation ColumnDocument58 pagesContinous Distillation ColumnGeorge MarkasNo ratings yet
- 120712ChE128 4 ColumnDistDocument58 pages120712ChE128 4 ColumnDistJunaid AhmadNo ratings yet
- CHEG 485 - Lecture 5Document31 pagesCHEG 485 - Lecture 5Muhammad FarooqNo ratings yet
- Stripping Section: Stage "f+1"Document7 pagesStripping Section: Stage "f+1"Sata AjjamNo ratings yet
- Number of Equilibrium Stages in Binary Distillation: Graphical Method Mccabe-Thiele MethodDocument36 pagesNumber of Equilibrium Stages in Binary Distillation: Graphical Method Mccabe-Thiele MethodNabil Uzzul IslamNo ratings yet
- DistillationDocument41 pagesDistillationAbiram VSNo ratings yet
- 單元操作PPT Chapter 21 Part 1 RevDocument87 pages單元操作PPT Chapter 21 Part 1 RevjahmanNo ratings yet
- Distallation 3Document10 pagesDistallation 3joker princeNo ratings yet
- 單元操作PPT- chapter 20 PDFDocument52 pages單元操作PPT- chapter 20 PDFFucKerWengieNo ratings yet
- Multi-Component Distillation: Prof. S. Scott, Che 128, Uc Santa BarbaraDocument23 pagesMulti-Component Distillation: Prof. S. Scott, Che 128, Uc Santa Barbarasch203100% (1)
- Bai 6 - eDocument9 pagesBai 6 - eMinh ChâuNo ratings yet
- Distillation III McCabe ThieleDocument34 pagesDistillation III McCabe ThieleHassanNo ratings yet
- DistillationDocument29 pagesDistillationgebremichaelNo ratings yet
- CHEE 310 Distillation 2020 Side StreamDocument26 pagesCHEE 310 Distillation 2020 Side StreamTSHEGOFATSO GOTSILENGNo ratings yet
- Distillation: By: In. Nurul Hasyimah Mohd AminDocument60 pagesDistillation: By: In. Nurul Hasyimah Mohd Aminmsa_adonNo ratings yet
- CHEG 485 - Lecture 6Document26 pagesCHEG 485 - Lecture 6Muhammad FarooqNo ratings yet
- Lect 5 Multicomponemts Distillation 1Document52 pagesLect 5 Multicomponemts Distillation 1iB13eNo ratings yet
- Mc-Cabe Thiele MethodDocument23 pagesMc-Cabe Thiele MethodSyauqi Subri100% (2)
- Multi Component Distillation Prepared by Drnagwa ElDocument38 pagesMulti Component Distillation Prepared by Drnagwa ElmochdimaskuNo ratings yet
- How To Perform The Calculations DistillationDocument3 pagesHow To Perform The Calculations DistillationHercules ArgyNo ratings yet
- Cab2054 L1 Absorption and StrippingDocument61 pagesCab2054 L1 Absorption and StrippingThe New WorldNo ratings yet
- Chapt4 Part3Document58 pagesChapt4 Part3ShamsMohdNo ratings yet
- Chapt4 Part3 PDFDocument58 pagesChapt4 Part3 PDFShamsMohdNo ratings yet
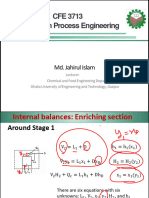
- Binary Column Distillation Internal Stage by Stage BalanceDocument51 pagesBinary Column Distillation Internal Stage by Stage BalanceAbdul QuddusNo ratings yet
- Distillation L5Document25 pagesDistillation L5Shiavm PatelNo ratings yet
- Binary Distillation: SHR Chapter 7Document17 pagesBinary Distillation: SHR Chapter 7Astrid CastellanoNo ratings yet
- Types DistillationDocument81 pagesTypes Distillationhet sevakNo ratings yet
- 02 Lecture Note - Binary Flash Distillation PDFDocument21 pages02 Lecture Note - Binary Flash Distillation PDFMonkeyDLuffyNo ratings yet
- Note 3 - Distillation With Reflux and McCabe-ThieleDocument28 pagesNote 3 - Distillation With Reflux and McCabe-ThieleKaleesh100% (1)
- Mccabe Thiele Part TwoDocument32 pagesMccabe Thiele Part TwoajitdusNo ratings yet
