Professional Documents
Culture Documents
1940 PDF
Uploaded by
Shubhodeep SarkarOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
1940 PDF
Uploaded by
Shubhodeep SarkarCopyright:
Available Formats
CORROSION ENGINEERING
About the Correlation Between Crude Oil
Corrosiveness and Results From Corrosion
Monitoring in an Oil Refinery
Philipp Schempp,‡,* Karsten Preuß,* and Micha Tröger*
ABSTRACT KEY WORDS: corrosion monitoring, corrosion rate, high-
temperature corrosion, mercaptans, naphthenic acid corrosion,
Corrosion monitoring is an important tool to control and oil and gas, sulfidation, ultrasonic testing
predict corrosion in piping, vessels, furnace tubes, etc. of
chemical plants. This study shows results from ultrasonic
wall thickness measurements in crude oil and high vacuum INTRODUCTION
distillation units of a German crude oil refinery. Wireless
ultrasonic sensors were installed on the external surface of During the last decades, cost pressure on oil refin-
selected piping to continuously monitor internal corrosion. The eries has grown continuously, particularly in Europe,
focus was on high-temperature corrosion (>220°C), which is where consumption of crude oil products is de-
mainly caused by sulfur and acid components that are creasing more and more.1 As a consequence, oil refin-
present in crude oil and its fractions. Two corrosion parameters eries are looking for ways to increase their margin,
were calculated: corrosion rates (from wall thickness over and reducing crude oil costs is an important key factor.
time) and the change in shape of the ultrasonic back wall
These costs can account for about 80% of the total
reflection over time (PSI). This latter parameter is derived from
refinery expenditures.2 One possible way to cope with
the ultrasonic waveform measured by each sensor. Both cor-
rosion parameters showed different results regarding corro- this challenge is to purchase cheaper crudes on the
sion activity over time. This was explained by variations in global markets, such as crudes with elevated sulfur
process temperature that significantly influence wall thick- content and/or acidity. These “opportunity crudes”
ness readings but not PSI. Furthermore, only limited correlation are, however, often difficult to process owing to their
was found between corrosion and flow velocity/internal increased tendency for corrosion, fouling, coking, and
pressure. Finally, three crude parameters (total sulfur content, unfavorable boiling point ranges. Furthermore, one
total acid number, and mercaptan content) were obtained corrosion issue per week worldwide occurs statisti-
from crude run history and compared to measuring data. Sig- cally that leads to a severe incident such as sudden
nificant correlations between shape change and crude
leakages, e.g., resulting from pipe ruptures.3 These
parameters were found, dependent upon sensor location/
facts emphasize the need for corrosion control in pet-
corrosion loop.
rochemistry, where corrosion monitoring is one im-
portant approach to maximize equipment integrity.
Other than traditional techniques such as, e.g., in-
trusive weight loss coupons, new wireless sensors were
Submitted for publication: October 14, 2015. Revised and accepted:
developed in the last years. They monitor pipe or
April 6, 2016. Preprint available online: April 6, 2016, http://dx. vessel wall thickness and, thus, corrosion online by
doi.org/10.5006/1940. ultrasonic testing (UT). There is, however, little ex-
‡
Corresponding author. E-mail: p.schempp@shell.com.
*
Rheinland Refinery, Shell Deutschland Oil GmbH, Godorfer perience with this new monitoring approach. Open
Hauptstraße 150, 50997 Cologne, Germany. literature provides few articles about the general
ISSN 0010-9312 (print), 1938-159X (online)
CORROSION—Vol. 72, No. 6 16/0000123/$5.00+$0.50/0 © 2016, NACE International 843
CORROSION ENGINEERING
sensor technique, its advantages, and typical measur- the most reactive and, hence, most corrosive sulfur
ing data.4-8 This study aims to discuss not only species. Their concentration depends strongly upon
advantages and challenges of this new technique by crude oil and boiling point range. Experiments showed
focusing on measuring data but also its correlation to that mercaptans are most reactive somewhere be-
empirical data and crude run history of an oil refinery. tween 235°C and 300°C where they can accelerate
One important question is, for instance, if measured sulfidation. Thus, particularly middle distillate loops,
corrosion can be linked to crude oil parameters that such as light and heavy gas oil, are susceptible to
represent the corrosion potential such as total sulfur mercaptan corrosion. A minimum mercaptan con-
content or total acid number (TAN). If the UT sensor data centration of 100 ppm to 200 ppm was found to be
can be used to predict corrosion for a certain crude oil necessary to enable mercaptan corrosion.13 Fur-
diet, this would be an important step forward to reduce thermore, it was suggested that corrosion rates depend
inspection and maintenance costs. Also, opportunity upon mercaptan type and that mercaptans start to
crudes could be processed by a safer and more eco- decompose at temperatures between 300°C and
nomic manner. 400°C.13-14
Naphthenic Acid Corrosion — Each crude oil con-
tains naphthenic acids, where TAN is a common
BACKGROUND measure of general acidity. Increasing TAN, tempera-
ture, and flow velocity/turbulences and decreasing
High-Temperature Corrosion in Crude Distillation alloy contents of the bulk material accelerate
Unit and High Vacuum Unit naphthenic acid corrosion (NAC), which is often found
The first units of each oil refinery are crude to be very localized.9 This corrosion mechanism usually
distillation unit (CDU) and high vacuum unit (HVU) occurs at temperatures > 220°C and TAN > 0.5.15 The
where crude oil is distilled in two steps (at atmo- limit can be reduced to TAN > 0.1 for sweet, low sulfur
spheric pressure and at vacuum) into its major frac- crudes that have too little sulfur available to form a
tions. There are a variety of corrosion mechanisms stable FeS scale.16 As a consequence, it was stated that
that play a role in these units and that usually have a TAN (and thus the overall acid content) is far too
very different appearance at different locations. This rough to evaluate the crude oil’s tendency to cause
study focuses on the following main high-temperature NAC.17-18 Molybdenum contents > 2% in the bulk
corrosion mechanisms in CDU and HVU hydrocarbon metal may restrict NAC corrosion rates,9 and it is ar-
streams. gued that increasing sulfur contents can inhibit NAC
Sulfidation — Sulfidation or sulfidic corrosion is the as a result of FeS scale formation.19 Furthermore, the
reaction of steel and other alloys with reactive sulfur reactivity of each naphthenic acid, its distribution
compounds such as H2S from the fluid (e.g., crude oil) in over boiling point range, and the influence of its mo-
high-temperature environments.9 Being observed at lecular weight on its corrosion behavior are still under
temperatures above approximately 260°C, sulfidation discussion.18-19 For instance, experiments showed that
corrosion rates increase with temperature, peaking at naphthenic acids start to decompose at temperatures
approximately 450°C. Both carbon steel/low-alloyed > 350°C.2 As a result, NAC is difficult to predict and thus
steel and stainless steel can be affected by this observed frequently in CDU and HVU, particularly in
mechanism, which usually results in general wall furnace tubes and transfer lines between furnace and
thickness reduction. The modified McConomy curves distillation column.16 Several pipe ruptures in CDU
predict the influence of temperature, disclosing that or HVU furnaces, for instance, were caused in the past
increasing Cr and Ni alloying contents in the bulk by localized NAC. Those incidents can easily result in
material can reduce corrosion rates significantly.10-11 production losses of tens of million dollars.
