You might also like
- SERV1 01E SystemFamilyDocument44 pagesSERV1 01E SystemFamilynyamai20008234No ratings yet
- SCE en 030-010 R1209 Block TypesDocument37 pagesSCE en 030-010 R1209 Block TypesYoga AdiNo ratings yet
- PRO1 09E Introduction HMIDocument24 pagesPRO1 09E Introduction HMILộc QuangNo ratings yet
- PRO1 02E TrainingUnits and AddressingDocument33 pagesPRO1 02E TrainingUnits and AddressingING. OSCAR PACHECONo ratings yet
- 06 - Hmi Panels and Profibus DPDocument23 pages06 - Hmi Panels and Profibus DPIsai AnguianoNo ratings yet
- Simatic Hmi Wincc V7.0 Sp1 Setting Up A Message SystemDocument108 pagesSimatic Hmi Wincc V7.0 Sp1 Setting Up A Message SystemMalcolm RynneNo ratings yet
- SERV2 03E Data BlocksDocument15 pagesSERV2 03E Data BlocksMarinel Moraru0% (1)
- S7 Automation SolutionsDocument25 pagesS7 Automation SolutionsNeagoe CristianNo ratings yet
- PRO1 02E Training UnitsDocument11 pagesPRO1 02E Training UnitsLộc QuangNo ratings yet
- SERV1 17E TrainingAndSupportDocument10 pagesSERV1 17E TrainingAndSupportHayashi JimenezNo ratings yet
- SERV1 04e SIMATICManagerDocument18 pagesSERV1 04e SIMATICManagerNeagoe CristianNo ratings yet
- Programming Steps and Transitions: Simatic S7Document21 pagesProgramming Steps and Transitions: Simatic S7Irfan GaniNo ratings yet
- 06 - 012-110 Specified Hardware Configuration With SIMATIC S7-1500 CPU 1512SP F-1-EnDocument71 pages06 - 012-110 Specified Hardware Configuration With SIMATIC S7-1500 CPU 1512SP F-1-EnJerryNo ratings yet
- SITRAIN-S5 Upload-Step by StepDocument12 pagesSITRAIN-S5 Upload-Step by StepJorge_Andril_5370No ratings yet
- SERV1 05E SymbolicDocument14 pagesSERV1 05E SymbolicAhmed KhairiNo ratings yet
- 16 Motor Syn0 SDocument55 pages16 Motor Syn0 SDaniel100% (1)
- Serv2 04e FC FBDocument27 pagesServ2 04e FC FBMarinel MoraruNo ratings yet
- Siemens S7-300 - 400 CP-343-1 Ethernet Connection GuideDocument5 pagesSiemens S7-300 - 400 CP-343-1 Ethernet Connection GuideSandeep YadavNo ratings yet
- WINCC FluxDocument21 pagesWINCC Fluxnabeel050100% (1)
- PRSERV - 05E - SW Commissioning and TroubleshootingDocument12 pagesPRSERV - 05E - SW Commissioning and TroubleshootingNeagoe CristianNo ratings yet
- WinCC Server Virtualization en PDFDocument91 pagesWinCC Server Virtualization en PDFGrant DouglasNo ratings yet
- PROJECT3 WinCCDocument17 pagesPROJECT3 WinCCilker_8422100% (1)
- Serv1 06e HW ComDocument16 pagesServ1 06e HW ComNeagoe CristianNo ratings yet
- PRO2 - 11E - Solution SuggestionsDocument61 pagesPRO2 - 11E - Solution SuggestionsmikeNo ratings yet
- Statement List InstructionsDocument50 pagesStatement List InstructionsMiladShahabiNo ratings yet
- PRO1 13E Organzation BlocksDocument14 pagesPRO1 13E Organzation BlocksLộc QuangNo ratings yet
- Analog Value Processing: High LevelDocument16 pagesAnalog Value Processing: High LevelMinh Chấp HuỳnhNo ratings yet
- PRO1 - 18E - What's Next PDFDocument6 pagesPRO1 - 18E - What's Next PDFLộc QuangNo ratings yet
- SERV2 01E Training UnitsDocument10 pagesSERV2 01E Training UnitsMarinel MoraruNo ratings yet
- PRO2 06E FC FB MultiInstancesDocument16 pagesPRO2 06E FC FB MultiInstancesJUAN ALVAREZNo ratings yet
- Digital Operations: CMP IDocument34 pagesDigital Operations: CMP INeagoe CristianNo ratings yet
- Rewiring A User Program: Simatic S7Document16 pagesRewiring A User Program: Simatic S7Neagoe CristianNo ratings yet
