Professional Documents
Culture Documents
V005t14a001 86 GT 204 PDF
Uploaded by
Kamal BuddyOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
V005t14a001 86 GT 204 PDF
Uploaded by
Kamal BuddyCopyright:
Available Formats
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 86-GT-204
345 E. 47 St., New York, N.Y. 10017
The Society shall not be responsible for statements or opinions advanced in papers or in dis-
cussion at meetings of the Society or of its Divisions or Sections, or printed in its publications.
Discussion is printed only if the paper is published In an ASME Journal. Papers are available
from ASME for fifteen months after the meeting.
Printed In USA.
Copyright © 1986 by ASME
More Effective Control for Centrifugal Gas Compressors
Operating in Parallel
DR. NAUM STAROSELSKY with LAWRENCE LADIN
Compressor Controls Corporation
Des Moines, Iowa
ABSTRACT Rr compressor ratio, dimensionless
RPM revolutions per minute
Parallel Operating centrifugal gas compressors S relative distance from surge control line,
are major elements in the chemical industry, in oil dimensionless
production and in natural gas gathering, injection, SCMM flow rate, standard cubic meters/minute
separation, transmission and LNG production. Large SCMMma , maximum flow, standard cubic meters/minute
energy savings, reduced repairs and improved automation T transmitter
are possible with more effective solutions for O i normalizing coefficents for scaling Criteria S,
compressor station control. dimensionless
The authors suggest an improved definition Ap pressure differential across compressor, bar
c
of compressor energy efficiency. They analyze several °Po,s pressure differential across flow measuring
common approaches to control of parallel compressors device in compressor suction, mm H 2 O
and evaluate them in terms of energy efficiency,
stability of control, equipment protection and level of INTRODUCTION
automation. An improved system developed by one of the
authors will be described theoretically and with an Centrifugal gas compressors operating in parallel
example from field operation. are a major component of the chemical industry, oil
production industry, and all phases of the natural gas
NOMENCLATURE industry. They are expensive to buy, expensive to
repair and expensive to operate. Improving the
b distance between surge limit line and surge efficiency and reliability of these compressors is
control line, dimensionless therefore worthy of serious attention.
e deviation of operating point from surge control The efficiency and reliability of these
line, dimensionless compressors can be severely limited by the control
specific power consumption system. Less-than-effective controls, rather than
ha specific power consumption, absolute units mechanical design, is often the cause of lost
hr specific power consumption, relative units efficiency, shutdowns and damage. This paper will
I/P current-to-pneumatic transducer analyze several common methods of control, describe
K slope of surge control line, dimensionless improved methods developed by one of the authors, and
KW power, kilowatts conclude with an example taken from field operation.
KWmax maximum power, kilowatts Strategies for load sharing will be examined in
ml output of Antisurge Controller particular detail with comparisons, where possible, of
m2 proportional plus integral output of Antisurge energy efficiency, stability and precision-of-control,
Controller machine protection and level of automation. An
m3 open loop output of Antisurge Controller algorithm for an improved load-sharing strategy will be
m4 output of Performance Controller described, and records will be analyzed from a field
m5 output of Load-Sharing Controller installations.
m6 proportional plus integral plus derivative In many installations load changes are anticipated
output of Load-Sharing Controller for parallel compressor operation. Load changes on a
PI proportional plus integral control algorithm 24 hour, weekly or seasonal cycle. However, in many
PID proportional plus integral plus derivative installations examined by the authors,
control algorithm less-than-adequate provisions have been made in the
Ps pressure in compressor suction, bar control system for these load changes. Often load
',user flow to user, standard cubic meters/minute control is manual and very costly in terms of wasted
maximum flow, standard cubic meters/minute energy and lessened reliability. Whether the load
gmax
Presented at the International Gas Turbine Conference and Exhibit
Dusseldorf, West Germany—June 8-12, 1986
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
control is now manual or automatic, it can, in the AN IMPROVED DEFINITION OF COMPRESSOR EFFICIENCY
authors' opinions, be improved significantly. The user
will be well rewarded for any improvements. First, let us carefully review the definition of
In some installations, load changes are not compression energy efficiency. The measurement
anticipated, steady load being predicted. But only in commonly used, polytropic efficiency of the compressor,
a perfect world would load demand never change. Only has major limitations we believe. Polytropic
in a perfect world would a station always operate in efficiency defines the energy efficiency required to
steady state at the design point of each compressor. In compress the gas between the inlet port and
the real world in which we live, many operations that the discharge port of the compressor. However, this is
have been designed for steady state at full load have not the energy efficiency of gas delivered to the user,
been forced, as experience shows, into load changes. a point of great importance. In normal compressor
Economic cycles or other events beyond our control may operation there can be substantial energy losses
have reduced user demand. Changes in the feedstock or between the discharge port of the compressor and the
improvements in process design may have changed the discharge header, where the gas is delivered to the
compressor load. Moreover, mechanical or control user, process, or pipeline. In a compressor system
failures in any part of the process may any time major energy losses can occur through the antisurge
forcibly change the load. valve or through the cooling or quenching, all as a
A more realistic approach is to design the control part of normal operation.
system of a compressor station to cope safely and
efficiently with substantial load changes. We will SPECIFIC POWER CONSUMPTION
show that this approach leads also to more-precise and
more-stable pressure control, better machine protection Instead, we shall propose a wider definition of
and improved automation. energy efficiency, which we term the Specific Power
Many different strategies have been employed to Consumption "h". It can be defined as follows:
unload and load a compressor station. One common
method is to set the speed control manually and run Specific Power Consumption "h" is
each compressor continuously at full load. Swings in the energy input to a compressor
station load are met by recirculation of gas around the system required to maintain the
compressors. This system is obviously wasteful of controlled gas parameter and
energy. divided by the number of flow units
Biasing flow is another common station control of gas delivered to the discharge
method. This method employs a primary or station header. "h" may be defined in
pressure controller plus separate flow controllers on absolute units h a , or in relative
each compressor. Flow controllers are adjusted to units h r .
divide the flow between the station compressors in some
ratios according to their performance characterstics, For example, if it takes 500 kw of power to
e.g. 50 percent, 35 percent and 15 percent. As will be deliver 1,000 standard cubic meters/minute of gas at a
described at a later point, this system requires compression ratio of 2, then in absolute values
constant readjustment as operating conditions change kw Units are power divided by flow rate.
h a = .5
and has other shortcomings. A similiar problem will be SCMM
found with station control strategies that bias In order to compare efficiencies of compressors of
compressor speeds. different capacities and power consumptions, it is
Another very common method calls for base loading convenient to use a dimensionless measurement for
the most efficient compressors either at their maximum Specific Power Consumption. Units are power divided by
flow or at their point of maximum polytropic maximum power and flow rate divided by maximum flow for
efficiency. The swings in demand load are then met by a specific compressor.
modulated control of the less-efficient compressors or
by on-off control of these compressors. This system is KW SCMM
h r (1) SCMMmax
not energy efficient or sufficiently reliable in our KWmax
opinion.
We believe that all the above methods can be Since h increases with energy consumption, note
improved on. In our analysis we shall attempt to show: that an increase in h is a decrease in system energy
a. Simultaneous loading and unloading of the efficiency and vice versa.
compressors is the most-effective station Specific Power Consumption, therefore, includes
strategy. Properly controlled, it gives the energy costs that must be paid for, but are not
most energy efficiency, the most precise measured by polytropic efficiency. The authors believe
control, better machine protection and that Specific Power Consumption gives a more realistic
improved automation. measure of the economic costs of a compression system.
b. Reducing recycle is the most-important
component of station energy efficiency. Put UNLOADING AND LOADING STRATEGIES FOR THE COMPRESSOR
another way, station control strategy requires STATION
an effective antisurge system for energy
efficiency, as well as for machine protection. Compressors may be loaded and unloaded by speed
c. Regardless of variations in compressor changes, changes in guide vane position, throttling or
polytropic efficiency, the station should recirculation. We shall use for our examples
unload so that all the compressors reach their centrifugal gas compressors with variable speed gas
surge control lines simultaneously. We shall turbine drives and recirculation, controlled for
propose a loading and unloading algorithm for compression ratio.
this strategy which we call the "S Criteria".
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Analogous results would follow if the controlled
parameter was inlet pressure, discharge pressure or
flow rate. The reasoning and results would be
analagous, too, if the compressors were controlled by
adjustable guide vanes or throttles. 0. 3.5
The strategy selected for sequencing compressors
loading and unloading and the algorithm controlling
loading and unloading, significantly influences the
station efficiency, as we shall show. Three strategies
cc
will be analyzed for specific power consumption under 2 3.0
different loading and unloading strategies. We shall
compare these loading and unloading strategies for
their energy efficiency, machine protection and
automation.
Minimum Safe Flow LLJ
A centrifugal compressor may be unloaded only to CC 2.0
its surge limit line. At that limit, dangerous flow and O. '
pressure oscillations begin which can damage or destroy 0
the compressor. To protect the compressor from surge
damage, gas is recycled through the antisurge valve 1.5
(also known as the reycle or bypass valve), before the 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
surge limit is reached. The control line where recycle m 0.9 A
begins is the surge control line. We may consider this 105% RPM
0.8
to be the line of minimum safe flow. The calculation
Re..2.76
of the minimum safe flow is complex. There is a • 0.7
different minimum safe flow for each compressor inlet 100% RPM
pressure, head, speed, inlet temperature, gas • 0.6
composition and position of guide vanes. The minimum CC
• 0.5
safe flow will also varies substantially, depending on
the effectiveness of the surge control system. The 90%RPM
O 0.4
more effective the surge control, the closer the surge 0.
control line will be to the surge limit line, and the LL! 0.3
less the recycle needed. IT; 0.2
Calculating Specific Power Consumption 0.1
LL.I
the unloading of compressors within the station CC 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 0„ e,./Oma,
may be simultaneous, successive, or mixed. The most RELATIVE FLOW
efficient strategy can be found by comparatively simple
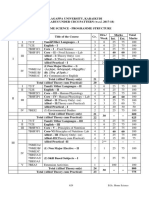
calculations based on an analysis of the performance FIG. I. PERFORMANCE MAP OF A CENTRIFUGAL GAS
map of each compressor in the station. COMPRESSOR
Suppose a station of two identical compressors
operating in parallel. Fig. 1 gives the performance
curves for two identical gas compressors built by a
leading European manufacturer. Assume that a user or .c 1 . 5
process requires that the station maintain a constant
compression ratio R c = 2.75. Note that the reasoning 0
which follows would apply equally well if the a.
controlled parameter were discharge pressure, or 2
suction pressure or flow.
Z 1.0
Specific Power Consumption in Single-Compressor 0
Operation. The Specific Power Consumption "h r " plotted
as a function of the gas flow rate is shown for single cc
compressor operation in Fig. 2. Points A, B, and C lie LU
on a line of constant compression ratio but varying 0
flow rates. Point A belongs to the maximum performance a.
curve corresponding to the maximum speed and flow. At
point B, the design point (the expected operating point EL- 0.5
of the compressor), the speed and flow rate is somewhat
lower. The specific power consumption at B has 1.1.1
C.
decreased slightly, which indicates an increase of cn
efficiency. Point C lies on the compressor's surge
control line. Between points B and C the specific
power consumption has increased slightly and the 0.0 0.5 1.0
efficiency decreased slightly. RELATIVE FLOW Quser/Qmax
FIG. 2. SPECIFIC POWER CONSUMPTION IN
SINGLE-COMPRESSOR OPERATION
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
At point C, however, efficiency is still higher than at
the initial point A.
Point C is the minimum safe flow for this
compressor at this speed, with these inlet conditions
and with some specific surge control system. From
.c
point C, a further decrease of the station flow cannot
Z 1.20
be safely effected by a further decrease of flow 0
through the compressor. To prevent surge damage, the H 1.10
difference between the station demand flow and the o.
2 1.00
minimum safe flow through the compressor must be
recirculated to the suction network. Under such (,) 0.90
3 i
circumstances, the flow to the user decreases. But, Z
0 0.80
the flow through the compressor is constant at C and C.)
the compressor power is constant. As a result of this 0.70
cc
recirculation, the specific power consumption sharply ill 0.50
increases to the left of point C. Put in alternate
terms: g
CI.
0 0.40
The system efficiency of any compressor
ion begins,
Fops sharply once recirculat E.) 0.30
and the cost of compressing a flow unit UJ 0.20
of gas rises sharply.
0.10
The effectiveness of the surge control system now
becomes critical. The more effective the surge control 0.10 0.20 0.30 0.4' 0.50 0.60 0.70 0.80 0.90 1.00
system is, the narrower the recirculation zone can be. RELATIVE FLOW O user /O. max
A less effective surge control system will require that
the safety margin between the surge control and surge FIG. 3. SPECIFIC POWER CONSUMPTION
limit lines be increased. An increase of safety margin OF FOUR MAKES OF COMPRESSORS
by only 5 percent will decrease the efficiency at the
point C by about 10 percent. Effective surge control
systems have been described by the authors in "Improved There are three major alternatives to changing
Surge Control for Centrifugal Compressors". We refer station flow:
the reader to this article for more details.' a. To unload and load compressors
In contrast, the change in polytropic efficiency simultaneously
before recirculation begins is not significant at all. b. To unload and load compressors in sequence,
The authors have analyzed more than 200 centrifugal and first decreasing the flow of the least
axial compressors controlled by speed, or adjustable efficient compressor and keeping the others
guide vanes or throttles. This analysis indicates that at maximum load
the specific power consumption either stays steady as c. To combine the simultaneous and sequential
the compressor flow decreases to the surge control line unloading strategies.
or, in some cases, it increases slightly and then
decreases slightly. However, the specific power Specific Power Consumption for Simultaneous
consumption increases dramatically as soon as Unloading/Loading. Fig. 4 shows the specific power
recirculation begins. consumption of a simultaneous approach to the surge
As further examples, Fig. 3 shows the specific control lines versus sequential loading/unloading for
power consumption as a function of flow rate for these two identical compressors in parallel operation.
compressors of four other leading American and European The performance characterstics of these compressors
compressor manufacturers. This illustrates our first have already been discussed (See Fig. 1). The
conclusion for improving the efficiency of compressor compression ratio of the station will be maintained
operation: during unloading. Again, note that analogous results
obtained if the controlled parameter was suction
Increasing the safe operating range without pressure, discharge pressure or flow.
recirculation is more Curve I of Fig. 4 (A, B, C, D, E) shows in
efficiency than maintaining the relative units the change of specific power consumption
compressors p o pi on tr t :trit the point of
im using simultaneous unloading of the station. Exactly
highest polytropic iciency. as with the single compressor, the station efficiency
first increases slightly and then decreases slightly
Specific Power Consumption in Multi-Compressor between the maximum station capacity (point A) and the
Operation. We will now examine the parallel operation minimum safe flow (point B). Both compressors approach
of two or more compressors. Suppose the sample station their surge control lines at B simultaneously. Between
has two identical compressors. A constant compression points B and C the station output is adjusted to the
ratio must be maintained for this sample station, and lower gas demand by partial recirculation around the
the station flow must be adjusted to meet the demand. compressors.
Note, again, that suction pressure control or discharge At point C, compressor No. 1 is shut down. The
pressure control give analagous results. control system compensates for this flow loss by
loading compressor No. 2 to its maximum speed (point
D). Then, the station is further unloaded by reducing
the speed of compressor No. 2 down to its surge control
line (point E). Further decrease in flow to the user
1 Chemical Engineering, May 21, 1979 is compensated once more by recirculation.
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
the surge control lines is the first condition for
higher station energy efficiency at all gas demand
levels.
Some reflection will show that this conclusion
1.5
applies to compressors operating in series, as well as
in parallel.
G
.c
Precise Pressure Control
0 I Besides improving energy efficiency, the
1 \ simultaneous approach to the surge control lines has
1 \ SEQUENTIAL UNLOADING dynamic control advantages, too. It can give faster
I
U) 1.0
and more precise control of station pressure. When the
I flow demand by the user changes, the pressure
1 differential across the station changes, too. This
0 C changes, in turn, the flow through each compressor. If
cc \ F the control system changes the performance of only one
compressor at the time, then the overall response time
of the system increases. In control terminology, the
0
a. 05 SIMULTANEOUS APPROACH TO gain decreases. In order to compensate for the loss of
SURGE CONTROL LINES the system gain and to make system response time
C)
faster, it is necessary to increase the speed of
response of each controller. However, this is
w difficult to do in some cases because system components
cL.
such as the valves and transmitters become the limiting
0 . 0 0 . 5 1 .0 factors.
RELATIVE FLOW Q user/O max In general the system response can be
significantly faster and more precise with simultaneous
FIG. 4. SPECIFIC POWER CONSUMPTION OF loading/unloading.
TWO IDENTICAL COMPRESSORS
Machine Protection
Comparing the two strategies with regards to
Between points B and C, the efficiency of the machine protection, the simultaneous approach to the
station drops but, after the shutdown of compressor No. surge control line again has the advantage. With
1, it increases at D to the efficiency observed at the simultaneous unloading, the compressors spend a minimum
initial point A. Efficiency changes insignificantly time on their surge control lines as compared to
from D to point E, after which it drastically sequential unloading. This is an important feature for
decreases. Between points A and E, there is no damage control, because operation on the surge control
significant change of the station efficiency. line always carries some risk of surge and surge
damage.
Specific Power Consumption for Sequential The compressors also spend less time at their load
Unloading/Unloading. The dotted curve II of Fig. 4 limit or speed limit, another advantage for machine
corresponds to sequential unloading/loading. Between protection.
points A and F, compressor No. 1 base loaded and kept There are fewer starts and stops, which is a third
at its maximum speed. Compressor No. 2 is unloaded advantage.
down to its surge control line (point F). The
efficiency with sequential unloading is less in this Automation
segment of curve II than the efficiency under Automation is easier with the station having
simultaneous unloading. simultaneous loading and unloading. Shutting down a
At point F it is not possible to shut down compressor is not indicated until the station flow has
compressor No. 2 because it it would be impossible to dropped to 30 percent. With sequential unloading,
deliver the flow demand. Should compressor No. 2 be shutting down a compressor is indicated at 50 percent
shut down at this time, then the flow, the compression of station flow. Therefore, there is less need for
ratio and the pressure at the discharge of the station operator intervention with simultaneous unloading. The
will drop below their required levels. To shut down same reasoning applies to loading the station. There
one compressor without disturbing the required pressure will be fewer startups with simultaneous loading.
is possible only at point G, where the station There are other automation advantages possible which
efficiency is extremely low. Shutting compressor No. 2 will appear in our analysis of advanced station control
down at G increases the station efficiency to point D. later in this article.
From point D to point E and beyond there is no
difference between the curves I and II in efficiency. Unloading/Loading Compressors of Different Sizes
Curve II of sequential unloading is nearly always Selecting the unloading/loading sequence for
higher in specific energy consumption than curve I of parallel-operated centrifugal compressors may become
simultaneous unloading between points A and D. This more complicated when the size, power and efficiency of
proves, in our opinion, that simultaneous unloading is compressors are different.
far more efficient, but only if all compressors reach Suppose, for example, that one of two parallel
their sure control 71Ties simultaneously. working compressors is slightly more efficient (curve
or t e737FF7tFel n TiTig majority of compressor
- - 2, Fig. 3) than the other compressor (curve 1, Fig. 3).
stations equipped with two or more centrifugal The more-efficient compressor also has the higher
compressors, an unloading by simultaneous approach to maximum flow and a wider range of operation without
recirculation.
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
The Fig. 5 compares the simultaneous approach to patented by one of the authors. We believe this
the surge control line (curve II) and sequential approach to loading/unloading is of value for:
unloading (dotted curve I). In the sequential a. controlling a simultaneous approach to the surge
unloading, the less-efficient machine is first unloaded limit by all the station compressors,
to its surge control line. Between points A (maximum b. increasing station energy efficiency,
station capacity) and B (the surge control line of the c. improving precision and speed of pressure control,
less efficient machine) the station efficiency under d. improving machine protection, and
the sequential or simultaneous unloading does not show e. improving automation.
any significant difference for these compressors of
slightly different efficiency. The Equation Of The Surge Control Line
At Point B, efficiency drops drastically under To calculate S, the relative distance from the
sequential unloading. In contrast under the surge control line of any compressor at any given
simultaneous approach to the surge limits, the moment, we must begin with the equation of its surge
efficiency remains high until Point C. At C, both control line.
compressors must begin recirculating. Many equations have been offered for thy surge
Supposing a difference in capacity or efficiency control line. In the article by the authors we
of not more than 7 percent, a simultaneous approach to defined one useful equation as:
the surge control lines is the most efficient strategy.
With compressors of significantly different K AP c + b = ap o, s (2)
efficiencies (more than 10 percent) mixed unloading or
sequential unloading may be more efficient, in our where:
opinion. However, such stations are few in number. K is a constant defining the slope of the surge
limit line
Ap c is the pressure differential across the
compressor
po,s is the pressure differential across a flow
measuring device in the compressor suction,
k SIMULTANEOUS APPROACH TO b is a constant defining the distance in some flow
SURGE CONTROL LINES
unit between the surge limit and the surge
II control line.
1.0 N,e-SEQUENTIAL UNLOADING
This equation is valid for compressors with
0.9
constant geometry, stable gas composition and a surge
as limit that is linear in the above coordinates. This
0.7
equation is self compensating for inlet temperature
changes. Refer to the article for a detailed analysis
as of this equation.
0.5 Another equation widely used to calculate the
surge control line is:
0.4
0.3 A P A p
c 0
+ b = -n-- (3)
0.2 S
0.1 where:
p s is compressor suction pressure.
0.1 0.2 0.3 0.4 0.5 05 0702 0.9 1.0
More-complex equations are recommended for
compressors with variable guide vanes, for gases with
RELATIVE FLOW Quser/Qmax variable composition, or for compressors with irregular
surge limit lines. However these simple but widely
FIG. 5. SPECIFIC POWER CONSUMPTION useful surge control line equations will suffice for
OF TWO DIFFERENT COMPRESSORS this example.
THE "S CRITERIA" FOR MORE-EFFECTIVE STATION CONTROL The Equation of the S Criteria
Based on these surge control equations we shall
There are many possible algorithms for define S as follows:
simultaneous approach to the surge control lines.
Obviously, each algorithm depends on measuring the Pc
distance from the operating point to the surge control f +b
K A P c + b
line. Since compressors may differ in capacity and
S = or S - (4)
characterstics, the absolute distance of the operating °Po AP
o/ P s
point from the surge control line is not useful. We
recommend using a dimensionless number expressing the If S is less than 1, the operating point is in the
relative distance from the surge control line. This safe zone. The lower the value of S, the greater the
measurement technique will now be incorporated into a safe distance from the surge control line.
control algorithm. An S which is equal to 1 corresponds to a
The algorithm that will be described here we shall compressor operating point located just on the surge
call the "S Criteria". It is one possible method of control line.
improved control. The S Criteria was developed and
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
An S higher than 1 corresponds to the operating (S=1) simultaneously. If B2 are unequal, the
point having crossed the surge control line and moved compressors will reach their surge control lines
toward surge. sequentially. This permits any sequencing desired.
There are two alternatives to calculate the This value goes to the PID part of the
deviation "e" of a compressor's operating point from load-sharing controller as its control variable. One
Surge Control Line. single set point for all load-sharing controllers is
The first is: developed by the primary station controller, which
maintains constant station inlet pressure.
el = S - 1 The control shown in Fig. 6 is a typical cascade
control. The primary controller develops the set
The second is: points for all the secondary controllers. As is well
known from control theory, the stability of cascade
AP o
°Pc control can be achieved only if the secondary
e2 = f + b1 - controllers are much faster than the primary
Ps controller. However, under this controller tuning,
AP c when the flow demand changes then the load-sharing
—P-- + b 1
f controllers would first change the speed of a
°Po compressor in a direction opposite to that required to
e2 =
Ps °Poes adjust station output to the gas demand. This would
increase deviation of suction pressure from its
or required level and would make the time of the transient
A Po process longer. There are two alternatives to avoid
e2 = -F-s- (S 1), this decrease of dynamic precision while using this
cascade control scheme.
or The first alternative is to install a dynamic
AP
o filter between the antisurge controller computing S'
e2 = ps e1. (9) and the load-sharing controller using S' as its process
variable. Such a filter presents a rough model of the
Using e l in the control algorithm, it is possible to controlled object. It permits the primary controller
ensure stable operation over the whole range of to rapidly change the set point of the load-sharing
operating conditions even with a high controller gain. controllers and correctly change the speed of the
This provides faster, better quality, more precise compressors to immediately restore pressure to the
control. required level.
The second alternative, patented by one of the
Controlling a Station by the S Criteria authors, is to send feed-forward adaptive signals from
Fig. 6 shows a station controlled by S Criteria the primary controller directly to the control members,
for suction pressure, having two centrifugal gas temporarily bypassing cascade control. The principal
compressors with gas turbine drives. schematic of the author's solution is given on Fig. 7.
The primary or station controller maintains The output of the primary station controller not
suction pressure. Each compressor has a load-sharing only enters the load sharing controller as its set
controller that divides the station load, plus an point, but it also enters the multiplication modules of
antisurge controller. both the antisurge controller and load-sharing
The antisurge controllers of compressors No. 1 and controller. Then, the outputs of these controllers can
No. 2 calculate the criteria S for their respective be defined as:
machines. Each antisurge controller sends its
calcuated S value to the calculating module of its (11)
m l = m 2 m 3 f 2 (S ) x m4
companion load-sharing controller.
m 5 = m 6 f 1 (S) x m4 (12)
The calculating module of each load-sharing
controller computes the value The functions fl(S) and f2(S) are shown in Fig. 8.
Making fl(B) variable permits reducing the gain of
S' = al (S - 1) B2 (1 0) the primary or station controller via the load-sharing
controller as the operating point of compressor
This is a universal equation that can be used for any approaches the surge control line. To complete the
compressor sequencing. control system, the primary controller has a
By tuning 0 1 , it is possible to individually symmetrical connection where the gain to the output of
control the rate of change of flow for each compressor the antisurge controller is increased as the operating
between its maximum load and surge control line. This point approaches the surge control line. Thus, the
can further improve station efficiency. primary or station controller switches from controlling
If both B 2 are equal then, regardless of the the speed to controlling the position of the recycle
values of B 1 , under decreasing flow both compressors valve while approaching surge. The controllers in this
No. 1 and No. 2 will reach their surge control lines scheme should be set so that the primary controller
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
TURBINE TURBINE
COMPRESSOR
SPEED SPEED
GOVERNOR GOVERNOR
CO
PRIMARY Far I s ANTISURGE CONTROLLERI
1-17(717— --1 ANTISURGE CONTROLLER
CONTROL- SHARING
'CONTROLLER
1 COMPUTING b2
SHARING
'CONTROLLER
COMPUTING 4
I
LER MODULE MODULE
P ID COMPUTING COMPUTING
MODULE MODULE
4
I
r3 1(s - )+B 2 131(S-1)4-132
SET POINT SET POINT
ml
∎
Oi PID PI OPEN LOOP SURGE DETECTION PID SURGE DET
RESPONSE & REL
r
& RELOCATION
m2
OF S.C.L. OF S.C.L.
I
L_ ms
L_
FIG. 6. CONTROLLING COMPRESSORS IN PARALLEL BY S CRITERIA
(SUCTION-PRESSURE CONTROL, LOAD-SHARING CONTROL, ANTISURGE CONTROL)
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
PRIMARY
CONTROL-
LER
PID
m4
r LOAD SHARING CONTROLLER
COMPUTING
MODULE
NS-1)-02
■•■■
COMPUTING
MODULE
ANTISURGE CONTROLLER
V
m4 OPEN LOOP SURGE DETECTION
PID PI ADAPTIVE & RELOCATION OF
SET POINT SURGE CONTROL
RESPONSE
LINE
m3
X s) • -• f2(s) X
Im4
_J _
m4
TO THE TO THE
SPEED ANTISURGE
GOVERNOR VALVE
FIG. 7. LOAD SHARING CONTROL BY S CRITERIA
will be much faster than the load-sharing controllers. conditions change. That is to say, any change in
Then, during changes in gas flow, the station pressure suction pressure, suction flow, temperature, or
will be controlled first and the load sharing molecular weight.
controller will divide the total compressor station Therefore, a simultaneous approach to the surge
flow between the compressors the optimum way. control line will require retuning of the controllers
This scheme achieves energy economy with excellent for optimum load distribution. This is a nearly
steady-state precision and dynamic precision. Since impossible task for an operator and no easy task for a
the compressors spend a minimum time on their surge computer.
control lines or speed limit lines, it adds to machine A second defect of these commonly used systems is
protection, especially since the number of starts and the interaction of the independent surge control loops
stops are minimized too. with the pressure control. The surge controller
The use of advanced antisurge controllers adds attempts to decrease discharge pressure and increase
significantly to the the machine protection. This inlet pressure ? while the pressure control system
control is self-compensating and needs no adjustment attempts to maintain discharge pressure. These are
over a very wide range for changes in inlet pressure, incompatible goals and the quality of one or more of
inlet temperature, or flow demand. It, therefore, lends the control loops is seriously affected. Oscillation
itself to improved automation. or "hunting" is likely to occur from time to time.
Manual control will be called for to stabilize the
OTHER STATION CONTROL STRATEGIES system.
Suppose the controlled parameter is discharge F1(S)
pressure and the station consists of two centrifugal
gas compressors with gas turbine drives having speed
control.
Fig. 9 shows the station controlled by biasing f2(S)
flow. Fig. 10 shows the station controlled by biasing
speed. (Biasing the position of the guide vanes or
inlet throttle would be analagous control schemes).
In both cases, the settings for each load
controller, whether it be controlling through speed or
flow, is valid for only one set of inlet conditions.
A glance at the compressor performance map Fig. 1
confirms this. The intersection of the discharge
pressure control line and the surge control line for
each compressor will correspond to a different speed,
or flow rate, or guide vane position whenever inlet FIG. 8. FUNCTIONS f 1 AND f OF CRITERIA S
2
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Ps
PRIMARY
P ID
CONTROLLER
FLOW RATIO ANTISURGE FLOW RATIO ANTISURGE
CONTROLLER CONTROLLER CONTROLLER CONTROLLER
PI PI PI
TO THE TO THE TO THE TO ME
SPEED
OVERNOR I ANTISURGE
VALVE
SPEED
GOVERNOR
ANTISURGE
VALVE
G
f 6P. V 11,
FIG. 9. STATION CONTROL BY BIASING FLOW
1 Ps
PRIMARY
CONTROLLER
FROM K 1 K2
OPERATOR —1111" ANTISURGE ANTISURGE
Ki x + b1 K2x+b2
OR COMPUTERb l CONTROLLER CONTROLLER b2
TO THE
SPEED
GOVERNOR
TO THE
ANTISURGE
VALVE
TO THE
ANTISURGE
I TO THE
SPEED
VALVE GOVERNOR
FIG. 10. STATION CONTROL BY BIASING SPEED
10
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
A FIELD INSTALLATION
An example of these theories in operation is
taken from an off-shore gas compression station
equipped with two gas-turbine-driven compressors. The
gas supply to this station has both large and fast
changes in flow rate. The simultaneously loaded and
unloaded compressors use the S Criteria for load
100%
sharing to maintain stable suction pressure. The
controllers are of the advanced type designed by one of
the authors. The controls described here are in ANTISURGE VALVE
continuous operation today. UNIT #1
The station control system was shown in Fig. 6.
