You might also like
- Hard Facing 1521123053ewac - HF - 004Document1 pageHard Facing 1521123053ewac - HF - 004Hodaifah Abdulfattah AbabnehNo ratings yet
- Abratec 6710 XHD: WeldingDocument2 pagesAbratec 6710 XHD: WeldingAravind rajNo ratings yet
- Cpem 021Document1 pageCpem 021Siva KumarNo ratings yet
- PyroCarb 077Document1 pagePyroCarb 077Rana RandhirNo ratings yet
- Hardfacing - Catalog H-650Document1 pageHardfacing - Catalog H-650Takul ThongyooNo ratings yet
- Duplex Stainless Steel EN 1.4460 MAXIVAL®Document2 pagesDuplex Stainless Steel EN 1.4460 MAXIVAL®guruhNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- Ewac CP HFD 010: Repair and Build-Up of Drop Forging Tools and Damaged ProfilesDocument1 pageEwac CP HFD 010: Repair and Build-Up of Drop Forging Tools and Damaged ProfilesK NarendarNo ratings yet
- Teromatec Eo 8355: Description Procedure of UseDocument1 pageTeromatec Eo 8355: Description Procedure of UseAravind rajNo ratings yet
- Xuper 660 NHDocument1 pageXuper 660 NHAjaykumar PundNo ratings yet
- Xuper 680 CGSDocument1 pageXuper 680 CGSArbind RajrishiNo ratings yet
- Ceweld Catalogue 8-4-2016 enDocument48 pagesCeweld Catalogue 8-4-2016 enAzize AmrouneNo ratings yet
- LH 104Document1 pageLH 104Sandeep gangulyNo ratings yet
- Utp Dur 600Document1 pageUtp Dur 600Bala KrishnanNo ratings yet
- AbraTec 6715Document2 pagesAbraTec 6715Luis MoriNo ratings yet
- TDS 351do enDocument1 pageTDS 351do enMumkoNo ratings yet
- Hard - Facing Welding - Electrodes PDFDocument3 pagesHard - Facing Welding - Electrodes PDFreeet87No ratings yet
- High Alloyed Flux Core Wire For Welding Dissimilar Steels and Unknown SteelsDocument1 pageHigh Alloyed Flux Core Wire For Welding Dissimilar Steels and Unknown SteelsNapoleon DasNo ratings yet
- Page - 8Document1 pagePage - 8Bharat KumaneNo ratings yet
- LH 106Document1 pageLH 106Sandeep gangulyNo ratings yet
- EN1.4462-0509 Original EngDocument2 pagesEN1.4462-0509 Original Eng4455jappNo ratings yet
- LH 720Document1 pageLH 720Chetan.dNo ratings yet
- Welding WireDocument20 pagesWelding WirefoxmancementNo ratings yet
- Certilas CW CAT EN PDFDocument44 pagesCertilas CW CAT EN PDFwindsurferke007No ratings yet
- Kobel Hard EdgeDocument1 pageKobel Hard EdgeBHARAT KNo ratings yet
- Hard Facing Welding ElectrodesDocument3 pagesHard Facing Welding ElectrodesValli RajuNo ratings yet
- Martensitic-Austenitic Stainless Steel EN 1.4418, QT 900Document2 pagesMartensitic-Austenitic Stainless Steel EN 1.4418, QT 900LebasNo ratings yet
- UTP 655 32 SpecSheetDocument1 pageUTP 655 32 SpecSheetFadi HasnNo ratings yet
- Utp 63Document1 pageUtp 63brayanNo ratings yet
- GMAW Welding ParametersDocument32 pagesGMAW Welding Parametersnarutothunderjet216No ratings yet
- 2-Ewac o 521Document1 page2-Ewac o 521Napoleon DasNo ratings yet
- Xuper 646 XHDDocument2 pagesXuper 646 XHDJuan LondonoNo ratings yet
- EAS Wire BrochureDocument8 pagesEAS Wire BrochureSimelemon TolomeoNo ratings yet
- EutecTrode 3055Document2 pagesEutecTrode 3055asmaa aliNo ratings yet
- Chromcarb N6006: WeldingDocument2 pagesChromcarb N6006: WeldingCasa de Adoración ConcepciónNo ratings yet
- Böhler Foxa7 Fox A 7Cn: DescriptionDocument1 pageBöhler Foxa7 Fox A 7Cn: Description2003vinayNo ratings yet
- EutecDur N 6070Document2 pagesEutecDur N 6070shadabkhan5557No ratings yet
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- Recubrimiento Metalico en Turbinas FrancisDocument2 pagesRecubrimiento Metalico en Turbinas FrancisearizabalNo ratings yet