- Modicon PremiumDocument459 pagesModicon Premiumsalmo83:18No ratings yet
- TIA Portal S7 1200 1500 Programming Guideline v12 PDFDocument74 pagesTIA Portal S7 1200 1500 Programming Guideline v12 PDFspirea_mihai50% (2)
- Dffa b10333 00 7600Document8 pagesDffa b10333 00 7600BlAdE 12No ratings yet
- Documenting, Saving, Archiving: Simatic S7Document22 pagesDocumenting, Saving, Archiving: Simatic S7Neagoe CristianNo ratings yet
- PRO1 02E Training UnitsDocument10 pagesPRO1 02E Training UnitsMarinel MoraruNo ratings yet
- 663Document9 pages663Ali Padaryam100% (1)
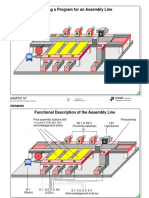
- Creating an Assembly Line ProgramDocument24 pagesCreating an Assembly Line ProgramNeagoe CristianNo ratings yet
- BR IE Switches enDocument26 pagesBR IE Switches enHugo Patricio Roco CastroNo ratings yet
- Simatic-Advancedpdf PDFDocument268 pagesSimatic-Advancedpdf PDFDenisNo ratings yet
- Serv2 02e HW Sw-CommDocument32 pagesServ2 02e HW Sw-CommMarinel Moraru50% (2)
- Programming With The SEND/RECEIVE Interface: Simatic NetDocument26 pagesProgramming With The SEND/RECEIVE Interface: Simatic NetMazarel AurelNo ratings yet
- SCE - EN - 051-300 PID Control S7-1200 - R1709Document50 pagesSCE - EN - 051-300 PID Control S7-1200 - R1709Nguyễn Duy ThànhNo ratings yet
- 1day Plc2013 06 TIA STEP 7 BasicDocument16 pages1day Plc2013 06 TIA STEP 7 BasicasapNo ratings yet
- IK-TIAPN 02E Basics Industrial EthernetDocument70 pagesIK-TIAPN 02E Basics Industrial EthernetinvictaecventasNo ratings yet
- Sce - en - 052-201 SCL - S7-1500 - R1703Document37 pagesSce - en - 052-201 SCL - S7-1500 - R1703RafaelNo ratings yet
- Infoplc Net Sitrain04 Hardware ConfigurationDocument32 pagesInfoplc Net Sitrain04 Hardware ConfigurationBijoy RoyNo ratings yet
- Simatic Pcs 7 v8 0 SsDocument43 pagesSimatic Pcs 7 v8 0 SsArun GuptaNo ratings yet
- SCE Training Curriculum TIADocument57 pagesSCE Training Curriculum TIAZoran100% (1)
- Simatic HMI WinCC BasicsDocument120 pagesSimatic HMI WinCC BasicsArvind Kumar100% (1)
- 14.2 Apendix 05 Distributed IODocument56 pages14.2 Apendix 05 Distributed IOIsai AnguianoNo ratings yet
- SITRAIN Training For: Automation and Industrial SolutionsDocument41 pagesSITRAIN Training For: Automation and Industrial SolutionsIsmael Gracia100% (1)
- PCS 7 V70 PC Configuration and Authorization - 11 - 2006Document190 pagesPCS 7 V70 PC Configuration and Authorization - 11 - 2006HERRI MADJIDNo ratings yet
- Introduction to PROFIBUS DP and HMI Operator PanelDocument31 pagesIntroduction to PROFIBUS DP and HMI Operator Panelhaftu gideyNo ratings yet
- De Tia-Pro2 en 01 V130101Document390 pagesDe Tia-Pro2 en 01 V130101Ayub Anwar M-SalihNo ratings yet
- Tia Pro2Document389 pagesTia Pro2Emanuel100% (1)
- Imatic S7-300: The Universal PLC For System Solutions With Production Engineering As Focal PointDocument29 pagesImatic S7-300: The Universal PLC For System Solutions With Production Engineering As Focal Pointعبد الكريم ملوحNo ratings yet
- Micro1 03E TIA-Portal V13-IntroductionDocument34 pagesMicro1 03E TIA-Portal V13-IntroductionMiguelGonzalezNo ratings yet
- Industrial Flow Measurement PracticeDocument251 pagesIndustrial Flow Measurement Practicepneuma110No ratings yet
- Compressors PDFDocument44 pagesCompressors PDFAhmed Khairi100% (1)
- EHC Tubing Fittings and Air Piping Application and Maintenance GuideDocument108 pagesEHC Tubing Fittings and Air Piping Application and Maintenance GuideAhmed KhairiNo ratings yet
