You might also like
- Ch02 LocksDocument17 pagesCh02 LocksRobert RobinsonNo ratings yet
- Bump Key PresentationDocument80 pagesBump Key Presentationvarm1nt100% (1)
- Know Your Locks: The DeadboltDocument1 pageKnow Your Locks: The DeadboltAdam ThimmigNo ratings yet
- Onguard 2015Document56 pagesOnguard 2015Lukasz BorowiczNo ratings yet
- Chapter 4-Exterior ProtectionDocument18 pagesChapter 4-Exterior Protectiona_j_sanyal259No ratings yet
- Uputstvo Za Obijanje Brava (Englseki)Document18 pagesUputstvo Za Obijanje Brava (Englseki)Nermin SelicNo ratings yet
- Usarmy ComsecDocument248 pagesUsarmy ComsecEric MooreNo ratings yet
- Lock Out ToolsDocument2 pagesLock Out ToolsPepe2017No ratings yet
- A Steganography-Based Covert KeyloggerDocument15 pagesA Steganography-Based Covert KeyloggerAI Coordinator - CSC JournalsNo ratings yet
- Oor Pho - V O OOR PHO Syst MS: Nstallation Iagrams: D NE IDE D NE E I DDocument244 pagesOor Pho - V O OOR PHO Syst MS: Nstallation Iagrams: D NE IDE D NE E I DHusejin MehmedovićNo ratings yet
- List For Unturned Item IDsDocument33 pagesList For Unturned Item IDsAldy audiwan0% (1)
- Discs Make The Difference: ASSA ABLOY (In Common)Document12 pagesDiscs Make The Difference: ASSA ABLOY (In Common)Daniel LunnelieNo ratings yet
- PaintBall Sound SuppressorDocument6 pagesPaintBall Sound SuppressorJulio IglasiasNo ratings yet
- File:///c - /documents and Settings/Administrator/Desktop/Safe Cracking/test - HTM (1 of 105) (27/02/2002 23:05:46)Document105 pagesFile:///c - /documents and Settings/Administrator/Desktop/Safe Cracking/test - HTM (1 of 105) (27/02/2002 23:05:46)bocadillodebordilloNo ratings yet
- Letters & CodesDocument29 pagesLetters & CodesMariyam Akmal67% (3)
- Safelocks For CompscientistDocument34 pagesSafelocks For Compscientistjasonddennis100% (1)
- Opening Simplex LocksDocument3 pagesOpening Simplex Locksashishamitav123No ratings yet
- Criminal Poisoning: Investigational Guide for Law Enforcement, Toxicologists, Forensic Scientists, and AttorneysFrom EverandCriminal Poisoning: Investigational Guide for Law Enforcement, Toxicologists, Forensic Scientists, and AttorneysRating: 4 out of 5 stars4/5 (1)
- CRIMSON TRACE-Catalog - LSC PDFDocument27 pagesCRIMSON TRACE-Catalog - LSC PDFTacticas de Seguridad100% (1)
- Cyberpunk 2020 - Net - Rules - Oceanpunk Neo-Cetaceans by MorninmanDocument4 pagesCyberpunk 2020 - Net - Rules - Oceanpunk Neo-Cetaceans by MorninmanArixsonNo ratings yet
- Comprehensive CatalogueDocument68 pagesComprehensive CatalogueAndrea RobinsonNo ratings yet
- Haq 3Document19 pagesHaq 3Karthic EaswarNo ratings yet
- Curtis Courier December 1979Document6 pagesCurtis Courier December 1979chrisazimmerNo ratings yet
- User'S Guide ON Controlling Locks, Keys and Access CardsDocument110 pagesUser'S Guide ON Controlling Locks, Keys and Access CardsKevin CaseyNo ratings yet
- Construction Equipment Key Blank Reference PDFDocument16 pagesConstruction Equipment Key Blank Reference PDFCesar Antonio Mancilla EscobarNo ratings yet
- Burton Safes Physical Security SolutionsDocument82 pagesBurton Safes Physical Security SolutionsPeter DavidsonNo ratings yet
- Anti-Theft - Forced Entry Circuit (Antitheft and Alarm Systems) - ALLDATA RepairDocument1 pageAnti-Theft - Forced Entry Circuit (Antitheft and Alarm Systems) - ALLDATA RepairRafael OlaveNo ratings yet
- Visual Cryptography Schemes For Secret Image ProjectDocument5 pagesVisual Cryptography Schemes For Secret Image ProjectSuhaib Ahmed ShajahanNo ratings yet
- One Time PadDocument7 pagesOne Time PadNatasaDabicNo ratings yet