This relation was extended to hydrogen/H2S- The above chemical corrosion mechanisms can
containing environments by the modified Couper- be further increased by erosion (by solid particles) or
Gorman curves.11-12 erosion-corrosion (e.g., for very high flow velocities
Dependent upon bulk material, flow conditions, and/or droplet impingement). Both mechanisms impair
and chemical composition of the fluid, the reaction the FeS protective scale and accelerate sulfidation
product iron sulfide (FeS) can form a stable, protective and naphthenic acid corrosion, in many cases very
sulfide scale eventually reducing the corrosion rate. But locally. Particularly, transfer lines are susceptible to
this passive layer can be damaged or even removed these effects because of the presence of high flow ve-
completely, which is influenced by flow conditions, locities and two-phase flow. To control and limit high-
temperature, content/type of sulfur compounds and temperature corrosion, materials and corrosion engi-
naphthenic acids, and hydrogen/H2S content, etc. neers usually consider one or several of the following
Moreover, a further influencing factor is the flow approaches:
regime (e.g., two-phase and/or turbulent flow) that can • Materials selection (by applying, e.g., corrosion
cause localized sulfidation. resistant alloys [CRAs])
Influence of Mercaptans — In addition to H2S, • Coatings (to protect the bulk material from the
mercaptans (or “thiols”) are considered to be some of corrosive attack)
844 CORROSION—JUNE 2016
CORROSION ENGINEERING
• Corrosion allowance (by increasing nominal (such as, e.g., water) is present, being restricted to
wall thickness to allow a certain degree of electrochemical corrosion.26 Hence, LPR cannot be used
corrosion) for corrosion monitoring in hydrocarbon streams in
• Corrosion inhibition (by injecting chemicals CDU and HVU where temperature is above the water
that, e.g., neutralize corrosive fluids) boiling point.
• Process adjustments (by limiting parameters Pulsed Eddy Current Method — Pulsed eddy current
such as sulfur content, TAN, or temperature) (PEC) probes were introduced in 200127 and are
• Corrosion monitoring (by applying, e.g., non- attached to the pipe’s external surface where they use a
destructive testing [NDT] to control the remaining pulsed magnetic field. This generates eddy currents
wall thickness) in the wall, which again induce voltages in the receiver
This paper focuses on the latter approach (cor- coil of the PEC probe. This signal is used to calculate
rosion monitoring). the remaining wall thickness, which is used as an
indicator of corrosion, but it is not as accurate as, e.g.,
UT wall thickness measurements. PEC probes are
Corrosion Monitoring
portable and can thus be used at several corrosion
There are different approaches in the petro-
monitoring locations (CMLs);28 however, good accessi-
chemical industry to monitor these corrosion mechan-
bility for manual data collection is needed. The
isms, where the most important ones are the
measuring system withstands metal temperatures up to
following:
Weight Loss Coupons — The use of corrosion cou- 550°C but is restricted to conductive metals (carbon
pons is the oldest and simplest method to estimate and low-alloyed steel)29 and cannot be used as an online
wall losses from corrosion.20 A metallic corrosion cou- monitoring system.
pon is weighed and introduced to the corrosive en- Field Signature Measurements — Field signature
vironment (e.g., inside of a pipe) where it remains for a measurements (FSM) involve a network of sensing
certain time (e.g., some weeks) before being removed pins or electrodes that are mounted on the external
and re-weighed. From the difference in weight, an av- surface of a pipe or vessel producing an electrical field
erage corrosion rate can be calculated to obtain an in the wall.24 After an initial voltage measurement,
estimate of the corrosion rate for the surrounding pipe/ subsequent changes in electrical field pattern are
vessel.21 As a result of its simplicity, the method can detected and compared against the initial measurement
be applied to many corrosion mechanisms and, thus, to to detect local changes in wall thickness (accuracy:
different units of an oil refinery.22 ±0.01 mm24). The comparably large measuring
Electrical Resistance Probes — Electrical resistance area of FSM (e.g., an entire pipe elbow) allows
(ER) probes are also introduced into the process detecting both general wall loss and localized corrosion.
stream where they start to corrode. The resulting Owing to its complexity and thus elevated installation
thickness reduction of the probe’s cross section is and operational costs, such measurements are
proportional to an increase in its electrical resistance, usually restricted to a few locations within a
which is measured by an instrument outside of the chemical plant where corrosion hot spots are
pipe/vessel. This allows calculation of corrosion rates expected.24
that are usually monitored online, which is a clear Ultrasonic Testing — Non-intrusive UT measure-
advantage in comparison to only a few values per year ments are the fastest method to reliably measure wall
from weight loss coupons. Furthermore, ER probes thickness and thus to monitor general wall loss. The
can be applied to almost all corrosion environments23 wall thickness is calculated from the reflection of the
and they can have a high resolution down to tenths of ultrasonic signal at both external and internal surface.
nanometers.24 They can be used, for instance, to eval- But the exact measuring location usually varies
uate the effectiveness of a chemical corrosion inhib- during periodic manual inspection, which limits
itor in the atmospheric distillation overhead system.3,25 accuracy of corrosion rates. To reduce this uncer-
The limits of the ER technique are, however, that they tainty, some systems monitor both measurement and
are intrusive and that the measurements are very location.30 A further approach to increase the accu-
local.24 Also, ER probes have to be replaced when the racy of several measurements at one location is to
maximum corrosion depth is exceeded (usually between install permanent UT sensors that remain at the
0.05 mm and 0.6 mm, dependent upon probe corresponding CML for a longer period such as
geometry23). months or even years.5,8 In comparison to FSM, UT
Linear Polarization Resistance Probes — Linear po- sensors provide local measurements as a result of
larization resistance (LPR) is an electrochemical their comparably low measuring area (usually some
technique that allows determining corrosion rates in cm2), which makes detection of local corrosion
real time. Such intrusive probes usually consist of phenomena difficult. An important advantage of UT
three electrodes that measure the electrochemical cor- sensors is that many more CMLs can be monitored
rosion potential in corrosive environments. For this by simple UT sensors for the same cost as
reason, the method can only be applied if an electrolyte by FSM.6
CORROSION—Vol. 72, No. 6 845
CORROSION ENGINEERING
TABLE 1 With increasing pipe diameter (from 150 mm to
Pros and Cons of Corrosion Monitoring Techniques 800 mm), sensors were also attached at elbow inlet
Online Costs (10° position) and apex (45° position). As a result, many
Technique Intrusive Resolution Measurement per CML pipe elbows and some T-pieces of this CDU/HVU
complex are now monitored continuously for corrosion.
Weight loss Yes Low No Low
coupons
The pipe material was carbon steel at CMLs in loops 2,
ER probes Yes High Yes Low 3, and 4 and 5%Cr-0.5%Mo steel (ASTM A355, P5/
LPR probes Yes High Yes Medium X12CrMo5) at CMLs in loops 1, 5, and 6 (see Table 2).
PEC method No Medium No Medium To protect the electronics in the orange sensor head
FSM No High Yes High
from the heat of the near pipe, heat shield plates were
UT No High Yes Medium
positioned on the sensor guide waves, which were at-
tached afterward to the insulation. The measuring
frequency of all sensors was chosen to be twice a day to
Table 1 summarizes pros and cons of the dis- allow increased battery life, also taking into account
cussed corrosion monitoring methods, disclosing that that such wall thickness measurements are usually
UT sensors provide important advantages for corro- mid- to long-term analyses.
