You might also like
- Distillation Column EfficiencyDocument33 pagesDistillation Column EfficiencyAldi StefanusNo ratings yet
- Naphtali & Sandholm - Multicomponent Separation Calculations by Linearization PDFDocument6 pagesNaphtali & Sandholm - Multicomponent Separation Calculations by Linearization PDFCarlos PlazasNo ratings yet
- Psse System Test For Voltage Collapse Analysis PDFDocument22 pagesPsse System Test For Voltage Collapse Analysis PDFDalessandroNo ratings yet
- GET-7201 - Art of Protective RelayingDocument16 pagesGET-7201 - Art of Protective RelayingArnab Banerjee100% (1)
- Multi-component Distillation CalculationsDocument38 pagesMulti-component Distillation CalculationsmochdimaskuNo ratings yet
- Column Distillation Stage BalancesDocument39 pagesColumn Distillation Stage BalancesShamsMohdNo ratings yet
- Liquid Liquid ExtractionDocument55 pagesLiquid Liquid ExtractionMuhd AkmalNo ratings yet
- Exams!Document53 pagesExams!Al- DhaheriNo ratings yet
- Chapter 1 Continuous DCDocument26 pagesChapter 1 Continuous DCMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- Multi Component DistillationDocument71 pagesMulti Component DistillationManu Jain83% (6)
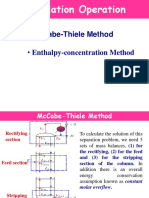
- McCabe-Thiele Method 1Document37 pagesMcCabe-Thiele Method 1HariKrishnaBushi100% (2)
- Distillation: By: In. Nurul Hasyimah Mohd AminDocument60 pagesDistillation: By: In. Nurul Hasyimah Mohd Aminmsa_adonNo ratings yet
- Mc-Cabe Thiele MethodDocument23 pagesMc-Cabe Thiele MethodSyauqi Subri100% (2)
- Ashwin Chinnayya Et Al - A New Concept For The Modeling of Detonation Waves in Multiphase MixturesDocument10 pagesAshwin Chinnayya Et Al - A New Concept For The Modeling of Detonation Waves in Multiphase MixturesNikeShoxxxNo ratings yet
- MultiComponent Distillation Equations & Problem StatementsDocument5 pagesMultiComponent Distillation Equations & Problem StatementsBurak AktasNo ratings yet
- W1 Separation Process2Document27 pagesW1 Separation Process2yuniNo ratings yet
- Distillation 4Document13 pagesDistillation 4Renu SekaranNo ratings yet
- Flash Distillation GuideDocument29 pagesFlash Distillation GuideAnnanda AdhiPutra MNo ratings yet
- Plate Contactors & Distillation Tower PresentationDocument61 pagesPlate Contactors & Distillation Tower PresentationAli AmjadNo ratings yet
- DistillationDocument29 pagesDistillationgebremichaelNo ratings yet
- Mass and Energy Balances - Stripping Section and Partial ReboilerDocument45 pagesMass and Energy Balances - Stripping Section and Partial ReboilerShamsMohd100% (1)
- Continuous Column DistillationDocument58 pagesContinuous Column DistillationDavion StewartNo ratings yet
- Stripping Section: Stage "f+1"Document7 pagesStripping Section: Stage "f+1"Sata AjjamNo ratings yet
- Types DistillationDocument81 pagesTypes Distillationhet sevakNo ratings yet
- Septek Sis2 DistillationDocument36 pagesSeptek Sis2 DistillationDindaTamaraNo ratings yet
- Stage Operation Material Balances 1. Simple Mass Balance and UnitsDocument10 pagesStage Operation Material Balances 1. Simple Mass Balance and Unitsaine1028No ratings yet
- Lecture2 PDFDocument5 pagesLecture2 PDFAjay SagarNo ratings yet
- AbsorptionStripping PDFDocument25 pagesAbsorptionStripping PDFJuan Camilo HenaoNo ratings yet
