You might also like
- Section I - Theory of Gas Turbines EnginesDocument8 pagesSection I - Theory of Gas Turbines EnginesYoshua GaloenkNo ratings yet
- Supermate Dc6 ManualDocument22 pagesSupermate Dc6 ManualRyan RiderNo ratings yet
- Wind Power Evolved: Knowledge Really Is PowerDocument2 pagesWind Power Evolved: Knowledge Really Is PowerAndresZotticoNo ratings yet
- 1029C1 PDFDocument29 pages1029C1 PDFAnonymous dPyHoLNo ratings yet
- Medibot Using NLP Seminar Report PDFDocument69 pagesMedibot Using NLP Seminar Report PDFDileep Nlk100% (1)
- Aircraft Maintenance Manual: Document Number: AS-AMM-01-000 Date of Issue: 22. 05. 2017Document842 pagesAircraft Maintenance Manual: Document Number: AS-AMM-01-000 Date of Issue: 22. 05. 2017Dion Satya GuntaraNo ratings yet
- Technology Technology: Gas Turbine ResearchDocument12 pagesTechnology Technology: Gas Turbine ResearchDR DONo ratings yet
- Aircraft Engines of The World Rolls-Royce MerlinDocument8 pagesAircraft Engines of The World Rolls-Royce Merlinpak75No ratings yet
- JMD000645 PDFDocument7 pagesJMD000645 PDFTadveer Singh HoraNo ratings yet
- A Comparison of Helicopter Main Rotor PDFDocument18 pagesA Comparison of Helicopter Main Rotor PDFMirkoD.InterbartoloNo ratings yet
- Jet ControlsDocument14 pagesJet ControlsJabez RichardsNo ratings yet
- Boeing 737 VS A 320Document1 pageBoeing 737 VS A 320JJNo ratings yet
- Winglets 01Document3 pagesWinglets 01Muthu KumarNo ratings yet
- James I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-6-10Document5 pagesJames I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-6-10Khemiri Houssem EddineNo ratings yet
- Energies: Preliminary Design of A Multi-Column TLP Foundation For A 5-MW Offshore Wind TurbineDocument18 pagesEnergies: Preliminary Design of A Multi-Column TLP Foundation For A 5-MW Offshore Wind TurbineIrvin AlbertoNo ratings yet
- Trends in Wind Turbine Generator SystemsDocument12 pagesTrends in Wind Turbine Generator SystemsKIREETINo ratings yet
- T1679en 0003 PDFDocument384 pagesT1679en 0003 PDFSidnei PereiraNo ratings yet
- ASSAG Cylkro (FACE) Gear Mounting InstructionsDocument6 pagesASSAG Cylkro (FACE) Gear Mounting InstructionscjdengateNo ratings yet
- Aspects of Aero-Engine Nacelle Drag-2018Document24 pagesAspects of Aero-Engine Nacelle Drag-2018Lam Trinh NguyenNo ratings yet
- Nasa TM 104316Document23 pagesNasa TM 104316friday24No ratings yet
- Helicopter Blade FEADocument4 pagesHelicopter Blade FEAAdityaRamkumar100% (1)
- Helicopter GearboxDocument9 pagesHelicopter GearboxlvrevathiNo ratings yet
- List of FiguresDocument27 pagesList of FiguresVimukthi RandenyNo ratings yet
- Lab 5 Almost Complete Full ReportDocument9 pagesLab 5 Almost Complete Full ReportMuhammad Taufiq YusofNo ratings yet
- An Ultra-High Bypass Ratio Turbofan Engine For The Future PDFDocument40 pagesAn Ultra-High Bypass Ratio Turbofan Engine For The Future PDFFranzAnzuresFroitzheimNo ratings yet
- High-Power Wind Energy Conversion Systems: State-of-the-Art and Emerging TechnologiesDocument4 pagesHigh-Power Wind Energy Conversion Systems: State-of-the-Art and Emerging TechnologiesGARENA GAMINGNo ratings yet
- Cam Design PDFDocument49 pagesCam Design PDFDaniel CampbellNo ratings yet
- ImportanciaAlineadoRootaBujeenManiobraInst PDFDocument18 pagesImportanciaAlineadoRootaBujeenManiobraInst PDFJavier Canosa IM FutureNo ratings yet
- Hexply 8552 DatasheetDocument6 pagesHexply 8552 DatasheetMuhammad KhyzerNo ratings yet
- Future Wind Projects of GujaratDocument51 pagesFuture Wind Projects of Gujaratbhargavram1987No ratings yet
- Performance of Double-Output Induction Generator For Wind Energy Conversion SystemsDocument7 pagesPerformance of Double-Output Induction Generator For Wind Energy Conversion SystemssudhakarcjNo ratings yet
- Boeing 737 6 700Document3 pagesBoeing 737 6 700Shankar SubramaniamNo ratings yet
- Barden Speciality Products Us en PDFDocument73 pagesBarden Speciality Products Us en PDFjjcadena2000No ratings yet
- Sun and Planet GearDocument9 pagesSun and Planet GeararifulseuNo ratings yet
- 747 767 Cabin InteriorDocument5 pages747 767 Cabin Interiordionisio emilio reyes jimenezNo ratings yet
- Energies: Technical Definition of The Tetraspar Demonstrator Floating Wind Turbine FoundationDocument11 pagesEnergies: Technical Definition of The Tetraspar Demonstrator Floating Wind Turbine FoundationMahmoudNo ratings yet
- Alexander Christie 6s10Document12 pagesAlexander Christie 6s10nanangtlNo ratings yet
- VDI3834 en PDFDocument1 pageVDI3834 en PDFgpromoNo ratings yet
- Dynamic Analysis of Gas Turbine EngineDocument10 pagesDynamic Analysis of Gas Turbine EngineKrish KrishnaNo ratings yet
- A Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismsDocument17 pagesA Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismskhelifiNo ratings yet
- Mbeya Institute of Science and Technology: Power Plants Lecture No 6 Diesel Engine Power PlantsDocument68 pagesMbeya Institute of Science and Technology: Power Plants Lecture No 6 Diesel Engine Power PlantsNyandaMadili MalashiNo ratings yet
- Turbofan Design For The Commercial AircraftDocument98 pagesTurbofan Design For The Commercial AircraftStnslvNo ratings yet
- Electric MachinesDocument19 pagesElectric MachinesSridhar TholasingamNo ratings yet
- Rolling Contact Fatigue Resistance of Hard Coatings On Bearing SteelsDocument24 pagesRolling Contact Fatigue Resistance of Hard Coatings On Bearing Steelsmans2014No ratings yet
- Mettler Bernard 2000 1Document25 pagesMettler Bernard 2000 1sanjesh100% (1)
- Estimating Vertical Drag On Helicopter Fuselage During HoveringDocument7 pagesEstimating Vertical Drag On Helicopter Fuselage During HoveringPeter IjaramendiNo ratings yet
- Sabreliner Na 265-70 Amm Na 265-80Document2,244 pagesSabreliner Na 265-70 Amm Na 265-80AVIATION TRAINING CENTER SC100% (1)
- Wind Energy SystemsDocument16 pagesWind Energy SystemsMônica BuenoNo ratings yet
- MSC Thesis Tom Stokkermans PDFDocument135 pagesMSC Thesis Tom Stokkermans PDFGerman ToledoNo ratings yet
- Eclipse Gearbox Wind TurbineDocument9 pagesEclipse Gearbox Wind TurbinePankaj KatreNo ratings yet
- Mil H 8775 PDFDocument15 pagesMil H 8775 PDFNANTHA KUMARNo ratings yet
- Design and Use of Epicyclic Gear SystemsDocument38 pagesDesign and Use of Epicyclic Gear SystemsamitkumarkarmakarNo ratings yet
- Ar97 2 1Document330 pagesAr97 2 1Schmetterling TraurigNo ratings yet
- A Methodology To Analyze Aircraft EngineDocument10 pagesA Methodology To Analyze Aircraft Engineanmol6237No ratings yet
- Design and Optimization of Planetary Gears - DriveConcepts GMBHDocument12 pagesDesign and Optimization of Planetary Gears - DriveConcepts GMBHmayar mimiNo ratings yet
- Optimizing Planetary Gears PDFDocument7 pagesOptimizing Planetary Gears PDFyildyusuf100% (1)
- 31 CR Mo V9Document12 pages31 CR Mo V9Jigar M. UpadhyayNo ratings yet
- Matecconf Eureca2020 03001Document13 pagesMatecconf Eureca2020 03001Putra JokoNo ratings yet