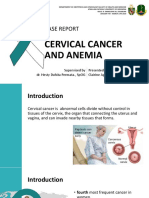
sion monitoring in an oil refinery. The UT signal travels from the sensor head
through two stainless steel guide waves to the sensor
PROCEDURES foot where it enters the pipe wall. It is then reflected
particularly on both external (first echo) and internal
Refinery Setup (second echo) pipe surface. The corresponding UT
waveform (or “A-scan”) is shown in Figure 2, empha-
As a result of their suitability and flexibility, an
sizing two important parameters that are recorded by
increased number of ultrasonic sensors were installed
the software for each sensor:
to monitor high-temperature corrosion in CDU and
HVU. All sensor locations were selected on the basis of • Wall thickness
○ Calculated by time-of-flight analysis from
three parameters:
• Inspection history, particularly regarding for- the interval between both main echoes that are
mer UT and radiographic testing (RT) measure- detected by the “EP” (envelope peaks)
ments at the corresponding CMLs (to focus on approach;
○ Used to calculate corrosion rates (by
corrosion hot spots);
• Corrosion rates, calculated by a simulation trending wall thickness over time) as a mea-
tool that predicts high-temperature corrosion on sure of general wall loss at the corre-
the basis of pipe/vessel geometry, fluid, pro- sponding CML.
cess conditions, and crude run history; and • Shape of back wall reflection
○ Compared to the back wall echo shape from
• Accessibility of each CML (to reduce installa-
tion and maintenance efforts). previous and subsequent measurements
As a result, pipe of the CDU and HVU systems (= change in shape of back wall reflection)
discussed next were selected for the installation of such and interpreted as a measure of change in
sensors. roughness of the internal surface;
○ Used to calculate “PSI” (Permasense† shape
indicator) at the corresponding CML.
Online Wall Thickness Measurements
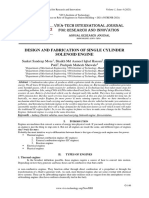
Permasense† UT sensors were mounted with It is important to understand the difference be-
their H-shaped foot on a pair of threaded studs that had tween both parameters. Note that sulfidation usually
been welded on the pipe’s external surface by a leads first to a slight increase in surface roughness.
drawn-arc stud welding process (see Figure 1[a]). The This effects initiates at a very low order of magnitude
challenge here was to do this while the pipe was in such as micrometers or even nanometers. After some
service at temperatures between 250°C and 410°C. time, surface roughening accumulates and results in
Preceding welding procedure qualification report, measurable wall thinning, from which one can cal-
welding procedure specification and selection and ex- culate corrosion rates. The dimensionless parameter
amination of specialized welders ensured maximum PSI was designed to describe the first stage (surface
safety. This eventually allowed minimization of the roughening) by focusing on the second echo of the UT
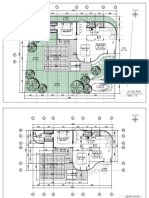
turnaround scope. Furthermore, manual NDT mea- waveform (see Figures 2 and 3). Accordingly, the
surements (UT + RT) were executed at each sensor sensor software analyzes the shape of this echo over
location to check the actual wall thickness prior to time. Figure 3 shows an example of one sensor,
welding. Ultrasonic sensors were installed, particularly revealing how significantly the echo’s shape can change
at pipe elbow outlets (in the 80° position in Figure 1[b]). (here: during 75 d). Remember that this second peak
represents the appearance of the measuring area on the
†
Trade name. pipe’s internal surface (such as the first peak
846 CORROSION—JUNE 2016
CORROSION ENGINEERING
(a) (b)
Heat H-shaped
shield foot
80°
Sensor head
(electronics)
45°
50 mm
10°
FIGURE 1. Ultrasonic wall thickness sensor (a) and CMLs (corrosion monitoring locations) where such sensors were
attached (b, black arrow indicates flow).
represents the external surface). Even small degrees of sensitive to detection of even low degrees of corrosion,
corrosion roughen the internal surface and change and wall thickness can indicate elevated corrosion
the shape of the second UT echo. Moreover, Figure 3 activity.
shows that wall thickness did not change in this Each PSI value was calculated by the UT software by
example, which is shown by the distance between both analyzing 60 different UT measurements/waveforms.
main peaks that remained constant during 75 d. The With a measuring frequency of twice a day, all PSI values
shape of the back wall reflection is thus a parameter were thus based on data from 30 d. Furthermore,
each PSI value was calculated from 30 preceding and 30
subsequent UT waveforms. This means that PSI data
TABLE 2 were always first available with a “delay” of 15 d (for a
Corrosion Loops in CDU/HVU Where Ultrasonic Sensors measuring frequency of twice a day). The exact al-
Were Installed(A) gorithm used to compare the back wall reflection for
Boiling Process
different UT waveforms in order to calculate PSI was
Point Range Temperature developed experimentally by the company in the last few
Loop (°C) at CML (°C) Material years. It is unknown to the end-user and is thus not
subject of this publication.
1) Crude oil 143-FBP 360 5%Cr-0.5%Mo
steel (P5) High PSI values are related to high changes in
2) Kerosene 123-210 250 Carbon steel roughness indicating elevated corrosion on the internal
3) Gas oil (refl.) 272-291 317 Carbon steel pipe surface and vice-versa. Note that PSI is not
4) Gas oil 210-330 275-285 Carbon steel influenced by process temperature because tempera-
5) LR 340-FBP 410 5%Cr-0.5%Mo
steel (P5)
ture does not influence the back wall signal’s shape.
6) HVGO 473-484 275-300 5%Cr-0.5%Mo In contrast, wall thickness is influenced by temperature
steel (P5) because the distance between both main peaks of the
(A)
FBP: final boiling point; refl.: circulating reflux; LR: long (atmo- UT waveform increases with increasing temperature.
spheric) residue; HVGO: heavy vacuum gas oil. This makes PSI an additional, very sensitive
UT 1st information:
amplitude wall thickness
2nd information:
shape of back wall reflection (2nd echo)
Signal envelope
Time
1st echo:
external surface 2nd echo:
internal surface
FIGURE 2. Typical UT (ultrasonic testing) waveform (= A-scan).
CORROSION—Vol. 72, No. 6 847
CORROSION ENGINEERING
UT flexibility during the last years (recall Introduction).
amplitude In many cases, crude diets and thus parameters such
Waveform on day 1 as chemical composition, viscosity, flow conditions, or
yields (in % per boiling point range) can change sig-
nificantly within days or even hours. As a consequence,
high-temperature corrosion phenomena in CDU and
Time
HVU vary over time and “corrosion hot spots” can
change their severity and location. Hence, it is im-
portant to monitor crude parameters that contribute to
high-temperature corrosion. In this study, the fol-
lowing crude parameters were obtained from the com-
pany’s crude assay database for the corrosion loops
Waveform on day 75 listed in Table 2:
• Total sulfur content (determined according to
ASTM D2622);
Time • TAN (determined according to ASTM D974);
• Mercaptan content (determined according to
ASTM UOP163).
FIGURE 3. Change of UT waveform appearance over time (for one RESULTS AND DISCUSSION
sensor). Note the change in shape of the second peak.
Crude Parameters
Figure 4(a) shows average values (9 month) of
measuring value that complements conventional wall total sulfur content and TAN for six different CDU and
thickness readings.
It is of note that the sensor’s “footprint” (mea-
suring area) is approximately 1 cm2, which emphasizes (a) 1.5 1.5
that localized corrosion such as pitting cannot be Total sulfur content
detected reliably with such sensors. In other words, the TAN
TAN (mg KOH/g)
S Content (wt%)
sensor network should have a sufficient amount of 1.0 1.0
sensors to allow reliable and repeatable measurements
that show the potential for high-temperature corro-
sion in the whole pipe. Local effects owing to, e.g.,
0.5 0.5
turbulent flow or droplet impingement might only be
evaluated with a very high number of sensors, which
increases costs. On the other hand, only a few sensors
0.0 0.0
are needed to monitor general wall loss in a comparably
l l
oi e oi LR O
)
large area of a petrochemical plant. en
fl.
G
e as 5.
re
ud os HV
l(
After installation, the sensors automatically r er G
4. 6.
oi
1.C .K
as
build a self-healing wifi network and connect to gateway 2
G
3.
(wifi antenna) and server. Software records UT
waveform and wall thickness of each sensor, allowing
(b) 30 1. Crude oil
further data processing to calculate corrosion rates
2. Kerosene
Mercaptan Content (ppm)
and PSI. Thus, corrosion engineers can check these 25 3. Gas oil (refl.)
corrosion parameters at their office computers at any 4. Gas oil
5. LR
time, which makes the UT sensors a smart online cor- 20 6. HVGO
rosion monitoring tool. Furthermore, it should be
noted that all sensors are wireless. Their intrinsically 15
safe batteries can last for up to 7 y, dependent upon
10
measuring frequency and stability of the sensor net-
work. Also, these sensors withstand metal surface 5
temperatures up to 600°C, which again highlights the
flexibility of the measuring system. 0
1 2 3 4 5 6 7 8 9 10
Time (month)
Crude Parameters
Today, it is common practice that crude oil diets FIGURE 4. Mean values (9 month) of total sulfur content vs. TAN (a)
processed in oil refineries vary in very short time and mercaptan content over time in different loops of CDU and
HVU (b).
intervals as a result of the increasing need for crude
848 CORROSION—JUNE 2016
CORROSION ENGINEERING
HVU loops. Accordingly, sulfur content (0.82 wt%) (a) 22.1 Corrosion rate: 0.07 mm/y 280
and TAN (0.28 mg KOH/g) of the crude oil diet were
comparably low. Both parameters can reach levels of
Wall Thickness (mm)
several wt% (S content) or several mg KOH/g (TAN). This 22.0 265
Temperature (°C)
suggests that particularly sweet, low TAN crudes were
processed during this period of 9 months. Furthermore,
the diagram reveals a correlation between sulfur 21.9 250
content and TAN. The mean sulfur/TAN ratio was
measured to be > 2.0, except for kerosene (1.2) and
heavy vacuum gas oil (HVGO, 1.7). Low ratios, < 1.0, can 21.8 235
be interpreted as an indication of an increased sus- Wall thickness
ceptibility to NAC.16 Accordingly, increased NAC was Temperature
found elsewhere in CDU and HVU of an oil refinery 21.7 220
0 20 40 60 80 100
while processing very sweet, low TAN crude oils such as
Time (d)
WAF (West African) crudes that can have sulfur/TAN
ratios even below 0.5.16 As a result (from Figure 4[a]), (b) 22.1 Corrosion rate: 0.07 mm/y 200
sulfidation is expected to be the dominating corrosion
mechanism (compared to NAC).
Wall Thickness (mm)
To give an overview of how such crude parameters 22.0 150
vary over time, Figure 4(b) shows the mercaptan
content during 10 months for the same CDU and HVU
PSI (-)
loops. In accordance with the total sulfur content (see 21.9 100
Figure 4[a]), the mercaptan content was also found to be
comparably low (< 25 ppm), indicating a low risk for
21.8 50
mercaptan corrosion.13 It should be noted that there is a
Wall thickness
strong variation of mercaptans over time, but not for
the total sulfur content. This emphasizes that each PSI
21.7 0
crude oil usually has a very different mercaptan 0 20 40 60 80 100
concentration, independent of total sulfur. As known Time (d)
from experiments,13 Figure 4(b) shows elevated
FIGURE 5. Influence of process temperature on UT wall thickness
mercaptan contents for middle-distillates (such as gas
readings (a) and relationship between wall thickness and PSI (b) for
oil) and low mercaptan contents for higher tempera- sensor in kerosene loop.
tures (here: LR [long (atmospheric) residue] and HVGO).
This is a result of the boiling point range distribution
of mercaptans and likely also a result of their decom- The propagation velocity of the UT signal depends
position at temperatures > 300°C.13-14 upon metal temperature. Increasing temperatures
reduce this velocity, increasing the distance between
Wall Thickness, Corrosion Rates, and PSI both main peaks in Figure 2. This is interpreted by the
A typical plot of wall thickness vs. time (110 d) is software as increasing wall thickness, which is, of
shown by Figure 5(a) for one sensor that was installed in course, not realistic. Furthermore, parameters such
the kerosene system. The corresponding graph as insulation conditions, surrounding temperature,
reveals very low wall thickness data scattering of etc., are different at each sensor location, resulting in
±0.01 mm. This is very accurate in comparison to a different susceptibility of each sensor to temperature
manual UT thickness measurements where it is usually variations. As a consequence, “manual” or automatic
almost impossible to repeatedly measure at exactly compensation for temperature by the sensor software
the same position. Consequently, inaccuracy can in- (by applying, e.g., a general correction factor) is dif-
crease by 1 to 2 magnitudes. The other curve in ficult. Therefore, the sensor producer recently released a
Figure 5(a) is temperature data that was measured with new sensor generation that includes a thermocouple.
a nearby temperature sensor. It is obvious that both The software then compensates all wall thickness
curves have a very similar shape, disclosing a strong readings for temperature, which is intended for in-
dependence of measured wall thickness on process creasing the measuring system’s accuracy. The sensors
temperature. Accordingly, changes in temperature of of this study do not have such a thermocouple be-
only 3 K influence wall thickness readings signifi- cause they had been installed earlier.
cantly. This makes calculation of corrosion rates inac- Figure 5(b) shows the comparison between wall
curate, particularly if they are low. The corrosion rate thickness and PSI for the same UT sensor. Interestingly,
indicated in Figure 5(a) (0.07 mm/y) corresponds to the PSI data scatter very little. Furthermore, wall thick-
slope of the linear fit of the wall thickness–time curve ness and PSI developed very differently over time. Ac-
and was not compensated for temperature. cordingly, PSI indicates a strong increase in
CORROSION—Vol. 72, No. 6 849
CORROSION ENGINEERING
corrosiveness between days 40 and 60, while the real (a) 100 150
wall thickness likely did not change significantly if ∅ Corrosion rate UT
∅ Corrosion rate McConomy
one considers the temperature influence from Figure 5(a).
∅ CR (normalized, %)
80 ∅ PSI 120
A possible reason for this behavior (change in crude
corrosiveness) is discussed in detail in the Correlation
∅ PSI (-)
60 90
Between PSI and Crude Parameters section.
It should be noted here that changes in internal 40 60
roughness (that are actually used to calculate PSI) can
also slightly influence wall thickness readings. This 20 30
was observed in a few cases where a small but sharp
change in wall thickness by up to 0.1 mm was 0 0
l l
measured. This observation could not be explained by a oi ne oi LR O
)
fl.
de e as 5. VG
(re
change in temperature but by PSI, which was at u os G H
Cr er 4. 6.
l
oi
maximum at that moment. Strong and sudden changes 1. .K
as
2
G
in internal roughness (high PSI) can smear the shape
3.
of the second UT echo, which modifies the exact peak
(b) 8 120
location of this echo (recall Figure 3). This is inter- ∅ Corrosion rate UT ∅ PSI
preted by the software as slight but sharp change in wall
20% of all 39% of all 41% of all
thickness, which again affects overall corrosion rate.
