You might also like
- Work Measurement and Time StudyDocument43 pagesWork Measurement and Time StudyYouth Cricket2017100% (1)
- 5 Direct Time StudyDocument22 pages5 Direct Time StudyOwl BezariusNo ratings yet
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- 2476748Document120 pages2476748mehmoodNo ratings yet
- Assignment # 02 (Solution)Document4 pagesAssignment # 02 (Solution)shoaib1993No ratings yet
- Time and Motion Study: Rebecca Johnston Operations Management Dr. FosterDocument18 pagesTime and Motion Study: Rebecca Johnston Operations Management Dr. FosterAnushree BhattacharyaNo ratings yet
- Ch13-Direct Time StudyDocument22 pagesCh13-Direct Time StudysaidNo ratings yet
- Work Measurement 3Document16 pagesWork Measurement 3Miguel HernandezNo ratings yet
- Work MeasurementDocument7 pagesWork Measurementrichard TanNo ratings yet
- Time Study: Avg. Observed Time (Or Actual Time (AT) )Document8 pagesTime Study: Avg. Observed Time (Or Actual Time (AT) )Musa Can ArslanNo ratings yet
- TOPIC 5 WORK SAMPLING ANALYSISDocument25 pagesTOPIC 5 WORK SAMPLING ANALYSISProph Timothy TsaaganeNo ratings yet
- Sheet 3 Charting and Diagram Chapter 9Document12 pagesSheet 3 Charting and Diagram Chapter 9AhmedAhmed100% (2)
- Assembly Line Balancing Techniques and CalculationsDocument42 pagesAssembly Line Balancing Techniques and CalculationsLuis ValensNo ratings yet
- How to Plan Capacity NeedsDocument16 pagesHow to Plan Capacity NeedsAnadi Ranjan100% (1)
- 3.1 Work Measurement - Time Study - W4Document28 pages3.1 Work Measurement - Time Study - W4Saiful Azrie100% (1)
- Improve productivity by combining operationsDocument13 pagesImprove productivity by combining operationscertifiq8213No ratings yet
- Predetermined Time StudyDocument5 pagesPredetermined Time StudyJerome BayocbocNo ratings yet
- Time Study of A Furniture Industry A Case StudyDocument5 pagesTime Study of A Furniture Industry A Case StudyKhalfi PipinNo ratings yet
- Welcome To The Course: Work StudyDocument81 pagesWelcome To The Course: Work StudyAnantbhushan NavelkarNo ratings yet
- Lecture-03 Organization of Maintenance ForceDocument34 pagesLecture-03 Organization of Maintenance ForceMohammad ShafiNo ratings yet
- 1 Methods Standards and Work DesignDocument19 pages1 Methods Standards and Work Designswvo0% (2)
- Ch18 TrainingDocument56 pagesCh18 TrainingdaNo ratings yet
- 53B Intro To TPM Six Big LossesDocument32 pages53B Intro To TPM Six Big Lossesechsan dwi nugrohoNo ratings yet
- Work Measurement Practice ProblemsDocument3 pagesWork Measurement Practice Problemspremendra maniNo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- Work SamplingDocument36 pagesWork SamplingAakashMehtaNo ratings yet
- 3021 - 07 Predetermined Time SystemsDocument37 pages3021 - 07 Predetermined Time Systemssunilkjain6105100% (1)
- How Work Sampling Determines Time StandardsDocument25 pagesHow Work Sampling Determines Time StandardsassaNo ratings yet
- Theories of FailureDocument77 pagesTheories of FailureAnonymous 6HADGUEXDNo ratings yet
- Time Study Revised 2018Document21 pagesTime Study Revised 2018Shishir Kumar100% (1)
- Understanding OEE and TPM for Improved Machine EffectivenessDocument46 pagesUnderstanding OEE and TPM for Improved Machine EffectivenessJanan ArrosyadiNo ratings yet
- ISYE 3450 Homework 1Document2 pagesISYE 3450 Homework 1Brandon HarrisNo ratings yet