- Rotordynamic Design Optimization of A Steam Turbine Rotor Bearing SystemDocument72 pagesRotordynamic Design Optimization of A Steam Turbine Rotor Bearing SystemTarkan KaragozNo ratings yet
- Multidisciplinary Optimisation of A Turbine Disc in A Virtual Engine EnvironmentDocument8 pagesMultidisciplinary Optimisation of A Turbine Disc in A Virtual Engine EnvironmentParindra KusriantokoNo ratings yet
- 2 - Strengths and WeaknessesDocument3 pages2 - Strengths and WeaknessesApril Joy Lascuña100% (2)
- Hortatory Exposition Text: Group 1 Annisa Widhi Astuti Desti K. Ropa Yasmin A. Q YusufDocument8 pagesHortatory Exposition Text: Group 1 Annisa Widhi Astuti Desti K. Ropa Yasmin A. Q YusufMario KabosuNo ratings yet
- Country Nationality Country NationalityDocument2 pagesCountry Nationality Country NationalityCaty CobosNo ratings yet
- 21Document3 pages21JAHNELLA XYRINE PERITONo ratings yet
- Gods of The NecronomiconDocument1 pageGods of The Necronomiconxdarby100% (2)
- SOPs For Laboratory-1 PDFDocument178 pagesSOPs For Laboratory-1 PDFS M50% (2)
- Conversation With KrenekDocument10 pagesConversation With KrenekPencils of PromiseNo ratings yet
- PHD ThesisDocument282 pagesPHD ThesisDamean Samuel100% (1)
- Brute ForceDocument10 pagesBrute ForceRodrigo LampierNo ratings yet
- Desire Under The Doug FirsDocument14 pagesDesire Under The Doug FirsJohannes de SilentioNo ratings yet
- General Technologies Group LTD.: CASE 2.5Document9 pagesGeneral Technologies Group LTD.: CASE 2.5Hana Amalia VirantiNo ratings yet
- of Ice Berg Model PresentationDocument2 pagesof Ice Berg Model PresentationShilpa N. Lende100% (1)
- A Comparative AnalysisDocument33 pagesA Comparative AnalysisFaith Janica Q. ColosoNo ratings yet
- Long Quiz 1 Q2-Gen - Chem.Document2 pagesLong Quiz 1 Q2-Gen - Chem.Cherry TamboongNo ratings yet
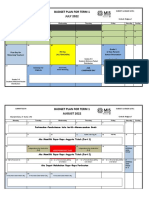
- Budget Plan Catholic 2022 Term 1 G. 1Document5 pagesBudget Plan Catholic 2022 Term 1 G. 1elisabeth sintyaNo ratings yet
- Lesson Plan: Veer Surendra Sai University of TechnologyDocument3 pagesLesson Plan: Veer Surendra Sai University of Technologysanthi saranyaNo ratings yet
- Narratology GenetteDocument14 pagesNarratology GenetteKania DspyntNo ratings yet
- The Roles of Fine Silica and Reactive Alumina and Their Interactions With Calcium Aluminates in Refractory CastablesDocument9 pagesThe Roles of Fine Silica and Reactive Alumina and Their Interactions With Calcium Aluminates in Refractory CastablesDick ManNo ratings yet
- 2.nature of ConflictDocument24 pages2.nature of ConflictJabrail AminNo ratings yet
- Bioquimica 3Document16 pagesBioquimica 3Via PetitNo ratings yet
- Methods For Collecting DataDocument17 pagesMethods For Collecting DataSunako ClaesNo ratings yet
- NRP 1Document12 pagesNRP 1syasyaNo ratings yet
- Exhibition of ThothDocument11 pagesExhibition of ThothAlex Voorhees75% (4)
- Post EvaluationDocument2 pagesPost Evaluationapi-548212167No ratings yet
- Nasogastric FeedingDocument2 pagesNasogastric FeedingShella LaguatanNo ratings yet
- Curriculum - Vitae: Career's ObjectiveDocument2 pagesCurriculum - Vitae: Career's Objectiverun torqNo ratings yet
- ArticalsesDocument3 pagesArticalsesskdkfNo ratings yet
- Engleski Jezik Za Trecu GodinuDocument16 pagesEngleski Jezik Za Trecu GodinuTijana PavlovicNo ratings yet
- State of Kerala v. Aysha LP SchoolDocument2 pagesState of Kerala v. Aysha LP SchoolSME 717No ratings yet