∅ CR (normalized, %)
6 sensors sensors sensors 90
The extent of this effect was determined to be very
low (< 5%) by comparing all wall thickness data to 84
∅ PSI (-)
process temperature. Affected data was excluded
4 66 60
and not considered for the calculation of corro-
sion rates. 3.5%
The two main effects can be summarized as
2 2.4% 30
follows: 2.1%
• Process temperature (on wall thickness read- 20
ings but not on PSI), 0
0
• Internal roughness (on wall thickness readings 10 45 80
and PSI). CML (degree)
Accordingly, PSI can be used as a first, very FIGURE 6. Mean values (9 month) for normalized corrosion rate (CR)
sensitive indicator of corrosion (in the form of changes in and PSI in different loops of CDU and HVU (a) and at different pipe
internal roughness), where wall thickness/corrosion elbow CMLs for all sensors (b).
rates indicate subsequent wall thinning restricted by
temperature and, to some degree, by roughness. Also,
data trending over time is more accurate for PSI than for As a result, no correlation was found between
corrosion rates. measurement (UT) and prediction (McConomy), see
Figure 6(a). To explain this, it should be noted that
hydrogen or H2S were assumed to be absent
Mean Values for Corrosion Rates and PSI
(McConomy curves). Furthermore, this comparison
In a second step, average values for corrosion rate
points out that parameters such as type and distri-
and PSI data from 9 months were calculated and
bution of sulfur compounds/naphthenic acids or flow
compared for six different corrosion loops (see
Figure 6[a]). Note that all measured average corrosion conditions, etc., influence high-temperature sulfida-
rates (UT) were generally found to be low in com- tion significantly. They are, however, not considered by
parison to rates that are typically observed in these the McConomy approach. This challenges the com-
CDU/HVU corrosion loops of an oil refinery. For gas parison of measured to theoretical corrosion rates.
oil reflux and long residue, the corrosion was even Moreover, it appears from Figure 6(a) that theoretical
measured to be zero. The diagram compares mea- McConomy corrosion rates may be overly conservative
suring values to theoretical corrosion rates that were for the corrosion observed in this study.
calculated from modified McConomy curves on the Figure 6(a) also shows PSI values that can range
basis of Table 3. Therefore, temperature and material by definition from 255 (highest corrosion) to 0 (no cor-
(recall Table 2) were used to determine corrosion rates rosion). Hence, the presented PSI values are compa-
for 0.5 wt% sulfur content, which was adjusted by rably low (< 100), which matches with the (low) level for
a multiplier to obtain a theoretical corrosion rate for UT corrosion rates in the same diagram. Further-
the corresponding sulfur content. Note that all corro- more, PSI correlates to the pipe material in Figure 6(a):
sion rates in Figure 6(a) and Table 3 are normalized PSI is lowest for loops 1, 5, and 6 in which 5 wt% Cr
values, which means that absolute values (in mm/y) steel was used instead of carbon steel as in the other
were transformed into relative values (in %). loops. As both PSI and UT corrosion rates are based
850 CORROSION—JUNE 2016
CORROSION ENGINEERING
TABLE 3
Data for Determination of McConomy Corrosion Rates on the Basis of McConomy10 and Gutzeit11
Mean Process Corrosion Rate for McConomy
Temperature Total Sulfur 0.5 wt% Sulfur(A) Corrosion Rate Corrosion Rate(A)
Loop at CML (°C) Content (wt%) (normalized) Multiplier (normalized)
1) Crude oil 360 0.82 4.3% 1.13 4.8%
2) Kerosene 250 0.02 9.6% 0.20 1.9%
3) Gas oil (refl.) 317 0.22 60.7% 0.72 43.7%
4) Gas oil 280 0.21 23.9% 0.71 17.0%
5) LR 410 1.31 67.9% 1.37 93.0%
6) HVGO 288 1.02 10.0% 1.25 12.5%
(A)
Dependent upon temperature and material according to McConomy10 and Gutzeit.11
on data from a large number of sensors, one can con- the UT sensors used here collect local measurements on
clude that the crude oil diet processed in this period of the one hand, which likely do not fully represent the
time was not very corrosive in the high-temperature corrosion in the whole pipe. On the other hand, the flow
areas of CDU and HVU. Moreover, Figure 6(a) reveals regime usually affects corrosion locally. Examples are
significant differences between UT corrosion rates and elbow back sides resulting from flow impingement or
PSI, although both are measuring data from UT locations downstream of reinforced welds that cause
sensors. It is probable that temperature (which influ- local turbulences. In other words, flow velocity is a key
ences wall thickness and thus corrosion rate, but not factor but its effects on high-temperature corrosion
PSI) is the main reason behind this discrepancy. In cannot be detected reliably by local measurements.
other words, PSI values seem to show again a higher
Interestingly, pressure was observed to correlate to
sensitivity to corrosion and thus an increased signifi-
some degree to corrosion rate (see Figure 7[b]).
cance compared to corrosion rates.
An interesting comparison is given in Figure 6(b)
(a) 120 24
that shows average UT corrosion rates and PSI for three ∅ PSI
different CML positions on pipe elbows (recall Figure 1 100 ∅ Velocity 20
[b]). It is a common belief that the elbow back side (45°
∅ Velocity (m/s)
position) is subject to the highest corrosive attack in 80 16
∅ PSI (-)
each elbow because shear stresses resulting from flow
60 12
impingement are expected to be the highest here.
Figure 6(b) suggests a maximum in corrosion some- 40 8
where between 45° and 80° (elbow outlet). The lowest
corrosion rates and PSI values were measured on the 20 4
10° position, which sounds reasonable. At this point,
0 0
it should be highlighted that, e.g., computational fluid l l
dynamics simulation can give a “corrosion profile” for oi ne oi LR O
)
fl.
de e as 5. VG
re
u os H
l(
er G
such an elbow. This way, corrosion hot spots resulting Cr 4. 6.
oi
1. .K
as
from high local shear stresses that impair the passive 2
G
3.
FeS layer can be found.
(b) 8 24
∅ Corrosion rate
Influence of Flow Velocity and Pressure 7 20
∅ CR (normalized, %)
∅ Pressure
∅ Pressure (bar [g])
As outlined earlier, important key factors for 6
high-temperature corrosion in CDU/HVU are further 16
5
process parameters such as flow velocity and pres-
4 12
sure. An increase in these parameters can result in
increased corrosion, owing to the increase of shear 3
8
stresses at the internal pipe surface. This impairs the 2
FeS protective layer, which facilitates corrosion of the 4
1
bulk metal. Figure 7(a) discloses that no correlation was
0 0
found between average values for flow velocity and l l
oi ne oi LR O
)
fl.
corresponding PSI values. While PSI was highest in e as VG
de 5.
re
u os H
l(
corrosion loops 2, 3, and 4, the corresponding flow er G
Cr 4. 6.
oi
1. .K
as
velocity was very low (and vice-versa for the other loops). 2
G
3.