- Of Work To Be Done by An Operator in A Given Time Under Specified Conditions at The Defined Level of Performance. Requirement. Each WorkerDocument13 pagesOf Work To Be Done by An Operator in A Given Time Under Specified Conditions at The Defined Level of Performance. Requirement. Each WorkerDeepu lumarNo ratings yet
- Statistical Process Control: Samir MistryDocument26 pagesStatistical Process Control: Samir Mistrypankajschaudhary7588No ratings yet
- Notes in Method StudyDocument3 pagesNotes in Method StudyKathrine Kate CadiangNo ratings yet
- Time Studies TrainingDocument28 pagesTime Studies TrainingAhmed AliNo ratings yet
- Activity Relationship Chart (REL Chart)Document22 pagesActivity Relationship Chart (REL Chart)Deb Tampubolon100% (1)
- WORK STUDY METHODS AND TECHNIQUESDocument17 pagesWORK STUDY METHODS AND TECHNIQUESDotecho Jzo EyNo ratings yet
- ACTIVITY AND PROCESS CHARTSDocument23 pagesACTIVITY AND PROCESS CHARTSKübra AkNo ratings yet
- SchedulingDocument20 pagesSchedulingShivansh SainiNo ratings yet
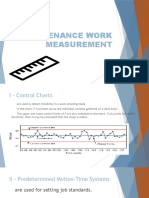
- Maintenance Work MeasurementDocument10 pagesMaintenance Work MeasurementZwitsal Roslinda AuditorNo ratings yet
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocument20 pagesLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000No ratings yet
- Chapter 2 Problem Solving ToolsDocument67 pagesChapter 2 Problem Solving ToolsDebrina PuspitariniNo ratings yet
- Chapter 4 Manual Assembly LinesDocument49 pagesChapter 4 Manual Assembly LinesRohit WadhwaniNo ratings yet
- Unit Ii: Process PlanningDocument17 pagesUnit Ii: Process PlanningVijaya Prabhu KumarasamyNo ratings yet
- SPC Practice Solutions PDFDocument4 pagesSPC Practice Solutions PDFHidayathulla Khan100% (1)
- Improve Work Efficiency with Work MeasurementDocument161 pagesImprove Work Efficiency with Work MeasurementMANASNo ratings yet
- Pillar 7 Office TPMDocument9 pagesPillar 7 Office TPMapumu sexbombyaNo ratings yet
- 6 Ergonomics, Works Study - Method, Motion and Time Study POM Hand Out 6Document19 pages6 Ergonomics, Works Study - Method, Motion and Time Study POM Hand Out 6Sivakumar Vedachalam100% (1)
- Practice QuestionsDocument16 pagesPractice Questionspammy313No ratings yet
- Chapter 8Document4 pagesChapter 8Min ZenNo ratings yet
- Unit - III Research DesignDocument141 pagesUnit - III Research DesignAnonymous iCpipshbNo ratings yet
- Analysis of Transfer Line Performance and ReliabilityDocument14 pagesAnalysis of Transfer Line Performance and ReliabilitySravanth KondetiNo ratings yet
- Design For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramDocument67 pagesDesign For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramKeerthi SagarNo ratings yet
- Industrial Engineering Lab ManualDocument47 pagesIndustrial Engineering Lab ManualAkhil sharma100% (1)
- Just in TimeDocument29 pagesJust in Timejobij3No ratings yet
- Chapter 6 - Time StudyDocument32 pagesChapter 6 - Time StudyWa maanNo ratings yet
- Work StudyDocument20 pagesWork StudySyeda Samia SultanaNo ratings yet
- Chapter 13Document24 pagesChapter 13assaNo ratings yet
- Work Measurement Techniques ExplainedDocument30 pagesWork Measurement Techniques ExplainedKanupriya ChaturvediNo ratings yet
- University of Waterloo Thesis RepositoryDocument5 pagesUniversity of Waterloo Thesis Repositoryafknkzkkb100% (2)
- Fine Art Estate - 2017 CatalogDocument386 pagesFine Art Estate - 2017 CatalogWeygers FoundationNo ratings yet
- Base Rate Percentage + Ratio and ProportionDocument15 pagesBase Rate Percentage + Ratio and Proportionrommel legaspiNo ratings yet