- 3G4 Flash Calculations1Document9 pages3G4 Flash Calculations1ahmedNo ratings yet
- MC CabeDocument18 pagesMC CabeSata AjjamNo ratings yet
- DISTILLATION OPTIMIZATIONDocument57 pagesDISTILLATION OPTIMIZATIONbakhtyar21No ratings yet
- McCabe-Thiele Diagrams For Binary DistillationDocument8 pagesMcCabe-Thiele Diagrams For Binary DistillationwetcoNo ratings yet
- Distilasi Flash 1Document28 pagesDistilasi Flash 1astriNo ratings yet
- Chapter 1 - VLE Part 1Document36 pagesChapter 1 - VLE Part 1Roger FernandezNo ratings yet
- Chapt4 Part3Document58 pagesChapt4 Part3ShamsMohdNo ratings yet
- Lec 8Document12 pagesLec 8bhaskar5377No ratings yet
- Chapter 1 Lewis Sorel MethodDocument8 pagesChapter 1 Lewis Sorel MethodMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- 3G4 Distillation CalculationsDocument22 pages3G4 Distillation CalculationsMahmoud Nasr0% (1)
- P,T-Flash Calculation GuideDocument12 pagesP,T-Flash Calculation GuideBennyNo ratings yet
- McCabe-Thiele Graphical Method Binary RectificationDocument12 pagesMcCabe-Thiele Graphical Method Binary RectificationSem FilioNo ratings yet
- Absorption Tray TowersDocument28 pagesAbsorption Tray Towerstalhawasim100% (1)
- McCabe Thiele Distillation AnalysisDocument29 pagesMcCabe Thiele Distillation Analysisソーダ エドゥアルドNo ratings yet
- IntrocfdDocument7 pagesIntrocfdcamaradiyaNo ratings yet
- Commun Nonlinear Sci Numer Simulat: Maria V. Demina, Nikolay A. KudryashovDocument12 pagesCommun Nonlinear Sci Numer Simulat: Maria V. Demina, Nikolay A. Kudryashov饒英仿No ratings yet
- H83MCS Flash Calculations: DR Nusrat Sharmin SEB 339 Nusrat - Sharmin@nottingham - Edu.cnDocument26 pagesH83MCS Flash Calculations: DR Nusrat Sharmin SEB 339 Nusrat - Sharmin@nottingham - Edu.cnSamandar YuldoshevNo ratings yet
- Week 2 - Vle Part 1Document35 pagesWeek 2 - Vle Part 1Syed Hassan Syed Hashim100% (1)
- AssignmentsDocument10 pagesAssignmentsDQZNo ratings yet
- Distillation Continued: V Moles Per HourDocument12 pagesDistillation Continued: V Moles Per HourronaldNo ratings yet
- Differential Equations (DE) : Course Instructor: Dr. Md. Mustafizur Rahman Professor Department of Mathematics, BUETDocument34 pagesDifferential Equations (DE) : Course Instructor: Dr. Md. Mustafizur Rahman Professor Department of Mathematics, BUETArnab ChowdhuryNo ratings yet
- Week 2 - Vle Part 1Document35 pagesWeek 2 - Vle Part 1dhanieemaNo ratings yet
- Mathematical Modelling of The Atmospheric Crude Oil Distillation UnitDocument6 pagesMathematical Modelling of The Atmospheric Crude Oil Distillation UnitJustine DaquioagNo ratings yet
- Distillation Column DesignDocument17 pagesDistillation Column Design259Katkar PrathmeshNo ratings yet
- Exercises of Integrals and Integro-Differentials EquationsFrom EverandExercises of Integrals and Integro-Differentials EquationsNo ratings yet
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsFrom EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsRating: 5 out of 5 stars5/5 (1)
- PPSC 2023 SolvedDocument75 pagesPPSC 2023 SolvedAbdul RehmanNo ratings yet
- 1947 To 2023 Pakstudy NotesDocument11 pages1947 To 2023 Pakstudy NotesAbdul RehmanNo ratings yet
- 27 May Saturday TestDocument8 pages27 May Saturday TestAbdul RehmanNo ratings yet
- PPSC Past Papers Synonyms and Antonyms - Must Prepare For Upcoming PPSC Tests - #PPSC #PPSC English #RepeatDocument23 pagesPPSC Past Papers Synonyms and Antonyms - Must Prepare For Upcoming PPSC Tests - #PPSC #PPSC English #RepeatAbdul RehmanNo ratings yet
- A1 (Abdul Rehman, 2018-CH - 254)Document3 pagesA1 (Abdul Rehman, 2018-CH - 254)Abdul RehmanNo ratings yet
- Multicomponent Distillation: CHE-402 Date: 11/10/2021 Lecture No. 5Document9 pagesMulticomponent Distillation: CHE-402 Date: 11/10/2021 Lecture No. 5Abdul RehmanNo ratings yet
- Simultaneous Heat and Mass Transfer Course DocumentsDocument14 pagesSimultaneous Heat and Mass Transfer Course DocumentsAbdul RehmanNo ratings yet
- Lec 4Document57 pagesLec 4Ayyaz ButtNo ratings yet
- Simultaneous Heat and Mass Transfer Course DocumentsDocument14 pagesSimultaneous Heat and Mass Transfer Course DocumentsAbdul RehmanNo ratings yet
- Course Outline: Part - 1 (1) Introduction To Process Design and DevelopmentDocument2 pagesCourse Outline: Part - 1 (1) Introduction To Process Design and DevelopmentAbdul RehmanNo ratings yet
- Simultaneous Heat and Mass Transfer Course DocumentsDocument14 pagesSimultaneous Heat and Mass Transfer Course DocumentsAbdul RehmanNo ratings yet
- Multicomponent Distillation: CHE-402 Date: 13/10/2021 Lecture No. 6Document9 pagesMulticomponent Distillation: CHE-402 Date: 13/10/2021 Lecture No. 6Abdul RehmanNo ratings yet
- Industrial Instrumentation ComponentsDocument33 pagesIndustrial Instrumentation ComponentsAbdul RehmanNo ratings yet
- Simultaneous Heat and Mass Transfer (SHMT) : CHE-402 Date: 27/09/2021 Lecture No. 3Document14 pagesSimultaneous Heat and Mass Transfer (SHMT) : CHE-402 Date: 27/09/2021 Lecture No. 3Abdul RehmanNo ratings yet
- Course PlanningDocument2 pagesCourse PlanningAbdul RehmanNo ratings yet
- Assignment - 1Document3 pagesAssignment - 1Abdul RehmanNo ratings yet
- Simultaneous Heat and Mass Transfer (SHMT) : CHE-402 Date: 20/09/2021Document28 pagesSimultaneous Heat and Mass Transfer (SHMT) : CHE-402 Date: 20/09/2021Abdul RehmanNo ratings yet
- Lecture 4 - ISA Standards and Line SymbolsDocument23 pagesLecture 4 - ISA Standards and Line SymbolsAbdul RehmanNo ratings yet
- Industrial Instrumentation Components, Performance CharacteristicsDocument47 pagesIndustrial Instrumentation Components, Performance CharacteristicsAbdul RehmanNo ratings yet
- Lecture 3 - Perfromance CharacteristicsDocument40 pagesLecture 3 - Perfromance CharacteristicsAbdul RehmanNo ratings yet
- Name Registration Number Groups: Waqas AhmadDocument2 pagesName Registration Number Groups: Waqas AhmadAbdul RehmanNo ratings yet
- Plant Design GroupDocument3 pagesPlant Design GroupAbdul RehmanNo ratings yet
- Lecture 19-Selection, Installation & CommissioningDocument29 pagesLecture 19-Selection, Installation & CommissioningAbdul RehmanNo ratings yet
- Plant Design GroupDocument3 pagesPlant Design GroupAbdul RehmanNo ratings yet
- Lecture 1-Introduction Instrumentation and Control IntroductionDocument32 pagesLecture 1-Introduction Instrumentation and Control IntroductionAbdul RehmanNo ratings yet
- INSTRUMENTATION & CONTROL (Presentation)Document33 pagesINSTRUMENTATION & CONTROL (Presentation)Abdul RehmanNo ratings yet