Similar results were found for the comparison of
mean flow velocity with mean corrosion rates (not FIGURE 7. Mean values (9 month) for PSI and flow velocity (a) and
corrosion rates and pressure (b) in different loops of CDU and HVU.
shown in Figure 7). This observation confirms that
CORROSION—Vol. 72, No. 6 851
CORROSION ENGINEERING
Accordingly, corrosion rates were highest in loops with to exist a clear correlation between PSI and sulfur
elevated pressure, such as the HVGO system. This content. While both variables were found to have a
suggests that pressure might be a key factor in sulfi- minimum somewhere between months 4 and 5,
dation behavior, although, on the other hand, PSI did there was a higher corrosion activity/sulfur content
not show a clear influence by pressure (not shown in before and afterward (maximum in months 2
Figure 7). and 9).
Summarizing Figures 7(a) and (b), it should be Note that, for purposes of clarity, the vertical sulfur
pointed out that the UT sensors used here collect local content axis of these six diagrams have different
measurements that have been averaged. Conse- scales as a result of very different sulfur levels in each
quently, “local” influencing factors (such as flow veloc- loop (recall Figure 4[a]). This makes the correlation
ity) seem to be dominated by “global” factors such as between PSI and sulfur content quite significant, par-
metallurgy, chemical composition (e.g., sulfur content), ticularly for the kerosene loop (Figure 8[b]). Here, the
or pressure. total sulfur content was just some hundredths of wt%.
The clear correlation of both curves thus emphasizes
Correlation Between PSI and Crude Parameters (1) the high sensitivity of the UT measuring system and
A very important question is if the UT measuring (2) the relevance of PSI.
data correlates to crude parameters that are related to The crude oil’s total sulfur content covers many
sulfidation and naphthenic acid corrosion. Therefore, different sulfur species with very different tendencies for
measuring data was compared to crude parameters high-temperature corrosion. For this reason, it was
dependent upon time. As a result of the influence of often stated that such a “general” parameter would not
temperature and roughness on corrosion rates (recall be appropriate to predict sulfidation. This is
the Wall Thickness, Corrosion Rates, and PSI section), challenged by the results in Figure 8. One should re-
it was impossible to determine accurate corrosion rates member here that the total sulfur content is com-
over a small period of time, such as one month. The parably easy to determine and to monitor in an oil
dependence on temperature variations and the result- refinery.
ing data scattering was simply too high. It was, Two other influencing crude parameters (TAN
however, possible to accurately average PSI values for and mercaptan content) are compared to PSI in different
each month. These mean values were compared to diagrams (see Figures 9 and 10). Note that the PSI
monthly mean values for the total sulfur content during curves in these two figures are consequently the same,
the same 10 months period (see Figure 8). According as shown in Figure 8. Furthermore, the scales of all
to these six graphs (one per corrosion loop), there seems TAN axes in Figure 9 were adjusted to different typical
(a) 250 1.5 (b) 250 0.05 (c) 250 0.5
PSI PSI PSI
200 S content 1.2 200 S content 0.04 200 S content 0.4
S Content (wt%)
S Content (wt%)
S Content (wt%)
PSI (-)
0.9 150 0.3
PSI (-)
PSI (-)
150 0.03 150
100 0.6 100 0.02 100 0.2
50 0.3 50 0.01 50 0.1
0 0.0 0 0.00 0 0.0
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Time (month) Time (month) Time (month)
(d) 250 0.5 (e) 250 2.0 (f) 250 2.0
PSI PSI PSI
200 S content 0.4 200 S content 1.6 200 S content 1.6
S Content (wt%)
S Content (wt%)
S Content (wt%)
PSI (-)
1.2 150
PSI (-)
150 1.2
PSI (-)
150 0.3
100 0.2 100 0.8 100 0.8
50 0.1 50 0.4 50 0.4
0 0.0 0 0.0 0 0.0
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Time (month) Time (month) Time (month)
FIGURE 8. Monthly mean values of total sulfur content and PSI in (a) crude oil, (b) kerosene, (c) gas oil reflux, (d) gas oil, (e)
LR, and (f) HVGO.
852 CORROSION—JUNE 2016
CORROSION ENGINEERING
(a) 250 0.5 (b) 250 0.03 (c) 250 0.12
PSI PSI PSI
TAN (mg KOH/g)
TAN (mg KOH/g)
200 TAN 0.4 200 TAN 200 TAN
TAN (mg KOH/g)
0.09
0.02
150 150 150
PSI (-)
PSI (-)
0.3
PSI (-)
0.06
100 0.2 100 100
0.01
0.03
50 0.1 50 50
0 0.0 0 0.00 0 0.00
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Time (month) Time (month) Time (month)
(d) 250 0.12 (e) 250 1.0 (f) 250 1.0
PSI PSI PSI
TAN
TAN (mg KOH/g)
200 200 TAN 0.8
TAN (mg KOH/g)
200 TAN 0.8
TAN (mg KOH/g)
0.09
150 150 150 0.6
PSI (-)
PSI (-)
0.6
PSI (-)
0.06
100 100 0.4 100 0.4
0.03
50 50 0.2 50 0.2
0 0.00 0 0.0 0 0.0
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Time (month) Time (month) Time (month)
FIGURE 9. Monthly mean values of TAN and PSI in (a) crude oil, (b) kerosene, (c) gas oil reflux, (d) gas oil, (e) LR, and (f)
HVGO.
TAN levels of each stream to improve clarity (as also not be used as an appropriate parameter to predict
done in Figure 8). As a result, no clear correlation was NAC.9,16-18
found between monthly TAN and PSI values for all Some correlation was found between mercaptan
systems (see Figure 9), but to some degree for the content and PSI (see Figure 10) that shows mercaptan
kerosene and gas oil loops (Figures 9[b] through [d]). data from Figure 4(b). Interestingly, the highest corre-
As TAN is also a mixture of many acids with very lation was observed for rather “cool” kerosene on the
different properties, it was suggested that TAN could one hand, and high-temperature streams (crude oil, LR,
(a) 250 25 (b) 250 25 (c) 250 25
Mercaptan Content (ppm)
Mercaptan Content (ppm)
Mercaptan Content (ppm)
PSI PSI PSI
200 Mercaptan content 20 200 Mercaptan content 20 Mercaptan content
200 20
PSI (-)
PSI (-)
15 15
PSI (-)
150 150 150 15
100 10 100 10 100 10
50 5 50 5 50 5
0 0 0 0 0 0
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Time (month) Time (month) Time (month)
(d) 250 25 (e) 250 25 (f) 250 25
Mercaptan Content (ppm)
Mercaptan Content (ppm)
Mercaptan Content (ppm)
PSI PSI PSI
200 Mercaptan content 20 200 Mercaptan content 20 200 Mercaptan content 20
15
PSI (-)
PSI (-)
15 15
PSI (-)
150 150 150
100 10 100 10 100 10
50 5 50 5 50 5
0 0 0 0 0 0
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Time (month) Time (month) Time (month)
FIGURE 10. Monthly mean values of mercaptan content and PSI in (a) crude oil, (b) kerosene, (c) gas oil reflux, (d) gas oil, (e)
LR, and (f) HVGO.
CORROSION—Vol. 72, No. 6 853
CORROSION ENGINEERING
TABLE 4 six different corrosion loops of an oil refinery’s CDU
Correlation Between PSI and Crude Parameters: Percen- and HVU:
tage of Gradients Between Two Months Where Both PSI and • Corrosion rates (as a measure of general wall
Corresponding Crude Parameter Increased (positive gradi- thinning, derived from wall thickness);
ent) or Decreased (negative gradient)(A),(B),(C) • PSI (change in shape of UT back wall signal as
Correlation Between PSI and a measure of change in internal roughness).