- Secret Gardening HandbookDocument0 pagesSecret Gardening HandbookpudelhsdNo ratings yet
- Samir Khan 110414Document259 pagesSamir Khan 110414Ky HendersonNo ratings yet
- Beachwood Police 2010 Year End ReportDocument115 pagesBeachwood Police 2010 Year End ReportbeachwoodwatchNo ratings yet
- Hafely Door Lock HH Catalogue Ffcat 4 1Document20 pagesHafely Door Lock HH Catalogue Ffcat 4 1Thilan SenarathneNo ratings yet
- 5day Locksmith Training 2010Document4 pages5day Locksmith Training 2010Vietnam MusicboxNo ratings yet
- Cia Lock Picking ManualDocument49 pagesCia Lock Picking Manualanon-760241No ratings yet
- Discs Make The Difference: ASSA ABLOY (In Common)Document12 pagesDiscs Make The Difference: ASSA ABLOY (In Common)Bill PierceNo ratings yet
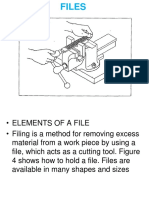
- Files (Alat Bengkel Kikir)Document14 pagesFiles (Alat Bengkel Kikir)Oksiil ShelaNo ratings yet
- Finishing and Polishing: by Wan Seri Mayangasari BT Abdul Malak 2009285328 Add3LbDocument18 pagesFinishing and Polishing: by Wan Seri Mayangasari BT Abdul Malak 2009285328 Add3LbMayang MalakNo ratings yet
- Files and FilingDocument11 pagesFiles and FilingRaphaelNo ratings yet
- Chapter 1 Hand ToolsDocument22 pagesChapter 1 Hand ToolsMohd HapisNo ratings yet
- Files and FilingDocument12 pagesFiles and FilingPremal ZinzuwadiaNo ratings yet
- Handtools and Measuring DevicesDocument118 pagesHandtools and Measuring DevicesCarlo VidalloNo ratings yet
- Hand Tools - FilesDocument38 pagesHand Tools - FilesRegulatory QualityNo ratings yet
- Chapter 1 Hand ToolsDocument20 pagesChapter 1 Hand ToolsNEF RIDERSNo ratings yet
- 1.1.1 Types of Files: Type of File Description and UseDocument1 page1.1.1 Types of Files: Type of File Description and UseMRINAL GAUTAMNo ratings yet
- EMG 2103 Workshop Processes and Practice IDocument24 pagesEMG 2103 Workshop Processes and Practice Iconc oxygenNo ratings yet
- 04 FileDocument103 pages04 FilerameshNo ratings yet
- Nicholson - Guide To Filing 2014Document14 pagesNicholson - Guide To Filing 2014crm102b100% (1)
- Lesson 3 Hand ToolsDocument14 pagesLesson 3 Hand ToolsRESI-AURIN, JK L.No ratings yet
- Lecture Five: Introduction To Some Hand Tools Used in The Metal-Working WorkshopDocument46 pagesLecture Five: Introduction To Some Hand Tools Used in The Metal-Working Workshopdude GFANo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Files Tools and Its TypesDocument6 pagesFiles Tools and Its Typesruth akoNo ratings yet
- Types of File: Barrette FilesDocument2 pagesTypes of File: Barrette Filescap n3moNo ratings yet
- Files BiblographyDocument13 pagesFiles BiblographyFurqan AlamNo ratings yet
- TVET 1 - Worksheet 9Document5 pagesTVET 1 - Worksheet 9Abrigondo, Vindel J.No ratings yet
- Files Tools and Its TypesDocument8 pagesFiles Tools and Its TypesAJDominicNo ratings yet
- Different Parts of A HammerDocument13 pagesDifferent Parts of A HammerMark IsidroNo ratings yet
- Hand Tools: Brief HistoryDocument11 pagesHand Tools: Brief HistorySwayne JamesNo ratings yet
- Chapter 1-Hand ToolsDocument19 pagesChapter 1-Hand ToolsHarizNo ratings yet
- Fitting Shop - NotesDocument16 pagesFitting Shop - Notesdt realityNo ratings yet
- BMW OBD-II Diagnostic Interface PinoutDocument5 pagesBMW OBD-II Diagnostic Interface PinoutAngel Julian HernandezNo ratings yet
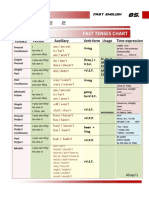
- Table 2: Fast Tenses ChartDocument5 pagesTable 2: Fast Tenses ChartAngel Julian HernandezNo ratings yet
- Vehicle Communication Interface Module (VCIM) Programming Not CompletedDocument6 pagesVehicle Communication Interface Module (VCIM) Programming Not CompletedAngel Julian HernandezNo ratings yet