- Piping and Instrumentation DrawingsDocument204 pagesPiping and Instrumentation DrawingsIhasz100% (2)
- 6-Lock-Out Tag-OutDocument14 pages6-Lock-Out Tag-OutBechir OuhibiNo ratings yet
- Gas Turbines: An Introductory Guide To Gas Turbines For Chemical EngineersDocument23 pagesGas Turbines: An Introductory Guide To Gas Turbines For Chemical EngineersAhmed KhairiNo ratings yet
- Piping Isometric TutorialDocument45 pagesPiping Isometric Tutorialcepong89100% (1)
- ReviewofWearandGallingCharacteristicsofStainlessSteel 9006Document0 pagesReviewofWearandGallingCharacteristicsofStainlessSteel 9006fahreezNo ratings yet
- Nuclear Valve Sealing Load Test CriteriaDocument3 pagesNuclear Valve Sealing Load Test CriteriaAhmed KhairiNo ratings yet
- Expertise in Control Valve EngineeringDocument24 pagesExpertise in Control Valve EngineeringAhmed KhairiNo ratings yet
- Kalsi Engineering, Inc.: The Leading AOV/MOV Software..Document37 pagesKalsi Engineering, Inc.: The Leading AOV/MOV Software..Ahmed KhairiNo ratings yet
- Masoneilan Valvue: Instruction ManualDocument114 pagesMasoneilan Valvue: Instruction Manualvipinrai3481No ratings yet
- Handbook For Evaluating Critical Digital Equipment and SystemsDocument92 pagesHandbook For Evaluating Critical Digital Equipment and SystemsAhmed KhairiNo ratings yet
- ActuatorsDocument20 pagesActuatorsmohamedbadawyNo ratings yet
- Large Butterfly Valve Maintenance GuideDocument120 pagesLarge Butterfly Valve Maintenance GuideAhmed KhairiNo ratings yet
- Proces At020 - en PDocument34 pagesProces At020 - en PAhmed KhairiNo ratings yet
- Technical Bulletin: Valdisk TX3 Triple Offset Butterfly Control ValveDocument20 pagesTechnical Bulletin: Valdisk TX3 Triple Offset Butterfly Control ValveAhmed KhairiNo ratings yet
- Bridging The Gap Between HART Devices and IIOTDocument8 pagesBridging The Gap Between HART Devices and IIOTAhmed KhairiNo ratings yet
- 10 OXLER VW Scotch Yoke Actuator 2Document2 pages10 OXLER VW Scotch Yoke Actuator 2DachyiNo ratings yet
- Caged Control Plug Valves: Dependability in Critical ApplicationsDocument2 pagesCaged Control Plug Valves: Dependability in Critical ApplicationsAhmed KhairiNo ratings yet
- Calculation Header: Rtkcalc Powered by Conval® Version 2.0 (Build 2.0.2)Document3 pagesCalculation Header: Rtkcalc Powered by Conval® Version 2.0 (Build 2.0.2)Ahmed KhairiNo ratings yet
- The Basics of Throttling ValvesDocument56 pagesThe Basics of Throttling Valvesdanne_eNo ratings yet
- Nuclear Valve Sealing Load Test CriteriaDocument3 pagesNuclear Valve Sealing Load Test CriteriaAhmed KhairiNo ratings yet
- FC Mag - Characteristics and SizingDocument5 pagesFC Mag - Characteristics and SizingAhmed KhairiNo ratings yet
- Flowscanner BulletinDocument17 pagesFlowscanner BulletinJDavid NavaNo ratings yet
- Kalsi Engineering, Inc.: The Leading AOV/MOV Software..Document37 pagesKalsi Engineering, Inc.: The Leading AOV/MOV Software..Ahmed KhairiNo ratings yet
- Scotch Yoke or Rack-and-Pinion: Choosing the Best Pneumatic ActuatorDocument2 pagesScotch Yoke or Rack-and-Pinion: Choosing the Best Pneumatic ActuatorAhmed KhairiNo ratings yet
- ML17243A136Document5 pagesML17243A136Ahmed KhairiNo ratings yet
- Smart Positioner YT-3300/3301 SERIES: Product ManualDocument35 pagesSmart Positioner YT-3300/3301 SERIES: Product ManualAhmed KhairiNo ratings yet
- Do Control Valves Need To Shut Off? - Reprint VWA, Feb, 21Document1 pageDo Control Valves Need To Shut Off? - Reprint VWA, Feb, 21Ahmed KhairiNo ratings yet
- Engine Block Manufacturing ProcessDocument5 pagesEngine Block Manufacturing ProcessDavid U. AnyegwuNo ratings yet
- Exoskeletons For Human Power Augmentation - BLEEXDocument6 pagesExoskeletons For Human Power Augmentation - BLEEXevoshendorNo ratings yet
- DrawingsDocument5 pagesDrawingsAnton_Young_1962No ratings yet
- Sugar Plant Buyers Guide 2019Document60 pagesSugar Plant Buyers Guide 2019tsrinivasan5083No ratings yet
- Low Power Approximate Unsigned Multipliers With Configurable Error RecoveryDocument8 pagesLow Power Approximate Unsigned Multipliers With Configurable Error RecoveryKesav MuthukumarNo ratings yet
- Yuasa NP7 12Document19 pagesYuasa NP7 12atlantisrd2005No ratings yet
- Calculation of The Theoretical Weight of SteelsDocument2 pagesCalculation of The Theoretical Weight of SteelshorascanmanNo ratings yet
- Building With Earth in Nigeria: A Review of The Past and Present Efforts To Enhance Future Housing DevelopmentsDocument15 pagesBuilding With Earth in Nigeria: A Review of The Past and Present Efforts To Enhance Future Housing DevelopmentsSANI SULEIMANNo ratings yet
- How To Service Your RB25 Ignition SystemDocument9 pagesHow To Service Your RB25 Ignition SystemJameel KhanNo ratings yet
- FF Natops Mirage IIIDocument38 pagesFF Natops Mirage IIIgiuliva67100% (2)
- Wordvice - EDITOR SAMPLE TEST - 20200526 (Edited Samples)Document6 pagesWordvice - EDITOR SAMPLE TEST - 20200526 (Edited Samples)wenelyn pinoNo ratings yet
- Media Studies at AQADocument39 pagesMedia Studies at AQAAna-Maria Huluban0% (1)
- Cdcomplete PDFDocument164 pagesCdcomplete PDFMarian Placzek100% (2)
- Turbinemeter TurbineDocument11 pagesTurbinemeter TurbineMOSES EDWINNo ratings yet
- Heico LockDocument7 pagesHeico LockDoğan ArslanNo ratings yet
- GTM Unix Prog Manual 4.4Document605 pagesGTM Unix Prog Manual 4.4maxedroomNo ratings yet
- Sample Apdf User InputDocument21 pagesSample Apdf User InputginjackNo ratings yet
- Device Integration Cisco WLCDocument6 pagesDevice Integration Cisco WLCSpyman_pcNo ratings yet
- CV Tool and Die MakerDocument3 pagesCV Tool and Die MakerMohammed AseerNo ratings yet
- OmniBAS IDU Installation Ed4.0 enDocument120 pagesOmniBAS IDU Installation Ed4.0 enandy_krsk100% (1)
- Banana JuiceDocument33 pagesBanana JuiceDeepak Ola50% (2)
- Octans 3000 To RTS Gen5Document1 pageOctans 3000 To RTS Gen5Leandro Pereira delfinoNo ratings yet
- Cestas en TanquesDocument2 pagesCestas en Tanquesjose gregorioNo ratings yet
- Management Information System Rensi-VillaDocument3 pagesManagement Information System Rensi-VillaVilla SantikaNo ratings yet
- Experienced Java Developer ResumeDocument8 pagesExperienced Java Developer ResumeparitoshsoodNo ratings yet
- Katrine PHD ThesisDocument207 pagesKatrine PHD ThesiszewhiteNo ratings yet
- Promotion of Plastic Design For Steel and Composite Cross SectionsDocument628 pagesPromotion of Plastic Design For Steel and Composite Cross Sectionstyukgomba100% (3)
- Automated BoreWelders make bore welding easierDocument1 pageAutomated BoreWelders make bore welding easierGeovanny SanjuanNo ratings yet
- Root Cause Analysis: Maintenance Standard ReportDocument4 pagesRoot Cause Analysis: Maintenance Standard ReportShahNo ratings yet
- Controls: Instruction ManualDocument16 pagesControls: Instruction ManualOG100% (1)