Sulfur Mercaptan v The results revealed two particular influencing
Loop Content TAN Content factors:
• Temperature (that influences wall thickness
1. Crude oil, 360°C 75% 38% 75%
2. Kerosene, 250°C 71% 57% 71%
and corrosion rates, but not PSI);
3. Gas oil (CL), 317°C 71% 67% 43% • Internal roughness (that can, when changing
4. Gas oil, 275-285°C 57% 86% 57% significantly, reduce wall thickness measuring
5. LR, 410°C 56% 33% 67% accuracy).
6. HVGO, 275-300°C 56% 22% 67%
v Furthermore, the following results were observed:
Average 64% 63% 50% • PSI seems to provide more accuracy in corro-
59% sion monitoring than wall thickness/corrosion
(A)
Recall Figures 8 through 10. rates, mainly because of uncertainty caused by
(B)
High correlation: 67% to 100%; medium correlation: 34% to 66%; temperature influence;
(C)
and low correlation: 0% to 33%. • No correlation between (measured) UT corro-
CL: circulating reflux; LR: long (atmospheric) residue; HVGO:
heavy vacuum gas oil. sion rates and (theoretical) McConomy corro-
sion rates;
• Clear correlation between pipe material and
corrosion parameter PSI (low PSI for
and HVGO) on the other hand, where the mercaptan P5 material and elevated PSI for carbon steel
content was low (< 16 ppm). Mercaptans are commonly piping);
expected to decompose at temperatures between • No correlation between measuring data and
300°C and 400°C,13-14 which makes this observation flow velocity but increased correlation between
even more interesting. measuring data and process pressure.
Table 4 summarizes the correlation between PSI v Measuring data was compared to three crude
and crude parameters (Figures 8 through 10) by com- parameters from crude run history: total sulfur content,
paring both curves of each diagram. The percentage of TAN, and mercaptan content. The most important
cases where both curves have a positive or negative results from this analysis are as follows:
slope between two neighbored months is given. From • Corrosion rates are too inaccurate to compare
this overview, it becomes clear that both total sulfur them to crude parameters for short periods of
content and TAN seem to be suitable to predict the time such as, e.g., one month;
corrosion that was measured with UT sensors used in • Good correlation between PSI and crude
this study, although the UT corrosion rates were parameters for comparably short periods of time
found to be very low (recall Figure 6[a]). Accordingly, the (1 month), particularly regarding total sulfur
total sulfur content correlates well with high- content and TAN;
temperature corrosion in crude oil and middle distillates • Significant dependence of this correlation
where TAN correlates well with corrosion in gas oil. upon CDU/HVU corrosion loop.
The very low correlation of TAN with PSI values at high v Thus, one important result from this study is the
temperatures (LR and HVGO) is surprising, as TAN observation of correlations between measuring data
was measured here to be highest of all corrosion loops. (PSI) and crude parameters that represent the crude
Naphthenic acids are just some of many different oil diet’s potential for high-temperature corrosion in
acids that are considered in TAN calculation. It is dif- CDU/HVU. This allows improved corrosion prediction
ficult to predict which loop naphthenic acids con- based on measuring data, which is an important step
centrate in but they were already found to cause severe toward safer and more economic processing of op-
corrosion in HVUs.2 Furthermore, good correlation portunity crude oils.
was found between mercaptan content and UT wall
thickness measurements for crude oil, kerosene, LR, ACKNOWLEDGMENTS
and HVGO pipe.
The authors would like to thank the sensor producer
CONCLUSIONS and partner companies for their outstanding support
during commissioning and subsequent service of the UT
v Two parameters were determined from continuous sensors. Furthermore, they appreciate the support of all
wall thickness measurements by wireless UT colleagues from Shell Rheinland Refinery and further
sensors that are installed permanently on piping in Shell sites who contributed to this work.
854 CORROSION—JUNE 2016
CORROSION ENGINEERING
REFERENCES 16. M.J. Nugent, J.D. Dobis, “Experience with Naphthenic Acid Cor-
rosion in Low TAN Crudes,” CORROSION 1998, paper no. 577
1. M.H. Wood, A.L. Vetere Arellano, L. Van Wijk, “Corrosion Related (Houston, TX: NACE, 1998).
Accidents in Petroleum Refineries,” European Commission Joint 17. A. Turnbull, E. Slavcheva, B. Shone, Corrosion 54, 11 (1998): p.
Research Centre, report no. EUR 26331 EN, 2013. 922-930.
2. S.D. Kapusta, A. Ooms, A. Smith, F. van den Berg, W. Fort, “Safe 18. B. Messer, B. Tarleton, M. Beaton, T. Phillips, “New Theory for
Processing of Acid Crudes,” CORROSION 2004, paper no. 637 Naphthenic Acid Corrosivity of Athabasca Oilsands Crudes,”
(Houston, TX: NACE International, 2004). CORROSION 2004, paper no. 634 (Houston, TX: NACE, 2004).
3. A. Groysman, “Anti-Corrosion Management, Environment and 19. J. Hau, Corrosion 65, 12 (2009): p. 831-844.
Quality at the Oil Refining Industry” (2006). 20. “Corrosion Coupons & Weight Loss Analysis,” Metal Samples,
4. MP 50, 3 (2011): p. 14-15. 2015, http://www.alspi.com/coupons(intro).pdf.
5. P. Collins, Hydrocarbon Engineering July (2013): p. 48. 21. NACE 0775-2005, “Preparation, Installation, Analysis, and Inter-
6. “Continuous Naphthenic Acid Corrosion Monitoring Adds Crude pretation of Corrosion Coupons in Oilfield Operations” (Houston,
Slate Flexibility,” Permasense, March 2015, http://permasense. TX: NACE, 2005).
com. 22. T. Olsson, “Evaluation of Corrosion in Different Parts of an Oil
7. K. Clarke, MP 54, 2 (2015): p. 15-17. Refinery Using Corrosion Coupons” (Thesis, Chalmers University,
8. J. Davies, Scandinavian Oil-Gas Magazine 3-4 (2015): p. 18-19. Sweden, 2012).
9. Damage Mechanisms Affecting Fixed Equipment in the Refining 23. “Electrical Resistance Monitoring,” Metal Samples, 2015, http://
Industry: Recommended Practice 571, 1st ed. (Washington, D.C.: www.alspi.com/ERMonitoring.pdf.
American Petroleum Institute, 2003). 24. K. Wold, H. Jenssen, “Solutions for Corrosion Monitoring in Re-
10. H.F. McConomy, “High Temperature Sulfidic Corrosion in fineries,” 2014, http://www.emersonprocessxperts.com/
Hydrogen-Free Environments,” API Proceedings, vol. 43, no. III wp-content/uploads/2014/12/
(Washington, D.C.: API, 1963), p. 78-96. Solutions-for-Corrosion-Monitoring-in-Refineries.pdf.
11. J. Gutzeit, “High Temperature Sulfidic Corrosion of Steels,” in 25. A. Groysman, “Corrosion Monitoring and Control in Refinery
Process Industries Corrosion–The Theory and Practice (Houston, TX: Process Unit,” CORROSION 1997, paper no. 512 (Houston, TX:
NACE, 1986), p. 171-189. NACE, 1997).
