You might also like
- Bs en Iso 1461Document2 pagesBs en Iso 1461Anson Franklin0% (2)
- Iso 10684 PDFDocument27 pagesIso 10684 PDFsasenthil241464No ratings yet
- BS en Iso 2063-2-2017 - (2018-01-12 - 01-47-05 PM) PDFDocument48 pagesBS en Iso 2063-2-2017 - (2018-01-12 - 01-47-05 PM) PDFdiogo Fernandes100% (2)
- Iso 3549Document18 pagesIso 3549veraNo ratings yet
- BS en 10225-4 - 2019Document74 pagesBS en 10225-4 - 2019Артем Титов100% (1)
- Painting Istructions Accroding ISO 12944-5Document40 pagesPainting Istructions Accroding ISO 12944-5giulioiussich100% (5)
- 2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Document6 pages2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Dino NoNo ratings yet
- BS en ISO 1461-1999-Hot Dip Galvanized Coatings On Fabricated Iron and Steel ArtDocument16 pagesBS en ISO 1461-1999-Hot Dip Galvanized Coatings On Fabricated Iron and Steel ArtQuangKhải100% (4)
- BS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsDocument12 pagesBS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsMl Jain89% (18)
- BS en 10027-1-2016 PDFDocument36 pagesBS en 10027-1-2016 PDFAlexandru Ionuţ Pîrvan100% (1)
- En 10027-1-2005Document25 pagesEn 10027-1-2005Marius BodeaNo ratings yet
- Hot Dip Galvanized (ISO 9223)Document2 pagesHot Dip Galvanized (ISO 9223)Miguel QueirosNo ratings yet
- BS en 755 9 2008Document24 pagesBS en 755 9 2008Luis Sierra100% (1)
- ISO 8501-1 Surface TreatmentDocument79 pagesISO 8501-1 Surface Treatmenttorbenchr50% (2)
- ISO 7091 - 2000 (Anilhas C) DIN126Document6 pagesISO 7091 - 2000 (Anilhas C) DIN126Vera100% (2)
- Corrosion and Protection GuideDocument6 pagesCorrosion and Protection Guidexaekne100% (4)
- BS 07668-2016 PDFDocument26 pagesBS 07668-2016 PDFAsheque IqbalNo ratings yet
- En 10029 PDFDocument5 pagesEn 10029 PDFmanuela vilas boasNo ratings yet
- Black Bolts Screws and Nuts - : Specification ForDocument22 pagesBlack Bolts Screws and Nuts - : Specification FordoyenofcastleNo ratings yet
- 11.en 10025-2Document34 pages11.en 10025-2Akash GhuleNo ratings yet
- En 14399-6Document8 pagesEn 14399-6jrtestNo ratings yet
- Iso 10721 2 en PDFDocument11 pagesIso 10721 2 en PDFSHYAM SINGH50% (2)
- BS 7419 PDFDocument13 pagesBS 7419 PDFОлег СоловьевNo ratings yet
- Bs-En 10079 1993 PDFDocument36 pagesBs-En 10079 1993 PDFPacoNo ratings yet
- EN ISO 12944-3 - Corrosion Protection of Steel Structures PDFDocument19 pagesEN ISO 12944-3 - Corrosion Protection of Steel Structures PDFPavao Gos83% (6)
- En 15048 PPSDocument17 pagesEn 15048 PPSVera100% (1)
- GB-T 706-2008Document29 pagesGB-T 706-2008Daniel SherwinNo ratings yet
- BS en 1090-2 - 2008 and PD 6705-2 - 2010Document8 pagesBS en 1090-2 - 2008 and PD 6705-2 - 2010Yoshua YangNo ratings yet
- Eurocode 1993 2 PDFDocument2 pagesEurocode 1993 2 PDFRay0% (1)
- En 10219-1 PDFDocument39 pagesEn 10219-1 PDFASHISH100% (1)
- BS 4395 Part-1Document28 pagesBS 4395 Part-1kunjal_radiaNo ratings yet
- BS en 14399-5-2015Document14 pagesBS en 14399-5-2015WeldedSpliceNo ratings yet
- Din en Iso 12944 2 PDFDocument14 pagesDin en Iso 12944 2 PDFAnonymous gQyrTUHX38No ratings yet
- Neoprene-Concrete Friction Relationships For Seismic Assessment of Existing PDFDocument7 pagesNeoprene-Concrete Friction Relationships For Seismic Assessment of Existing PDFrasika nNo ratings yet
- BS en 10163-2-2004Document14 pagesBS en 10163-2-2004Jithu KareemNo ratings yet
- Technical Lamination SDocument4 pagesTechnical Lamination SirmakNo ratings yet
- Bs en 14399 Parts 1 To 8Document7 pagesBs en 14399 Parts 1 To 8ramonyk_003558100% (1)
- En 1090 - Norway Requirements and SpecificationsDocument76 pagesEn 1090 - Norway Requirements and SpecificationsVIJAYAKUMAR TNo ratings yet
- Iso 13918 2017 en PDFDocument11 pagesIso 13918 2017 en PDFSivakumar Gopal50% (2)
- MS Iso 683-17 - 2010 - Prev PDFDocument6 pagesMS Iso 683-17 - 2010 - Prev PDFtiffanyyy00No ratings yet
- 2010 enDocument12 pages2010 encristi_mt100% (2)
- Submerged Arc Welding ConsumablesDocument7 pagesSubmerged Arc Welding ConsumablesMuhammed SulfeekNo ratings yet
- EN10060 HotRolledParts DimensionaandTolerancesDocument12 pagesEN10060 HotRolledParts DimensionaandTolerancesEidrish ShaikhNo ratings yet
- Australian Standard: Metal Finishing-Preparation and Pretreatment of Surfaces Part 2: Power Tool CleaningDocument17 pagesAustralian Standard: Metal Finishing-Preparation and Pretreatment of Surfaces Part 2: Power Tool CleaninglearsiNo ratings yet
- Iso 1461-2022Document22 pagesIso 1461-2022Huipeng li100% (1)
- BS en 1011-8 - 2004 PDFDocument24 pagesBS en 1011-8 - 2004 PDFrezaNo ratings yet
- Long Barbed Tape Obstacles: Standard Specification ForDocument4 pagesLong Barbed Tape Obstacles: Standard Specification ForDarwin DarmawanNo ratings yet
- Guide To Protection Against Corrosion - InfosteelDocument8 pagesGuide To Protection Against Corrosion - InfosteelSanjeev34No ratings yet
- K.muhlberg Corrosion Protection For WindmillsDocument12 pagesK.muhlberg Corrosion Protection For WindmillsTiago Lopes100% (1)
- Standard Corrosion Protection Systems For Buildings - Steelconstruction PDFDocument11 pagesStandard Corrosion Protection Systems For Buildings - Steelconstruction PDFRahul RaoNo ratings yet
- Galvanisation enDocument46 pagesGalvanisation enKmt_AeNo ratings yet
- Corrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarsDocument48 pagesCorrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarsviralisursNo ratings yet
- Toepassing Van Aluminium Folie Onder Isolatie Voor Stainless Steel Equipment en Piping (Pernis)Document9 pagesToepassing Van Aluminium Folie Onder Isolatie Voor Stainless Steel Equipment en Piping (Pernis)gabozcNo ratings yet
- Corrosion On PipeDocument2 pagesCorrosion On PipeMuhammad Nur FauziNo ratings yet
- Corrosion Swimming)Document6 pagesCorrosion Swimming)skenny1No ratings yet
- Md-89 Offshore Windwills 1Document14 pagesMd-89 Offshore Windwills 1Roger Hazim100% (1)
- Engineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesDocument9 pagesEngineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesHuynh Phuc PhungNo ratings yet
- Krauser Segmental Construction Protecting Internal Post Tensioning Tendons For 100 Year Service LifeDocument19 pagesKrauser Segmental Construction Protecting Internal Post Tensioning Tendons For 100 Year Service LifeYincheng DingNo ratings yet
- Corrosion Under InsulationDocument28 pagesCorrosion Under InsulationNurulFatimahalzahra100% (7)
- Corus - A Corrosion Protection GuideDocument6 pagesCorus - A Corrosion Protection GuideBellana SirishNo ratings yet
- HIMSEN Catalog 2010Document46 pagesHIMSEN Catalog 2010A87_navjNo ratings yet
- Design - Petroleum Fuel FacilitiesDocument340 pagesDesign - Petroleum Fuel FacilitiesA87_navj100% (4)
- Alstom Boiler CFD ModelingDocument24 pagesAlstom Boiler CFD ModelingA87_navjNo ratings yet
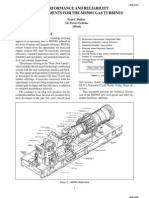
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDocument39 pagesPerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarNo ratings yet
- CTS-TANK Gert Van MeijerenDocument38 pagesCTS-TANK Gert Van MeijerenA87_navjNo ratings yet
- Power Plants Solutions 2013 3rd EditionDocument126 pagesPower Plants Solutions 2013 3rd EditionA87_navj100% (1)
- BoltDocument13 pagesBoltMohd Fakhruddin Basar100% (1)
- FORTRESS Phantom-Detector BroucherDocument2 pagesFORTRESS Phantom-Detector BroucherShahzad AfzalNo ratings yet
- Water Sprinklers - Qingdao Sincerely Steel Co.,ltdDocument4 pagesWater Sprinklers - Qingdao Sincerely Steel Co.,ltdDavid SeeNo ratings yet
- Electrician Job Interview Questions and AnswersDocument8 pagesElectrician Job Interview Questions and AnswersAjay Chowdary Ajay ChowdaryNo ratings yet
- Diccionario PetroleroDocument423 pagesDiccionario PetroleroAnonymous AeU5z0ei7M100% (1)
- Russi Mody 2Document3 pagesRussi Mody 2rockstarchandreshNo ratings yet
- July 2017: Understanding The Basics of Hand Taps and Carbide TapsDocument24 pagesJuly 2017: Understanding The Basics of Hand Taps and Carbide TapswinasharNo ratings yet
- BR Steqcat15ie 2015 LowDocument324 pagesBR Steqcat15ie 2015 Lowlyq9588No ratings yet
- Proline Major: Spare Parts ListDocument8 pagesProline Major: Spare Parts ListHirlene GarciaNo ratings yet
- This Page Is Basically An Illustrated Glossary of Cartridge Types. I Hope It Answers A Few Basic QuestionsDocument54 pagesThis Page Is Basically An Illustrated Glossary of Cartridge Types. I Hope It Answers A Few Basic QuestionsÁdám MajorNo ratings yet
- Standard Specification For Steel Castings Suitable For Pressure ServiceDocument6 pagesStandard Specification For Steel Castings Suitable For Pressure ServiceLizeth Martinez TellezNo ratings yet
- Asme Sec Viii D1 C PT UhaDocument15 pagesAsme Sec Viii D1 C PT Uhakcp1986No ratings yet
- The Axle Housing For A Skid-Steer Loader: A Design Study in Ductile Cast IronDocument28 pagesThe Axle Housing For A Skid-Steer Loader: A Design Study in Ductile Cast Ironbeibox100% (1)
- HeattreatmentDocument29 pagesHeattreatmentUJJWAL PRAKASHNo ratings yet
- Reformer Tube Life Assessment ThepetrostreetDocument20 pagesReformer Tube Life Assessment Thepetrostreetksvvij100% (2)
- AISI Steel Plate Engineering Data, Volume 2, Part 5, Anchor Bolt ChairsDocument1 pageAISI Steel Plate Engineering Data, Volume 2, Part 5, Anchor Bolt Chairsmaris_sasec100% (2)
- Fabrication of Portable Spot Welding MachineDocument4 pagesFabrication of Portable Spot Welding MachineIJIRSTNo ratings yet
- Application - Cast Iron RepairDocument16 pagesApplication - Cast Iron RepairAnonymous L0ChmPGNo ratings yet
- UNIT-3 NotesDocument15 pagesUNIT-3 NotesDarbhalaPavanKumarNo ratings yet
- Heat and Corrosion Resistant Alloys (Alloy Performance Guide)Document20 pagesHeat and Corrosion Resistant Alloys (Alloy Performance Guide)jason_1574No ratings yet
- Boeing 777 MaterialsDocument4 pagesBoeing 777 Materialsk2kkhanna105100% (3)
- Teel Industrial Series Water Circulating Pumps Operating Instructions and Parts ManualDocument12 pagesTeel Industrial Series Water Circulating Pumps Operating Instructions and Parts Manualedwinprun12No ratings yet
- PekaDocument64 pagesPekamasitahadenanNo ratings yet
- G 123 - 00 (2015)Document10 pagesG 123 - 00 (2015)ruben carcamo100% (1)
- Reverse Tehnique LS 7551 TECHDocument1 pageReverse Tehnique LS 7551 TECHAna_DragoiNo ratings yet
- Aerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureDocument15 pagesAerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureMarcelino Navarrete EvaristoNo ratings yet
- Perbandingan Laju Korosi Pada Baja Karbon Rendah Dan Stainless Steel Seri 201, 304, Dan 430 Dalam Media NiraDocument6 pagesPerbandingan Laju Korosi Pada Baja Karbon Rendah Dan Stainless Steel Seri 201, 304, Dan 430 Dalam Media NiraMohamad SugiantoNo ratings yet
- Electrical Steel Product BrochourDocument34 pagesElectrical Steel Product Brochourarvi_vinNo ratings yet
- Electrochemical Thermodynamics of Corrosion and Pourbaix Diagrams-Unit-2Document34 pagesElectrochemical Thermodynamics of Corrosion and Pourbaix Diagrams-Unit-2Anonymous NxpnI6jCNo ratings yet
- Пазовые фрезы PDFDocument72 pagesПазовые фрезы PDFstctoolNo ratings yet