- Liquid-Liquid Extraction - 15 Sept 2020 - 3 PDFDocument21 pagesLiquid-Liquid Extraction - 15 Sept 2020 - 3 PDFshubhamNo ratings yet
- Simultaneous Heat and Mass Transfer (SHMT) : CHE-402 Date: 22/09/2021 Lecture No. 2Document28 pagesSimultaneous Heat and Mass Transfer (SHMT) : CHE-402 Date: 22/09/2021 Lecture No. 2Abdul RehmanNo ratings yet
- Distillation Iv Mccabe Thiele MethodDocument29 pagesDistillation Iv Mccabe Thiele Methodソーダ エドゥアルドNo ratings yet
- Final Summary and Exam Information Physical Transport Phenomena 2 2019-2020Document64 pagesFinal Summary and Exam Information Physical Transport Phenomena 2 2019-2020AzharNo ratings yet
- Absorption Tray TowersDocument28 pagesAbsorption Tray Towerstalhawasim100% (1)
- Chemical Engineering - Separations 5 Residue Curve Maps: ξ, suchDocument4 pagesChemical Engineering - Separations 5 Residue Curve Maps: ξ, suchchikukotwal100% (1)
- Distillation Iv Mccabe Thiele MethodDocument29 pagesDistillation Iv Mccabe Thiele MethodDaffa YezaldyNo ratings yet
- Distillation by McCabe Thiele Method 1Document17 pagesDistillation by McCabe Thiele Method 1HassanNo ratings yet
- Lecture 4Document28 pagesLecture 4CHOWDHURY SAMINo ratings yet
- Distillation Continued: V Moles Per HourDocument12 pagesDistillation Continued: V Moles Per HourronaldNo ratings yet
- Multicomp DistillationDocument24 pagesMulticomp DistillationtrickreNo ratings yet
- SsfsDocument81 pagesSsfsNguyễn Thị Thu ThảoNo ratings yet
- Separation Processes I: Topic 2: Vapour-Liquid EquilibriumDocument24 pagesSeparation Processes I: Topic 2: Vapour-Liquid EquilibriumPatrice PierreNo ratings yet
- McCabe-Thiele Method 1Document37 pagesMcCabe-Thiele Method 1HariKrishnaBushi100% (2)
- CHEG 485 - Lecture 7Document7 pagesCHEG 485 - Lecture 7Muhammad FarooqNo ratings yet
- Liquid Liquid ExtractionDocument55 pagesLiquid Liquid ExtractionMuhd AkmalNo ratings yet
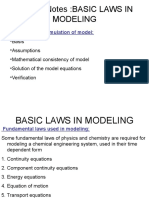
- Lecture Notes:BASIC LAWS IN Modeling: Principles of Formulation of ModelDocument32 pagesLecture Notes:BASIC LAWS IN Modeling: Principles of Formulation of ModelajitsinghrathoreNo ratings yet
- Green's Function Estimates for Lattice Schrödinger Operators and Applications. (AM-158)From EverandGreen's Function Estimates for Lattice Schrödinger Operators and Applications. (AM-158)No ratings yet
- The Equidistribution Theory of Holomorphic Curves. (AM-64), Volume 64From EverandThe Equidistribution Theory of Holomorphic Curves. (AM-64), Volume 64No ratings yet
- Analysis and Control of Nonlinear Infinite Dimensional SystemsFrom EverandAnalysis and Control of Nonlinear Infinite Dimensional SystemsNo ratings yet
- Workout ChallengeDocument6 pagesWorkout ChallengeDindaTamaraNo ratings yet
- Workout ChallengeDocument6 pagesWorkout ChallengeDindaTamaraNo ratings yet
- CelluloseAqualon CMC BookletDocument3 pagesCelluloseAqualon CMC BookletDindaTamaraNo ratings yet
- Mathematical Modelling and Simulation of The Behaviour of The Steam TurbineDocument7 pagesMathematical Modelling and Simulation of The Behaviour of The Steam TurbineDindaTamaraNo ratings yet
- BuckEye ProcessDocument8 pagesBuckEye ProcessDindaTamaraNo ratings yet
