You might also like
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Heat Exchanger Selection GuideDocument31 pagesHeat Exchanger Selection Guidemehul10941No ratings yet
- Heat Exchanger Design: Table of ContentDocument18 pagesHeat Exchanger Design: Table of ContenthellopaNo ratings yet
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Heat Exchanger DesignDocument15 pagesHeat Exchanger Designcoldness_13No ratings yet
- Exchanger DesignDocument17 pagesExchanger DesignRamesh mudunuriNo ratings yet
- Individual Minor Equipment Design: Heat Exchanger (HX-101) : CHEN 4015: Chemical Engineering Design ProjectDocument29 pagesIndividual Minor Equipment Design: Heat Exchanger (HX-101) : CHEN 4015: Chemical Engineering Design ProjectrosieNo ratings yet
- Thermal Oil Heater1Document31 pagesThermal Oil Heater1Evans MandinyanyaNo ratings yet
- Furnace DesignDocument30 pagesFurnace DesignTARIQ46767% (3)
- Heat Exchanger DesignDocument13 pagesHeat Exchanger DesignDaksh Parashar80% (5)
- Heat Exchanger CalculationDocument33 pagesHeat Exchanger CalculationMarcial MilitanteNo ratings yet
- Lecture 3-1 - Heat Exchanger CalculationsDocument50 pagesLecture 3-1 - Heat Exchanger CalculationsBilal AhmedNo ratings yet
- Designing of A TPH Fire Tube Boiler: December 2019Document25 pagesDesigning of A TPH Fire Tube Boiler: December 2019Hélder PascoalNo ratings yet
- 1.1 Background of The Project 1.2 Problem Statement 1.3 Objectives of The Project 1.4 Project ScopeDocument21 pages1.1 Background of The Project 1.2 Problem Statement 1.3 Objectives of The Project 1.4 Project ScopeAbdi samad MohamedNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument25 pagesShell and Tube Heat Exchanger DesignSajid Ali100% (1)
- Plate Heat ExchangersDocument34 pagesPlate Heat ExchangersGautam Sharma100% (1)
- Plate Type Heat ExchangerDocument28 pagesPlate Type Heat ExchangerJagadeesan Sai100% (1)
- Design of Shell and Tube Heat Exchanger PDFDocument55 pagesDesign of Shell and Tube Heat Exchanger PDFShawez sayyed100% (1)
- Double Pipe Heat ExchangersDocument36 pagesDouble Pipe Heat Exchangersshreyasnil50% (2)
- Heat Exchanger TypesDocument7 pagesHeat Exchanger TypesMarwan ShamsNo ratings yet
- Tema 99Document302 pagesTema 99PRATIK P. BHOIR100% (1)
- Tema 9Document300 pagesTema 9sudokuNo ratings yet
- Shell and Tube Heat Exchanger Design OptimizationDocument29 pagesShell and Tube Heat Exchanger Design OptimizationJonelou Cusipag100% (3)
- Furnace: Mohamed Mosaad Ahmed Mohamed RagabDocument33 pagesFurnace: Mohamed Mosaad Ahmed Mohamed RagabMohamed Mosaed100% (2)
- Shell and Tube Heat Exchanger DesignDocument31 pagesShell and Tube Heat Exchanger DesignJonelou Cusipag100% (1)
- Plate & Frame Heat ExchangerDocument20 pagesPlate & Frame Heat ExchangerTahir Haroon100% (2)
- 3 Vertial Oil Gas Steam Boiler Installation Operation ManualDocument26 pages3 Vertial Oil Gas Steam Boiler Installation Operation Manualfauzi endraNo ratings yet
- Nitrile Rubber InsulationDocument2 pagesNitrile Rubber Insulationavid_ankurNo ratings yet
- NTIW Tube Sheet PaperDocument10 pagesNTIW Tube Sheet PaperPankaj SinglaNo ratings yet
- Heat Exchanger Design and SelectionDocument44 pagesHeat Exchanger Design and Selectiondenizkund100% (1)
- Furnace and Rferactory CalculationsDocument210 pagesFurnace and Rferactory Calculationsfsijest100% (2)
- Alfa Laval Gasketed Plate Heat ExchangersDocument14 pagesAlfa Laval Gasketed Plate Heat Exchangersrajpvik100% (1)
- Chapter 2 - Boiler & Thermal Fluid HeaterDocument62 pagesChapter 2 - Boiler & Thermal Fluid HeaterFaisal FarabiNo ratings yet