- Freudian PsychoanalysisDocument108 pagesFreudian PsychoanalysisPja ShanthaNo ratings yet
- Circuits Review P2Document44 pagesCircuits Review P2José CastilloNo ratings yet
- Experiment N O - 1 8: Shunt Motor Characteristics PurposeDocument7 pagesExperiment N O - 1 8: Shunt Motor Characteristics PurposeMaranNo ratings yet
- One-Line Diagram - OLV1 (Load Flow Analysis) : 33.0 7 KV 33.0 7 KV 33.0 7 KVDocument1 pageOne-Line Diagram - OLV1 (Load Flow Analysis) : 33.0 7 KV 33.0 7 KV 33.0 7 KVhaiderNo ratings yet
- 3-phase AC circuit analysisDocument50 pages3-phase AC circuit analysisAman PailwanNo ratings yet
- POSSIBILITIES OF LOW VOLTAGE DC SYSTEMSDocument10 pagesPOSSIBILITIES OF LOW VOLTAGE DC SYSTEMSTTaanNo ratings yet
- Chapter 1 - C - Reverse Breakdown and Zener Diodes - Revised - 1Document16 pagesChapter 1 - C - Reverse Breakdown and Zener Diodes - Revised - 1Hoàng ZioNo ratings yet
- MC-300 CD - Service ManualDocument28 pagesMC-300 CD - Service ManualMilorad Pajovic100% (1)
- Barrons OneDimensionalMotionDocument14 pagesBarrons OneDimensionalMotionpavanNo ratings yet
- 181CTDCHA2 - Learning Unit 1BDocument64 pages181CTDCHA2 - Learning Unit 1BESTHER TSAKANE MONKWENo ratings yet
- Catalog: LORD Vibration, Shock and Motion Control ProductsDocument133 pagesCatalog: LORD Vibration, Shock and Motion Control ProductsDulanga FernandoNo ratings yet
- Scrubber DesignDocument31 pagesScrubber Designmakwana1No ratings yet
- MQCs - EAM - Unit 6Document7 pagesMQCs - EAM - Unit 6Sayee DeshpandeNo ratings yet
- Applications For Heat Transfer SystemsDocument12 pagesApplications For Heat Transfer Systemsfrana hadiNo ratings yet
- 060 Electric Current WorksheetDocument3 pages060 Electric Current WorksheetAbdullah SimpsonNo ratings yet
- STPM modular syllabus equationsDocument4 pagesSTPM modular syllabus equationsWong Chai YenNo ratings yet
- Mark Scheme (Results) October 2020Document17 pagesMark Scheme (Results) October 2020nonNo ratings yet
- Us3432107 PDFDocument3 pagesUs3432107 PDFasssssNo ratings yet
- Plugin-Modeling of Two Winding Voltage Regulating TransformersDocument8 pagesPlugin-Modeling of Two Winding Voltage Regulating TransformersmjailoviNo ratings yet
- SPI2016 Tutorial SlidesDocument112 pagesSPI2016 Tutorial SlidesJerry LiaoNo ratings yet
- Science4 - Q1 - MT - Module 1 Lesson 1 - Materials That Float or Sink - Ventura-PatronDocument14 pagesScience4 - Q1 - MT - Module 1 Lesson 1 - Materials That Float or Sink - Ventura-PatronAkhu Rha Andrew Mia100% (3)
- Over Voltages ProtectionDocument5 pagesOver Voltages ProtectionManish KushwahaNo ratings yet
- CHAPTER 3 Resultants of Coplanar Force SystemsDocument57 pagesCHAPTER 3 Resultants of Coplanar Force SystemsDavid Murphy100% (2)
- Coaching Set 4 PinkDocument7 pagesCoaching Set 4 Pinkjoe1256No ratings yet
- GravityDocument2 pagesGravitySebastian EcheverriaNo ratings yet
- Chapter 1 (Magnets)Document53 pagesChapter 1 (Magnets)eyoule abdiNo ratings yet
- 01 EURAMET Cg-8 V 2.1 Calibration of ThermocouplesDocument19 pages01 EURAMET Cg-8 V 2.1 Calibration of ThermocouplesGustavo Sánchez0% (1)
- Core Points - BLOCK1Document20 pagesCore Points - BLOCK1icedgoblinNo ratings yet