Fig. 11 shows a strip-chart record of inlet pressure, 0%
speed changes of the turbines, and response of the
antisurge valves.
50%
The gas supply to the station at the time tA is
low. At t A , both compressors are operating at low SPEED OF THE
speed (70 percent of the maximum speed of the power POWER TURBINE
turbine for unit No. 1 and 68 percent of the maximum UNIT #1
speed for unit No. 2). Both antisurge (recycle) valves
are partially open, and the gas supply is starting to 100%
increase. The control system simultaneously closes
both antisurge (recycle) valves in response. A sharp
1 00%
increase in gas supply momentarily causes inlet
pressure to increase at time tB. The control system
rapidly increases the speed of both compressors to ANTISURGE VALVE
restore inlet pressure to the required level. After a UNIT # 2
slight decrease, the gas supply increases again sharply
at time t c . Again, the control system maintains the
0%
inlet pressure by rapidly speeding up both compressors.
The control system maintains stable inlet pressure
under further sharp fluctuations of the gas supply 50%
during the time intervals t0 to t E and t F to t G .
In general, the deviation of the inlet pressure SPEED OF THE
from its required level never exceeded 2 percent. This POWER TURBINE
record shows the precise control, fast response and UNIT # 2
control stability possible with simultaneous approach
to the surge control lines using the S criteria. 100%
Note that the recycle is very low due to:
a. the simultaneous approach to the surge control
lines using the S criteria, plus 100%
b. the advanced antisurge control.
INLET PRESSURE
A comparision of before and after energy 9 0%
efficiency is not possible, in this case, because this
control system is an orginal installation, not a
retrofit. Machinery repairs have been minimal, and the 80%
tA tB t c
tp tE tG
need for operator intervention or manual control is
negligible.
User reports to the authors indicate that, if FIG. 11. OPERATION OF A COMPRESSOR STATION,
considerable load variation exists, an energy savings SIMULTANEOUSLY UNLOADING BY CRITERIA S
between 10 percent and 30 percent can be anticipated.
Even when the load is stable, significant benefits can
be expected from precise pressure control, improved
machine protection, and improved automation. efficient, automatic operation under all possible
operating conditions.
SOME CONCLUSIONS To improve control of parallel (or series)
operating centrifugals, there are two key points that
Though much attention has been paid to more are commonly neglected:
efficient compressor design, the control systems, which a. The loading/unloading strategy, and
strongly influence operating efficiency and b. the surge control strategy.
reliability, are often neglected.
Experience shows that we cannot commit the future; The extra cost of the best control system is very
that is, we cannot guarantee stable operating small compared to the compressor repair costs and lost
conditions, good machine maintenance or trained operating efficiences of a mediocre system.
operators. The authors believe, therefore, that the A serious approach to improved control of
control system should be designed to insure safe, centrifugal compressors will be well rewarded.
11
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
REFERENCES
1. Gregory K. McMillan, Centrifugal and Axial
Compressor Control, ISA, 1983
2. Francis G. Shinsky, Energy Conservation Through
Control, Academic Press, 1979
3. J.R. Gaston, "Centrifugal Compressor Operations
and Control", ISA, 31st Annual Conference,
Houston, 1978
4. N. Staroselsky, L. Ladin, "Improved Surge Control
for Centrifugal Compressors", Chemical Engineering,
May, 1979
5. N. Staroselsky, "Better Efficiency and Reliability
for Centrifugal Compressors Operating in Parallel",
Canadian Mining and Metallurgical Bulletin,
November, 1980
12
Downloaded From: https://proceedings.asmedigitalcollection.asme.org on 06/27/2019 Terms of Use: http://www.asme.org/about-asme/terms-of-use
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Caterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix BFA) Service Repair Manual (BFA00001 and Up) PDFDocument22 pagesCaterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix BFA) Service Repair Manual (BFA00001 and Up) PDFfkdmma0% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Student Exploration: Force and Fan CartsDocument6 pagesStudent Exploration: Force and Fan CartsJustin on YouTubeNo ratings yet
- Lecture 4-Mathematical Modeling of Electrical SystemsDocument58 pagesLecture 4-Mathematical Modeling of Electrical SystemsNoor Ahmed86% (7)