12. R.D. Kane, “Corrosion in the Petroleum and Petrochemical In- 26. “Linear Polarization Resistance Monitoring,” Metal Samples, 2015,
dustry,” in Corrosion: Environments and Industries, ASM Metals http://www.alspi.com/LPRMonitoring.pdf.
Handbook, vol. 13C (Materials Park, OH: ASM International, 2006), 27. P.W. van Andel, “Eddy Current Inspection Technique,” U.S. patent
p. 922-1050. 6291992 B1, 2001.
13. J.-P. de Jong, N. Dowling, M. Sargent, A. Etheridge, A. Saunders- 28. P. Crouzen, I. Munns, “Pulsed Eddy Current Corrosion Monitoring
Tack, W. Fort, “Effect of Mercaptans and Other Organic Sulfur in Refineries and Oil Production Facilities–Experience at Shell,”
Species on High Temperature Corrosion in Crude and Condensate Proceedings of the European NDT Conference (Berlin, Germany:
Distillation Units,” CORROSION 2007, paper no. 565 (Houston, TX: ECNDT, 2006).
NACE, 2007). 29. “Pulsed Eddy Current (PEC),” Oceaneering, 2015, http://www.
14. A.S. Couper, Corrosion 19, 11 (1963): p. 396t. oceaneering.com/oceandocuments/brochures/inspection/INS%
15. L. Kaley, “Corrosion in the Oil Refining Industry,” CORROSION 20-%20Pulsed%20Eddy%20Current%20(PEC).pdf.
1996 (Houston, TX: NACE, 1996). 30. “Corroscan– Corrosion Mapping,” SGS, 2015, http://sgs.com/ndt.
CORROSION—Vol. 72, No. 6 855
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bench WorkDocument103 pagesBench Workgetu abrahaNo ratings yet
- Corrosion Management Shell PDFDocument25 pagesCorrosion Management Shell PDFShubhodeep Sarkar100% (3)
- 24a. Practical Plate InspectionDocument21 pages24a. Practical Plate InspectionShubhodeep Sarkar100% (2)
- PADI Rescue Diver - Blank Knowledge ReviewDocument13 pagesPADI Rescue Diver - Blank Knowledge ReviewAj Quek67% (3)
- 974-0753 Onan RDJC RDJF Diesel Engine Service Manual (09-1984)Document64 pages974-0753 Onan RDJC RDJF Diesel Engine Service Manual (09-1984)Leo BurnsNo ratings yet
- Corrosion Monitoring PrimerDocument61 pagesCorrosion Monitoring PrimerShubhodeep SarkarNo ratings yet
- CardiomyopathyDocument1 pageCardiomyopathyTrisha VergaraNo ratings yet
- Listeria Monocytogenes Guidance On: Environmental Monitoring and Corrective Actions in At-Risk FoodsDocument35 pagesListeria Monocytogenes Guidance On: Environmental Monitoring and Corrective Actions in At-Risk FoodsGaganpreet KaurNo ratings yet
- Dear Biyas Bhowmik,: Flight DetailsDocument3 pagesDear Biyas Bhowmik,: Flight DetailsShubhodeep SarkarNo ratings yet
- Final Price AED 3,676Document2 pagesFinal Price AED 3,676Shubhodeep SarkarNo ratings yet
- Pipe 4Document23 pagesPipe 4Shubhodeep SarkarNo ratings yet
- Ri PDFDocument1 pageRi PDFShubhodeep SarkarNo ratings yet
- Omae2008 57411Document17 pagesOmae2008 57411Shubhodeep SarkarNo ratings yet
- H250 H250 H250 H250: Variable Area Flowmeter With 3W2 Angular Position TransmitterDocument40 pagesH250 H250 H250 H250: Variable Area Flowmeter With 3W2 Angular Position TransmitterJustine MarashanyeNo ratings yet
- Animal 1414Document6 pagesAnimal 1414trialink minsanNo ratings yet
- 2005 Removing Aland RegeneratingDocument6 pages2005 Removing Aland RegeneratingHebron DawitNo ratings yet
- Installiation of Automatic Fire Sprinkler System and Design CalculationDocument8 pagesInstalliation of Automatic Fire Sprinkler System and Design CalculationSat AungNo ratings yet
- Assignment 33 PDFDocument9 pagesAssignment 33 PDFsayan mukherjeeNo ratings yet
- Catalogo EnduroDocument52 pagesCatalogo EnduroCarqtre Carqtre TegNo ratings yet
- Training Matrix Competency 4 Organic ConcoctionsDocument3 pagesTraining Matrix Competency 4 Organic ConcoctionsST. ISIDORE THE FARMERNo ratings yet
- cs229.... Machine Language. Andrew NGDocument17 pagescs229.... Machine Language. Andrew NGkrishnaNo ratings yet
- GFB V2 - VNT Boost Controller: (Part # 3009)Document2 pagesGFB V2 - VNT Boost Controller: (Part # 3009)blumng100% (1)
- Unit 2Document9 pagesUnit 2Quinn LilithNo ratings yet
- Keeling 1960 PDFDocument4 pagesKeeling 1960 PDFErick AmâncioNo ratings yet
- Piping - Fitings HandbookDocument240 pagesPiping - Fitings HandbookzohirNo ratings yet
- Seajet 118 Ultra-Build Epoxy PrimerDocument2 pagesSeajet 118 Ultra-Build Epoxy PrimerRai Hasnain Ahmad DahaNo ratings yet
- Design and Fabrication of Single Cylinder Solenoid EngineDocument7 pagesDesign and Fabrication of Single Cylinder Solenoid EngineVIVA-TECH IJRINo ratings yet
- BCA 5005 Minor Project Synopsis Format & GuidelinesDocument7 pagesBCA 5005 Minor Project Synopsis Format & GuidelinesAnu VermaNo ratings yet
- Geographic Information Systems and Science-GoodchildDocument8 pagesGeographic Information Systems and Science-GoodchildChoc OlateNo ratings yet
- Smart Energy Meter and Monitoring System Using Iot IJERTCONV8IS14011Document4 pagesSmart Energy Meter and Monitoring System Using Iot IJERTCONV8IS14011Gurpreet SinghNo ratings yet
- Construction and Building Materials: Paolo ForaboschiDocument21 pagesConstruction and Building Materials: Paolo ForaboschiMarco CamposNo ratings yet
- Stationery Stock CardDocument100 pagesStationery Stock CardHuny BunyNo ratings yet
- Case How Innovation Drives Research and DevelopmentDocument4 pagesCase How Innovation Drives Research and DevelopmentMohit KumarNo ratings yet
- S800 SCL SR - 2CCC413009B0201 PDFDocument16 pagesS800 SCL SR - 2CCC413009B0201 PDFBalan PalaniappanNo ratings yet
- Riparian Flora of Kaliwa River Watershed in The Sierra Madre Mountain Range, PhilippinesDocument12 pagesRiparian Flora of Kaliwa River Watershed in The Sierra Madre Mountain Range, PhilippinesMichael Angelo ValdezNo ratings yet
- Case Report - Anemia Ec Cervical Cancer Stages 2bDocument71 pagesCase Report - Anemia Ec Cervical Cancer Stages 2bAnna ListianaNo ratings yet
- 2023.01.25 Plan Pecatu Villa - FinishDocument3 pages2023.01.25 Plan Pecatu Villa - FinishTika AgungNo ratings yet
- Mechanics of Solids - (Riveted and Welded Joints)Document37 pagesMechanics of Solids - (Riveted and Welded Joints)TusherNo ratings yet