- Double Pipe Heat Exchanger Design CalculationsDocument67 pagesDouble Pipe Heat Exchanger Design CalculationsKendin Yap Fikirleri Diy0% (1)
- Chapter 7 Shell Tube Heat ExchangerDocument138 pagesChapter 7 Shell Tube Heat ExchangerPHƯƠNG ĐẶNG YẾNNo ratings yet
- Air-Cooled Heat ExchangersDocument16 pagesAir-Cooled Heat Exchangersalex200301No ratings yet
- Handbook for Transversely Finned Tube Heat Exchanger DesignFrom EverandHandbook for Transversely Finned Tube Heat Exchanger DesignNo ratings yet
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86No ratings yet
- Fluidized Bed Boilers: Design and ApplicationFrom EverandFluidized Bed Boilers: Design and ApplicationRating: 4.5 out of 5 stars4.5/5 (4)
- Pressure Vessel and Stacks Field Repair ManualFrom EverandPressure Vessel and Stacks Field Repair ManualRating: 4 out of 5 stars4/5 (4)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Circulating Fluidized Bed Boilers: Design and OperationsFrom EverandCirculating Fluidized Bed Boilers: Design and OperationsRating: 4.5 out of 5 stars4.5/5 (6)
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Theory and Calculation of Heat Transfer in FurnacesFrom EverandTheory and Calculation of Heat Transfer in FurnacesRating: 3 out of 5 stars3/5 (4)
- Combustion and Mass Transfer: A Textbook with Multiple-Choice Exercises for Engineering StudentsFrom EverandCombustion and Mass Transfer: A Textbook with Multiple-Choice Exercises for Engineering StudentsRating: 3 out of 5 stars3/5 (1)
- Designing AND Optimization OF A Shell and Tube Heat ExchangerDocument8 pagesDesigning AND Optimization OF A Shell and Tube Heat ExchangerAyush SinghNo ratings yet
- Heat ExchangerDocument9 pagesHeat ExchangerChrissa Villaflores GanitNo ratings yet
- Document 1Document4 pagesDocument 1SAMARTHNo ratings yet
- Heat ExchangerDocument6 pagesHeat ExchangeralokbdasNo ratings yet
- Shell and Tube Ref - AnandDocument6 pagesShell and Tube Ref - Anand7761430No ratings yet
- Heat Exchanger Design & Working PrinciplesDocument29 pagesHeat Exchanger Design & Working PrinciplesSruthish SasindranNo ratings yet
- Heat Exchanger Design - ProcessDocument42 pagesHeat Exchanger Design - Processalokbdas100% (1)
- Fluid Mechanics Tutorial No.4 Flow Through Porous PassagesDocument8 pagesFluid Mechanics Tutorial No.4 Flow Through Porous PassagesvinothenergyNo ratings yet
- Tutorial 3A (Correct)Document3 pagesTutorial 3A (Correct)Glacier RamkissoonNo ratings yet
- Fluid Mechanics Tutorial No.4 Flow Through Porous PassagesDocument8 pagesFluid Mechanics Tutorial No.4 Flow Through Porous PassagesvinothenergyNo ratings yet
- Midterm - Sept - Dec 2018 - PTDocument2 pagesMidterm - Sept - Dec 2018 - PTGlacier RamkissoonNo ratings yet
- 440Document18 pages440thebeast30No ratings yet
- Thermo Lab CalorimetryDocument5 pagesThermo Lab CalorimetryGlacier RamkissoonNo ratings yet
- Type 2 Differential DistillDocument2 pagesType 2 Differential DistillGlacier RamkissoonNo ratings yet
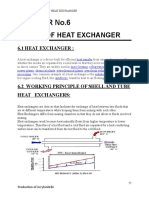
- Chapter No.6: Design of Heat ExchangerDocument35 pagesChapter No.6: Design of Heat ExchangerGlacier RamkissoonNo ratings yet
- PR-1076 - Isolation of Process Equipment ProcedureDocument41 pagesPR-1076 - Isolation of Process Equipment ProcedureMubarik AliNo ratings yet
- Hovercraft DesignDocument21 pagesHovercraft DesignGlacier RamkissoonNo ratings yet
- Batch - Fed Batch Question - FULL Solutions - 1930731050Document12 pagesBatch - Fed Batch Question - FULL Solutions - 1930731050Glacier RamkissoonNo ratings yet
- Fluid Mechanics Tutorial No.4 Flow Through Porous PassagesDocument8 pagesFluid Mechanics Tutorial No.4 Flow Through Porous PassagesvinothenergyNo ratings yet
- Spiral Stairs For QuotationDocument4 pagesSpiral Stairs For QuotationsuperpiojooNo ratings yet
- SteelpipesDocument1 pageSteelpipesFlordeliza Asuncion PunzalanNo ratings yet
- Junkers Průtokový OhřívačDocument36 pagesJunkers Průtokový OhřívačFrantišek KlárNo ratings yet
- 2 Normative References: Piping Inspection Code: In-Service Inspection, Rating, Repair, and Alteration of Piping SystemsDocument1 page2 Normative References: Piping Inspection Code: In-Service Inspection, Rating, Repair, and Alteration of Piping SystemsNattaphong SudthichatNo ratings yet
- SUBMERSIBLE PUMP Selection: Data Required For SelectionDocument7 pagesSUBMERSIBLE PUMP Selection: Data Required For SelectionmadyandiNo ratings yet
- Trelleborg Fluid Handling Solutions Composite Hose GuideDocument8 pagesTrelleborg Fluid Handling Solutions Composite Hose Guidethiago_juliao1984No ratings yet
- Kencana Infrastructure Quality Assurance ProcedureDocument22 pagesKencana Infrastructure Quality Assurance Procedurenaseema1100% (9)
- PDFsam_B 395 - B 395M - 16Document12 pagesPDFsam_B 395 - B 395M - 16mike.jensen0581No ratings yet
- 0005product CertificationDocument46 pages0005product CertificationMostafa AboaliNo ratings yet
- Trans Mountain Expansion Project Cargo Transfer SystemsDocument33 pagesTrans Mountain Expansion Project Cargo Transfer SystemsyrperdanaNo ratings yet
- Ashoori Dissertation 2018Document182 pagesAshoori Dissertation 2018C_unit08No ratings yet
- EN 10294-1 - 2005 - Hollow BarsDocument32 pagesEN 10294-1 - 2005 - Hollow BarsMaurício RafaelNo ratings yet
- Pump ChlorineDocument44 pagesPump ChlorineAlexandreCaironiNo ratings yet
- Inspection Procedure: 00-SAIP-81 23 July 2017Document37 pagesInspection Procedure: 00-SAIP-81 23 July 2017John BuntalesNo ratings yet
- Booster Pump Foundation Excavation ProcedureDocument9 pagesBooster Pump Foundation Excavation ProcedurekbldamNo ratings yet
- IIAR 2 3rd Review DraftDocument139 pagesIIAR 2 3rd Review DraftRoger ParraNo ratings yet
- MTL661 62 NaDocument1 pageMTL661 62 NaAli MohamedNo ratings yet
- CV - Vishal SharmaDocument5 pagesCV - Vishal SharmaVISHAL SHARMANo ratings yet
- Dresser-Rand GFC Databook - Gas Field Policies-2Document29 pagesDresser-Rand GFC Databook - Gas Field Policies-2kistaiNo ratings yet
- Saso Gso 1438 2003 e PDFDocument12 pagesSaso Gso 1438 2003 e PDFshafeeqm3086No ratings yet
- TABLA ASME - B31.3 - Ed.2018 (001-269) (114-117)Document4 pagesTABLA ASME - B31.3 - Ed.2018 (001-269) (114-117)ANDRES LOPEZNo ratings yet
- Scalable DrawingsDocument13 pagesScalable DrawingschowhkNo ratings yet
- ZG35 CR 24 Ni 7 Si NDocument2 pagesZG35 CR 24 Ni 7 Si NP.K.V Choudhary0% (1)
- Resun CatalogDocument46 pagesResun CatalogNarvaxis100% (1)
- Eurosonic 2000Document75 pagesEurosonic 2000Sandra Carr100% (1)
- SFRC Jacking Pipe Design: Numerical Modelling and Factory TrialsDocument34 pagesSFRC Jacking Pipe Design: Numerical Modelling and Factory Trialsjuan carlos silva ospinaNo ratings yet
- Schedule of Rates 2018-19 PDFDocument327 pagesSchedule of Rates 2018-19 PDFNagarjuna Kuncham40% (5)
- Felkercatalog071406-Web UnlockedDocument58 pagesFelkercatalog071406-Web UnlockedMohamed RaafatNo ratings yet
- Catalogue: Flow Control EquipmentDocument19 pagesCatalogue: Flow Control EquipmentFranklin NavarroNo ratings yet
- Automated Power Catwalk: "Helping Our Customers Achieve Superior Results"Document6 pagesAutomated Power Catwalk: "Helping Our Customers Achieve Superior Results"Pedro RiveraNo ratings yet