- CAVSMA1Document2 pagesCAVSMA1Bill MurrayNo ratings yet
- Welding Manual For SP ElectrodeDocument72 pagesWelding Manual For SP Electrodehim123verNo ratings yet
- 34-NanoCarb 110Document1 page34-NanoCarb 110Napoleon DasNo ratings yet
- PERMA E-622 ElectrodeDocument1 pagePERMA E-622 Electrodepedromiguel20No ratings yet
- Power Plant GuideDocument5 pagesPower Plant GuideDIBYENDU MONDALNo ratings yet
- EnDOtec 310Document2 pagesEnDOtec 310EdwinNo ratings yet
- CERTILAS EN Edition2023 317Document1 pageCERTILAS EN Edition2023 317Alireza KhodabandehNo ratings yet
- Stick Welding EngDocument6 pagesStick Welding EngWilmer Ramírez MerejildoNo ratings yet
- Category SMAW Stick Electrodes Type Applications: WC Cr3C2 Fe NBDocument1 pageCategory SMAW Stick Electrodes Type Applications: WC Cr3C2 Fe NBmohamedNo ratings yet
- Page - 6Document1 pagePage - 6Bharat KumaneNo ratings yet
- TDSWE 7018 Electrode TSDocument2 pagesTDSWE 7018 Electrode TSKhaled A MarashliNo ratings yet
- EutecTrode Manual Metal Arc Electrodes PDFDocument12 pagesEutecTrode Manual Metal Arc Electrodes PDFswapneel_kulkarniNo ratings yet
- TDS Hardcarb 60 (#ETT - EN - 20.1)Document2 pagesTDS Hardcarb 60 (#ETT - EN - 20.1)Jimit ShahNo ratings yet
- Abratec 6710 XHD: Multi-Carbide Hardfacing ElectrodeDocument2 pagesAbratec 6710 XHD: Multi-Carbide Hardfacing ElectrodeCasa de Adoración ConcepciónNo ratings yet
- WC 6000Document3 pagesWC 6000Sameer KhanNo ratings yet
- Utp 84 FNDocument1 pageUtp 84 FNdurandm10No ratings yet
- 22si Sell SheetDocument1 page22si Sell SheetLuis Carlos MayorgaNo ratings yet
- Utp 75Document1 pageUtp 75mohamedNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelCarlos PadillaNo ratings yet
- En 1 4305 - 1408 Valbruna Nordic EnglishDocument2 pagesEn 1 4305 - 1408 Valbruna Nordic EnglishDule JovanovicNo ratings yet
- Hydraulic Roller Press - HRP PDFDocument12 pagesHydraulic Roller Press - HRP PDFGyanaranjan20110% (1)
- Butt Press Crusher SegmentDocument1 pageButt Press Crusher SegmentGyanaranjan2011No ratings yet
- StainTrode DDocument2 pagesStainTrode DGyanaranjan2011No ratings yet
- Diffusaloy 910Document1 pageDiffusaloy 910Gyanaranjan2011No ratings yet
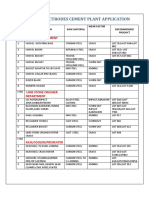
- Lotherme Electrodes Cement Plant Application: Mining DepartmentDocument2 pagesLotherme Electrodes Cement Plant Application: Mining DepartmentGyanaranjan2011No ratings yet
- D&H Secheron in Cement ApplicationDocument1 pageD&H Secheron in Cement ApplicationGyanaranjan2011No ratings yet
- Lotherme Electrodes Cement Plant Application: Mining DepartmentDocument2 pagesLotherme Electrodes Cement Plant Application: Mining DepartmentGyanaranjan2011No ratings yet
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Did Your Can of Soda Kill A Whale? Water Pollution for Kids | Children's Environment BooksFrom EverandDid Your Can of Soda Kill A Whale? Water Pollution for Kids | Children's Environment BooksNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- The People's Agents and the Battle to Protect the American Public: Special Interests, Government, and Threats to Health, Safety, and the EnvironmentFrom EverandThe People's Agents and the Battle to Protect the American Public: Special Interests, Government, and Threats to Health, Safety, and the EnvironmentNo ratings yet
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet