You might also like
- Not NiceDocument634 pagesNot NiceDebanik Ghosh86% (22)
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocument48 pagesAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNo ratings yet
- Surface Finish ChartsDocument5 pagesSurface Finish ChartsagssugaNo ratings yet
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- New Microsoft Office Word DocumentDocument9 pagesNew Microsoft Office Word DocumentKhalid PerwezNo ratings yet
- Metrology Lab w2014Document15 pagesMetrology Lab w2014ObaidNo ratings yet
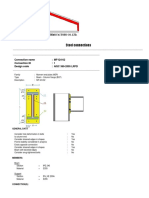
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocument12 pagesSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalNo ratings yet
- Calculate Weld Metal VolumeDocument7 pagesCalculate Weld Metal VolumeChris De La Torre0% (1)
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Fillet Weld Is Too LongDocument2 pagesFillet Weld Is Too Longgashung_luke9300No ratings yet
- Comma PracticeDocument3 pagesComma PracticeUPNhamNo ratings yet
- J910-DH02-P0ZEN-049002 - B - ITP For Fence and GateDocument12 pagesJ910-DH02-P0ZEN-049002 - B - ITP For Fence and GateAdrianus Hindradjaja100% (2)
- CatalogDocument32 pagesCatalogsaravanan_c1No ratings yet
- Determining Punch Problems: What The Slug Can Tell YouDocument4 pagesDetermining Punch Problems: What The Slug Can Tell YouAl Engg100% (1)
- Spot WeldingDocument37 pagesSpot WeldingSabhari Natarajan100% (1)
- Arc Welding Electrodes Powerpoint PPT PresentationDocument4 pagesArc Welding Electrodes Powerpoint PPT PresentationramuNo ratings yet
- Material Data Sheet: Casting Material: Stainless Steel CF8Document9 pagesMaterial Data Sheet: Casting Material: Stainless Steel CF8muraliNo ratings yet
- Semitub DesignDocument2 pagesSemitub DesignWero579No ratings yet
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNo ratings yet
- Basic Review CardDocument6 pagesBasic Review CardSheena LeavittNo ratings yet
- Cisco Press - Deploying Cisco VOIPDocument519 pagesCisco Press - Deploying Cisco VOIPAl BingawyNo ratings yet
- Von Mises CriterionDocument8 pagesVon Mises CriteriondamnagedNo ratings yet
- Lecture Slides On Metrology and Inspection - PPTDocument30 pagesLecture Slides On Metrology and Inspection - PPTDeb PradhanNo ratings yet
- Fracture Mechanics: Vanessa M. MartinezDocument27 pagesFracture Mechanics: Vanessa M. MartinezVanessa M. MartinezNo ratings yet
- StrengtheningDocument22 pagesStrengtheningeddickNo ratings yet
- A Project For Keyless Friction Locking AssembliesDocument5 pagesA Project For Keyless Friction Locking AssembliesDiego DalpiazNo ratings yet
- Mechanical Expressions TutorialsDocument26 pagesMechanical Expressions Tutorialsfiroz_d7331100% (1)
- Tungsten CarbideDocument47 pagesTungsten CarbideAmit DhekaleNo ratings yet
- Painting FoundamentalDocument40 pagesPainting FoundamentalMohamed Khalifa100% (2)
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BsrchougulaNo ratings yet
- Objectives Strategies Categories of Donors Priority Responsible Start Finish Tas K Mod e Duratio N Percent Complet eDocument1 pageObjectives Strategies Categories of Donors Priority Responsible Start Finish Tas K Mod e Duratio N Percent Complet eByamaka ObedNo ratings yet
- A574Document7 pagesA574KAROLNo ratings yet
- Engg - Drawing 1st Year LMDocument167 pagesEngg - Drawing 1st Year LMPRIYABRATA JENANo ratings yet
- VIOLI Straightening Brochure Low 012ukDocument4 pagesVIOLI Straightening Brochure Low 012ukirsalan_shahidNo ratings yet
- Welding SymbolsDocument78 pagesWelding Symbolsuttamtm100% (1)
- Metal Surface TreatmentDocument21 pagesMetal Surface TreatmentNilay SarafNo ratings yet
- Welding SymbolsDocument10 pagesWelding SymbolskvsagarNo ratings yet
- Catalago Pernos Stud PDFDocument2 pagesCatalago Pernos Stud PDFErick German Fuentes PollicardoNo ratings yet
- StraighteningDocument10 pagesStraighteningSimbu ArasanNo ratings yet
- L21 - SheetmetalDocument28 pagesL21 - SheetmetalAanand Rishabh DagaNo ratings yet
- Metallurgy App BriefingDocument134 pagesMetallurgy App BriefingVijaykumar H K100% (1)
- Fracture MechanicsDocument61 pagesFracture MechanicsMithun N GowdaNo ratings yet
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacNo ratings yet
- FSW AnalysisDocument35 pagesFSW AnalysisChinmay Dave100% (1)
- Summary FSWDocument26 pagesSummary FSWhazelmyaNo ratings yet
- Day-1 Lecture 1 Welding TechnologyDocument142 pagesDay-1 Lecture 1 Welding TechnologySamNo ratings yet
- Autodesk Inventor - Ifeatures and PunchesDocument11 pagesAutodesk Inventor - Ifeatures and PunchesNdianabasi UdonkangNo ratings yet