- Enzyme Technology by Martin F. ChaplinDocument149 pagesEnzyme Technology by Martin F. ChaplinAKSHAYNo ratings yet
- Control Box ST Installation and UpgradeDocument75 pagesControl Box ST Installation and UpgradeKamal Buddy100% (2)
- MIT22 081JF10 Lec10 PDFDocument43 pagesMIT22 081JF10 Lec10 PDFKamal BuddyNo ratings yet
- Gas Turbines & Combined CyclesDocument47 pagesGas Turbines & Combined CyclesKamal BuddyNo ratings yet
- Nuclear Energy: Fission & Fusion: P. M. BellanDocument52 pagesNuclear Energy: Fission & Fusion: P. M. BellanKamal BuddyNo ratings yet
- Industrial Terms PDFDocument31 pagesIndustrial Terms PDFKamal BuddyNo ratings yet
- Factsheet VariableFrequencyDrive US v01Document1 pageFactsheet VariableFrequencyDrive US v01Ishit DhadaNo ratings yet
- List of Worldwide AC Voltages and FrequenciesDocument3 pagesList of Worldwide AC Voltages and FrequencieskrishnandrkNo ratings yet
- GE Centrifugal and Axial CompressorsDocument28 pagesGE Centrifugal and Axial Compressorsewok2030No ratings yet
- 16 White PDFDocument12 pages16 White PDFPutut D. UtomoNo ratings yet
- V005t14a001 86 GT 204 PDFDocument12 pagesV005t14a001 86 GT 204 PDFKamal BuddyNo ratings yet
- Centrifugal Compressor SRL 454 - Ge Oil&gasDocument20 pagesCentrifugal Compressor SRL 454 - Ge Oil&gasKamal Buddy50% (2)
- Design Basis Memorandum - Regulatory Document IndexDocument123 pagesDesign Basis Memorandum - Regulatory Document Indexaugur8866124No ratings yet
- Paper FRT DigsilentDocument5 pagesPaper FRT DigsilentLeonardo JuanNo ratings yet
- Standards and Guidelines For Natural Gas Fuelled Ship Projects'Document133 pagesStandards and Guidelines For Natural Gas Fuelled Ship Projects'mohammad kassarNo ratings yet
- Standard Penetration Test (SPT) : Prepared by Paul W. MayneDocument41 pagesStandard Penetration Test (SPT) : Prepared by Paul W. MayneRubén A. Flores Rojas100% (1)
- International Journal of Hydrogen EnergyDocument24 pagesInternational Journal of Hydrogen EnergyMarioNo ratings yet
- TSIDocument55 pagesTSISamNo ratings yet
- 03.5 - FPFF - Fire Preventing and FightingDocument78 pages03.5 - FPFF - Fire Preventing and FightingkunaalNo ratings yet
- Ch-2 Demand Side Management ReviewDocument128 pagesCh-2 Demand Side Management Reviewmariam williamNo ratings yet
- Fluid / Air Cooling Systems: Flks-1HDocument74 pagesFluid / Air Cooling Systems: Flks-1HpeterNo ratings yet
- RBM Expenses - Truck 1411 (Additional) & JCDocument9 pagesRBM Expenses - Truck 1411 (Additional) & JCMark DerracoNo ratings yet
- (PPMS Evercool Brochure) PPMS EvercoolDocument2 pages(PPMS Evercool Brochure) PPMS EvercoolMylena Pinto NascimentoNo ratings yet
- Zero Net Energy Buildings: Deep Energy Retrofit, Gloucester, MADocument1 pageZero Net Energy Buildings: Deep Energy Retrofit, Gloucester, MAOffice of Energy and Environmental Affairs, MANo ratings yet
- Energy Fuel Report Avalara Tax Changes 2023Document15 pagesEnergy Fuel Report Avalara Tax Changes 2023aramsaranNo ratings yet
- 2-IoT Functional Block & ArchitectureDocument18 pages2-IoT Functional Block & Architecturesahale sheraNo ratings yet
- GB - SGI LPG - CNG Software Manual - Version 5.1.0Document46 pagesGB - SGI LPG - CNG Software Manual - Version 5.1.0Ricardo PintoNo ratings yet
- Acoustic Pipe SupportsDocument6 pagesAcoustic Pipe Supportsnamdq-1No ratings yet
- Manual de Utilizare Ventilator MUB - 100 - 710DV - SileoDocument24 pagesManual de Utilizare Ventilator MUB - 100 - 710DV - SileopintileirobertNo ratings yet
- Modelling and Simulation of CO Absorption in Alkaline Buffer Solutions in gPROMSDocument6 pagesModelling and Simulation of CO Absorption in Alkaline Buffer Solutions in gPROMSalinoriNo ratings yet
- Chapter 15 - HydrocarbonsDocument16 pagesChapter 15 - HydrocarbonsNabindra RuwaliNo ratings yet
- 15repeat Formation TesterDocument8 pages15repeat Formation TesterMark allenNo ratings yet
- MRP 4424 Sistema Contra Incendio 1Document56 pagesMRP 4424 Sistema Contra Incendio 1Salvador Barrera MaldonadoNo ratings yet
- HT1-2 - (Quantity of Heat) v2Document17 pagesHT1-2 - (Quantity of Heat) v2Alrence BajumNo ratings yet
- 25 - B - SC - , Home Sciene Syllabus (2017-18)Document28 pages25 - B - SC - , Home Sciene Syllabus (2017-18)quickdannyNo ratings yet
- J Jpowsour 2006 02 003Document4 pagesJ Jpowsour 2006 02 003Customer Tech Support / Product Development Sales/CCT Dept. AECPLNo ratings yet
- Technical Folder Filtercel Cfa-W: SpecificationsDocument1 pageTechnical Folder Filtercel Cfa-W: SpecificationsmehrezNo ratings yet
- Cot DLP Science 7Document14 pagesCot DLP Science 7Janry Nino CaisedoNo ratings yet