- Asetonitril Dan NitrimetanaDocument2 pagesAsetonitril Dan NitrimetanaDindaTamaraNo ratings yet
- Take Home Assignment of MEOW: PHY F111Document1 pageTake Home Assignment of MEOW: PHY F111renu chawlaNo ratings yet
- Diagnosing Load Flow Convergence Issues - Sigma Power EngineeringDocument5 pagesDiagnosing Load Flow Convergence Issues - Sigma Power EngineeringJseNo ratings yet
- 02 Equipment Maintenance ScheduleDocument1 page02 Equipment Maintenance ScheduleDominic DizonNo ratings yet
- Department of Education: Wekly Home Learning PlanDocument3 pagesDepartment of Education: Wekly Home Learning PlanKrizna Dingding DotillosNo ratings yet
- MP 7 - Media Mix DecisionsDocument32 pagesMP 7 - Media Mix Decisionspirate8550% (2)
- 4th Grading Exam Basic Calculus 2017-2018Document16 pages4th Grading Exam Basic Calculus 2017-2018Mariel VillanuevaNo ratings yet
- Plastics Material Selection Criteria: BY N.Mohan Kumar Cipet ChennaiDocument16 pagesPlastics Material Selection Criteria: BY N.Mohan Kumar Cipet ChennaisouravNo ratings yet
- The Seven Seals of RevelationDocument8 pagesThe Seven Seals of RevelationMamon WilsonNo ratings yet
- GNFC Neem Project - The Ecosystem of Shared ValueDocument15 pagesGNFC Neem Project - The Ecosystem of Shared ValueIsha AggNo ratings yet
- Exercise Testing InterpretationDocument292 pagesExercise Testing Interpretationparneetkaurbedi100% (2)
- Low Voltage Duct Banks: Key PlanDocument1 pageLow Voltage Duct Banks: Key PlanFathy RamadanNo ratings yet
- Bilabial and Labiodental ReportDocument15 pagesBilabial and Labiodental ReportFAIRODZE G. ALABATNo ratings yet
- Reliable Concrete Repair: A Critical Review: January 2012Document13 pagesReliable Concrete Repair: A Critical Review: January 2012Sheri DiĺlNo ratings yet
- Electric Power TransmissionDocument6 pagesElectric Power TransmissionLimuel John Vera CruzNo ratings yet
- Soal Inggris-1Document8 pagesSoal Inggris-1Rigel n drum0% (1)
- Quantitative Aptitude, Maths, Data Interpretation (DI), Speed MathsDocument17 pagesQuantitative Aptitude, Maths, Data Interpretation (DI), Speed MathsSanjeev ChaudharyNo ratings yet
- The Psychological Drivers of Misinformation Belief and Its Resistance To CorrectionDocument17 pagesThe Psychological Drivers of Misinformation Belief and Its Resistance To CorrectioninforumdocsNo ratings yet
- Phamsana Shikhara or VimanaDocument26 pagesPhamsana Shikhara or VimanaudayNo ratings yet
- Bài tập ôn thi học kì 1 môn tiếng Anh lớp 5 năm 2022Document10 pagesBài tập ôn thi học kì 1 môn tiếng Anh lớp 5 năm 2022namxd911No ratings yet
- Internship Report On Industrial Training at Shangri-La BangaluruDocument6 pagesInternship Report On Industrial Training at Shangri-La BangaluruGEETANSH ARORANo ratings yet
- Final Book PDFDocument255 pagesFinal Book PDFMohamed SobhNo ratings yet
- Probability Group 5Document3 pagesProbability Group 5Antoinette Nopia BienNo ratings yet
- Procedure Text B.inggris Carlina Caroline Xii Mipa 1Document7 pagesProcedure Text B.inggris Carlina Caroline Xii Mipa 1Thesya SalsabilahNo ratings yet
- O2 SL + 4-20ma PCBDocument2 pagesO2 SL + 4-20ma PCBJayesh BaldotaNo ratings yet
- 8.TotalLube911 MSDSDocument2 pages8.TotalLube911 MSDSGuillermo DamianNo ratings yet