- Welding Eng Lab Guides PDFDocument6 pagesWelding Eng Lab Guides PDFimran hafizNo ratings yet
- Indian Institute of Technology, Delhi: Department of Mechanical EnggDocument0 pagesIndian Institute of Technology, Delhi: Department of Mechanical EnggGeorge KaridisNo ratings yet
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDocument9 pagesResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrNo ratings yet
- Material Specifications and Mechanical PropertiesDocument1 pageMaterial Specifications and Mechanical PropertiesSagarKBLNo ratings yet
- IC Scrum Project Management Gantt Chart Template 10578 Excel 2000 2004Document6 pagesIC Scrum Project Management Gantt Chart Template 10578 Excel 2000 2004Paulo MendesNo ratings yet
- Martensitic Stainless SteelsDocument8 pagesMartensitic Stainless SteelsAdilmar E. NatãnyNo ratings yet
- Stainless Steel - Grade 321 (UNS S32100)Document4 pagesStainless Steel - Grade 321 (UNS S32100)mp87_ingNo ratings yet
- WINSEM2022-23 MEE3502 ETH VL2022230500702 Reference Material I 11-01-2023 8 - TOLERANCE ANALYSIS 11-JAN 23Document54 pagesWINSEM2022-23 MEE3502 ETH VL2022230500702 Reference Material I 11-01-2023 8 - TOLERANCE ANALYSIS 11-JAN 23Hariharan SNo ratings yet
- N XD 3 2 1 XD XD XD: TurningDocument3 pagesN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoNo ratings yet
- Module 03 - Tolerances and AllowancesDocument9 pagesModule 03 - Tolerances and AllowancesNeil Joshua LerinNo ratings yet
- A33 Manual Acople WoochangDocument16 pagesA33 Manual Acople WoochangEduardoNo ratings yet
- How To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincDocument15 pagesHow To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincAndré BuysNo ratings yet
- Catalogextract pdf+16-17Document871 pagesCatalogextract pdf+16-17Mahmoud HosnyNo ratings yet
- Conflict Styles: Adapted From Thomas Kilmann ModelDocument2 pagesConflict Styles: Adapted From Thomas Kilmann ModelAliNo ratings yet
- Final Test No2 K 2fotoDocument5 pagesFinal Test No2 K 2fotoTrang NguyễnNo ratings yet
- Blaze AngleDocument5 pagesBlaze AngleArmando PicchiNo ratings yet
- UNYOUG Exadata NiemiecDocument178 pagesUNYOUG Exadata NiemiecasifanwNo ratings yet
- Assignment BriefDocument7 pagesAssignment BriefGeorgina HughesNo ratings yet
- Exporting Blender Models To ThreeJS and WebGLDocument5 pagesExporting Blender Models To ThreeJS and WebGLGerman BautistaNo ratings yet
- Orange Resume Template-WPS OfficeDocument2 pagesOrange Resume Template-WPS OfficeMaria Cristina GornezNo ratings yet
- CV - ModelDocument5 pagesCV - ModeldanzeluNo ratings yet
- GrandIDAPI RESTJSONDocument14 pagesGrandIDAPI RESTJSONrivaldoyuNo ratings yet
- Pharmacy CuriculumDocument3 pagesPharmacy CuriculumPrincess LampaNo ratings yet
- Brochure Movialsa Gasification Plant EnglishDocument0 pagesBrochure Movialsa Gasification Plant EnglishApri ApriyantoNo ratings yet
- Form One Record of WorkDocument8 pagesForm One Record of Workapi-266314454No ratings yet
- Catalog Suruburi Cu Bile SKFDocument52 pagesCatalog Suruburi Cu Bile SKFjo_rz_57No ratings yet
- STD IX-X NSEJS 2009 Test PaperDocument10 pagesSTD IX-X NSEJS 2009 Test PaperDr Mohan Savade75% (4)
- Addressing Household Food Insecurity Using The Household Food Insecurity Access Scale (HFIAS) in A Poor Rural Community in Sabah, MalaysiaDocument12 pagesAddressing Household Food Insecurity Using The Household Food Insecurity Access Scale (HFIAS) in A Poor Rural Community in Sabah, MalaysiainventionjournalsNo ratings yet
- Heads UP!!!: Section 3.1 Quadratic Functions and Their GraphsDocument32 pagesHeads UP!!!: Section 3.1 Quadratic Functions and Their GraphsGrothendieck Langlands ShtukasNo ratings yet
- Schiff CB Ce 11Document21 pagesSchiff CB Ce 11am_lunaticNo ratings yet
- Delphi and Microsoft OfficeDocument27 pagesDelphi and Microsoft Officerico-alves7216No ratings yet
- VT 400Document2 pagesVT 400darscribdNo ratings yet
- Harvard ReferencingDocument17 pagesHarvard ReferencingMikus CirulisNo ratings yet
- Listening: 1 Listen and Circle The Correct AnswersDocument2 pagesListening: 1 Listen and Circle The Correct AnswersFuat BayramovNo ratings yet
- Faq On PointersDocument56 pagesFaq On PointersLily SharmaNo ratings yet
- Calculating Magnification Worksheet AnswersDocument1 pageCalculating Magnification Worksheet AnswersMary Ann Maher100% (1)
- متعدد 2 ايجاد التوزيع الشرطي المحاضره 4 PDFDocument4 pagesمتعدد 2 ايجاد التوزيع الشرطي المحاضره 4 PDFMohammed AdelNo ratings yet
- 10-Effect of Chest Physical Therapy On Pediatrics Hospitalized With Pneumonia PDFDocument8 pages10-Effect of Chest Physical Therapy On Pediatrics Hospitalized With Pneumonia PDFandina100% (1)