- VCDS 19.6 EST Installing GuideDocument1 pageVCDS 19.6 EST Installing GuideAngel Julian HernandezNo ratings yet
- 5 Mantenimiento y OperaciónDocument40 pages5 Mantenimiento y OperaciónAngel Julian HernandezNo ratings yet
- Sistemul SIMOS 3 4 Motor ALZ PDFDocument37 pagesSistemul SIMOS 3 4 Motor ALZ PDFAngel Julian HernandezNo ratings yet
- 2 Descripción Motores ReciprocosDocument53 pages2 Descripción Motores ReciprocosAngel Julian HernandezNo ratings yet
- 2.-Aeroday 2011 2B3 PDFDocument17 pages2.-Aeroday 2011 2B3 PDFAngel Julian HernandezNo ratings yet
- CTS FitterDocument37 pagesCTS Fitterrajum465100% (1)
- Selections in Present Economy: Problem Set: MethodDocument4 pagesSelections in Present Economy: Problem Set: MethodAlvaro LaureanoNo ratings yet
- 150cc ULTIMATE 20-300 Arf-Qb: Assembly ManualDocument82 pages150cc ULTIMATE 20-300 Arf-Qb: Assembly Manualmohamed sidky100% (2)
- A Report On Energy Efficient RefrigerationDocument42 pagesA Report On Energy Efficient RefrigerationNikhilesh KadukarNo ratings yet
- Drill PressDocument3 pagesDrill PressKhairuleIdhamNo ratings yet
- Fresadora B40pte B40e 2 PDFDocument70 pagesFresadora B40pte B40e 2 PDFRaul Alanoca ColqueNo ratings yet
- RS-540RH/SH: Output: 5.0W 90W (Approx)Document1 pageRS-540RH/SH: Output: 5.0W 90W (Approx)Onur GençoğluNo ratings yet
- CENERG RR Bit Catalogue FinalDocument12 pagesCENERG RR Bit Catalogue FinalRAJIV GandhiNo ratings yet
- Manual - AR2 Robot Arm AssemblyDocument68 pagesManual - AR2 Robot Arm AssemblyDreyer1416100% (1)
- 244 HyGain Quad AntennaDocument21 pages244 HyGain Quad AntennaJorge AguilarNo ratings yet
- GKI Cutting Tool Catalog MKT-173-Rev 2-13Document28 pagesGKI Cutting Tool Catalog MKT-173-Rev 2-13RachmatRyfaldiPartINo ratings yet
- Materials & Tools Used in Electrical RepairsDocument5 pagesMaterials & Tools Used in Electrical RepairsVinCENtNo ratings yet
- Інструкція по OTSDocument30 pagesІнструкція по OTSSVIATOSLAVNo ratings yet
- Stryker VariAx Foot Locking Plate System PDFDocument28 pagesStryker VariAx Foot Locking Plate System PDFJacob DoughertyNo ratings yet
- ERBA Katalog - 2010 - EnglischDocument120 pagesERBA Katalog - 2010 - EnglischCotoranu CiprianNo ratings yet
- TBMT Assembly Guide Rev01Document126 pagesTBMT Assembly Guide Rev01Juan Valle LunaNo ratings yet
- Lift ManualDocument24 pagesLift Manualnaik_shreyNo ratings yet
- CS 1000Document2 pagesCS 1000Villa Lau67% (3)
- Understanding Api 4f StructuresDocument16 pagesUnderstanding Api 4f StructuresGordan KanižajNo ratings yet
- SS A25 Manual Operating Procedure PDFDocument11 pagesSS A25 Manual Operating Procedure PDFshri mayuramNo ratings yet
- D E F Op InstDocument85 pagesD E F Op Instwilber100% (2)
- BUMA RCD IntroductionDocument17 pagesBUMA RCD Introductionmevice63100% (1)
- WoodsDocument35 pagesWoodsGlen Michael WongNo ratings yet
- EG8145V5 Quick Start 01 (R20C00)Document16 pagesEG8145V5 Quick Start 01 (R20C00)cj cjNo ratings yet
- Joystick de Taladro ElectrónicoDocument86 pagesJoystick de Taladro ElectrónicoYosmell Fritzan Paz UrbizagasteguiNo ratings yet
- SCHOONER AmericaDocument32 pagesSCHOONER Americajose_rea_10100% (1)
- Elephant Lifting Catalog v48Document80 pagesElephant Lifting Catalog v48dsnsarmaNo ratings yet
- Us4332272 PDFDocument7 pagesUs4332272 PDFagung wijayaNo ratings yet
- Drilling ProcessDocument15 pagesDrilling ProcessAl Fredo95% (21)
- Boomer E3 C - 18 - 9851 2472 01bDocument4 pagesBoomer E3 C - 18 - 9851 2472 01bPablo Luis Pérez PostigoNo ratings yet