- Pega Intelligent BPM The Next Wave For Customer Centric Business Applicationskhoshafian11 140809041228 Phpapp02 PDFDocument215 pagesPega Intelligent BPM The Next Wave For Customer Centric Business Applicationskhoshafian11 140809041228 Phpapp02 PDFFred Marcus100% (1)
- M.2 - R-Value References - Learn C++Document18 pagesM.2 - R-Value References - Learn C++njb25bcnqfNo ratings yet
- 3rd Periodical Exam Math 9Document1 page3rd Periodical Exam Math 9DhangManongas-LlaboreVete100% (2)
- Oet Reading Part A Additional - GlucomaDocument8 pagesOet Reading Part A Additional - Glucomaafacean25% (8)
- Don Honorio Ventura State UniversityDocument3 pagesDon Honorio Ventura State UniversityLandayan Princess EuniceNo ratings yet
- Kepler's Celestial MusicDocument24 pagesKepler's Celestial Musicfranciscoacfreitas100% (1)
- Chords Legacy Part2 YouCallMeBeautifulDocument1 pageChords Legacy Part2 YouCallMeBeautifulDayra GonzálezNo ratings yet
- Lo Visual en YourcenarDocument272 pagesLo Visual en YourcenarJosé Ignacio Herrera LamasNo ratings yet
- Ali Hassan HashmiDocument4 pagesAli Hassan HashmiKhurram AliNo ratings yet
- Digital Image Processing: Relationships of PixelDocument49 pagesDigital Image Processing: Relationships of PixelAiNo ratings yet
- Talent Is Overrated-Summary PDFDocument9 pagesTalent Is Overrated-Summary PDFCarlos Washington Mercado100% (1)
- Gestalt Principles 1Document56 pagesGestalt Principles 1Moiz AhmadNo ratings yet
- Pre Crane Lift ChecklistDocument1 pagePre Crane Lift Checklistg665013No ratings yet
- Clipping (Advanced Grammar)Document3 pagesClipping (Advanced Grammar)Adriana MarcosNo ratings yet
- Sorting Lesson PlanDocument4 pagesSorting Lesson PlanStasha DuttNo ratings yet
- Kurdonia Structural Design ReportDocument341 pagesKurdonia Structural Design ReportAnonymous nQ9RqmNo ratings yet
- Fundamentals of Criminal Investigation: Sp03 Signabon A. Songday Chief, Inspectorate & Legal Affairs SectionDocument51 pagesFundamentals of Criminal Investigation: Sp03 Signabon A. Songday Chief, Inspectorate & Legal Affairs SectionLorene bbyNo ratings yet
- A Review of the Literature on Job Stress and its Impact on Public and Private Sector Employees (39 charactersDocument13 pagesA Review of the Literature on Job Stress and its Impact on Public and Private Sector Employees (39 charactersNeethu DilverNo ratings yet
- Binomial Dist From HL WSDocument3 pagesBinomial Dist From HL WSL Diego Paredes EscolanNo ratings yet
- Assalamualaikum: Restu Kamila Dewi Agasty, S.PD., GRDocument19 pagesAssalamualaikum: Restu Kamila Dewi Agasty, S.PD., GRridwanNo ratings yet
- Pem735 D00084 D XxenDocument6 pagesPem735 D00084 D XxenYigit SarıkayaNo ratings yet
- Quadcopter Math Model (Amazing)Document26 pagesQuadcopter Math Model (Amazing)Joseph Oberholtzer83% (6)
- Lab Manual: CSC-216 (L8) - Data StructuresDocument7 pagesLab Manual: CSC-216 (L8) - Data StructuresAbid KhanNo ratings yet
- St. Mary'S University School of Graduate Studies: OCTOBER 2013, Addis Ababa, EthiopiaDocument88 pagesSt. Mary'S University School of Graduate Studies: OCTOBER 2013, Addis Ababa, EthiopiaRachel HaileNo ratings yet
- Physical Education Curriculum MapDocument20 pagesPhysical Education Curriculum MapdyonaraNo ratings yet
- 148 Lalgarh Colony, Dum Dum, Kolkata-74 Near Lalgarh Primary School Saraswati Apt. Ground FLOOR - 700074Document14 pages148 Lalgarh Colony, Dum Dum, Kolkata-74 Near Lalgarh Primary School Saraswati Apt. Ground FLOOR - 700074arkaprava paulNo ratings yet