You might also like
- AVK Gate Valve HandwheelDocument2 pagesAVK Gate Valve HandwheelQubit SizedNo ratings yet
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Fabricated Basket Strainer DimensionsDocument3 pagesFabricated Basket Strainer DimensionsmusaveerNo ratings yet
- Effect of Shape and Size on SolidificationDocument6 pagesEffect of Shape and Size on Solidificationoğuz kağanNo ratings yet
- Specification for Titanium-Stabilized Carbon Steel ForgingsDocument5 pagesSpecification for Titanium-Stabilized Carbon Steel Forgingslucecita1902No ratings yet
- Is 210Document16 pagesIs 210Debopriyo GhoshNo ratings yet
- Technical Info FlangesDocument12 pagesTechnical Info FlangesPopescu LeonardNo ratings yet
- Pressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientDocument19 pagesPressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientRaghav SharmaNo ratings yet
- Corrosion Resistance Chart: Metal Non-Metal Gasket/Seal MaterialDocument6 pagesCorrosion Resistance Chart: Metal Non-Metal Gasket/Seal MaterialFreddyPerazaNo ratings yet
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivNo ratings yet
- DIN Flange 2502-2503 PDFDocument2 pagesDIN Flange 2502-2503 PDFHeru Agus SetyawanNo ratings yet
- DS Din11851 50 52 V1.4Document11 pagesDS Din11851 50 52 V1.4dingobk1No ratings yet
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocument7 pagesKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaNo ratings yet
- Gating SystemDocument24 pagesGating SystemTri Yudha SetiawanNo ratings yet
- Coating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in ServiceDocument6 pagesCoating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in Serviceharish mohammedNo ratings yet
- Flans Chen Prospekt EngDocument2 pagesFlans Chen Prospekt Englorenzinho290No ratings yet
- Sand Casting GuideDocument71 pagesSand Casting Guidevenkat4No ratings yet
- Bimetallic Steam Traps (Velan)Document36 pagesBimetallic Steam Traps (Velan)Ebn egg100% (1)
- Effect Chlorine in FreshWaterDocument5 pagesEffect Chlorine in FreshWaterEl Ehsan Abinya FatihNo ratings yet
- Delta Industrial Knife Gate ValvesDocument28 pagesDelta Industrial Knife Gate ValvesAlin AllinNo ratings yet
- Astm A182 f22 Class 3Document3 pagesAstm A182 f22 Class 3VõTạNo ratings yet
- Sa 193&sa 193M PDFDocument18 pagesSa 193&sa 193M PDFGabriel RodríguezNo ratings yet
- 529457Document16 pages529457Sundara VeerrajuNo ratings yet
- PN16 Flange Dimensions Chart with Bolt Sizes & Hole CountsDocument2 pagesPN16 Flange Dimensions Chart with Bolt Sizes & Hole CountsJebranNo ratings yet
- E9d0' R""o .: Indian StandardDocument26 pagesE9d0' R""o .: Indian Standards_samirkumar1008100% (1)
- Metal Ball Valves: General Requirements and Test MethodsDocument7 pagesMetal Ball Valves: General Requirements and Test Methodsdunknown15No ratings yet
- Wall Thickness Calculation-12 InchDocument23 pagesWall Thickness Calculation-12 InchChirag ShahNo ratings yet
- Es7 PDFDocument4 pagesEs7 PDFayoungaNo ratings yet
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 pagesSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkNo ratings yet
- V B01B0005B-15GB PDFDocument20 pagesV B01B0005B-15GB PDFनिपुण कुमारNo ratings yet
- How The Ejector Energy Balance Works:: Link To EquationsDocument15 pagesHow The Ejector Energy Balance Works:: Link To EquationsSaputraNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraNo ratings yet
- Introduction To The ASTM Designation SystemDocument6 pagesIntroduction To The ASTM Designation Systemmajor_duanNo ratings yet
- Prediction of Solidification TimeDocument9 pagesPrediction of Solidification TimeRaghu BhatNo ratings yet
- Tds Derakane Momentum 470-300Document5 pagesTds Derakane Momentum 470-300Joseph Jonathan100% (1)
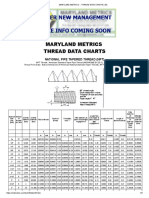
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- Is 3589 - 2001Document21 pagesIs 3589 - 2001Aara MeghNo ratings yet
- MSS SP-88 (1993)Document15 pagesMSS SP-88 (1993)jothishNo ratings yet
- Flowjet Valves Product BrochureDocument18 pagesFlowjet Valves Product BrochureUday GokhaleNo ratings yet
- BS 4504 Slip On Flanges PDFDocument7 pagesBS 4504 Slip On Flanges PDFMaclean ArthurNo ratings yet
- Nanotech PaintingDocument16 pagesNanotech Paintingkr_abhijeet72356587No ratings yet
- Din 2526Document1 pageDin 2526MartinsaikiNo ratings yet
- Butter Valve Thickness PDFDocument10 pagesButter Valve Thickness PDFAnand KumarNo ratings yet
- A Technical Reference Manual For Plate Heat Exchangers in Refrigeration & Air Conditioning ApplicationsDocument176 pagesA Technical Reference Manual For Plate Heat Exchangers in Refrigeration & Air Conditioning Applicationsmdalt9180No ratings yet
- 13480-3 p5Document2 pages13480-3 p5Arjun NegiNo ratings yet
- Pressure Drop in Pipe Fittings and ValvesDocument12 pagesPressure Drop in Pipe Fittings and ValvesmxjoeNo ratings yet
- Tube Dimension BS 4825 and ASME BPE 1997Document38 pagesTube Dimension BS 4825 and ASME BPE 1997fitiranNo ratings yet
- MSS SP 6Document6 pagesMSS SP 6d1a9v8i3d100% (1)
- Is 8062-2006 (Part-1 & 3) - Cathodic ProtectionDocument29 pagesIs 8062-2006 (Part-1 & 3) - Cathodic ProtectionA N MadhavanNo ratings yet
- Asme Sa 106 Grade B PipesDocument1 pageAsme Sa 106 Grade B PipesFerroPipENo ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- Hose&Braid Catalog FlexicraftDocument24 pagesHose&Braid Catalog Flexicraftkutts76No ratings yet
- Adriano, A. - Global FRP Standards. A Comparison Between Four Different Design Codes For FRP Vessels - (2014)Document16 pagesAdriano, A. - Global FRP Standards. A Comparison Between Four Different Design Codes For FRP Vessels - (2014)Anonymous q2HC0zyfa2No ratings yet
- Optimizing ThingsDocument4 pagesOptimizing ThingsrexNo ratings yet
- Hub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaDocument8 pagesHub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaMarcelo Losekann100% (1)
- GATE Mechanical Solved Paper PDFDocument586 pagesGATE Mechanical Solved Paper PDFsutha_me2009828294% (16)
- Fibreglass Tank and Vessel SpecificationDocument43 pagesFibreglass Tank and Vessel SpecificationJorge Andres Caro CortesNo ratings yet
- Fibreglass Tank and Vessel SpecificationDocument43 pagesFibreglass Tank and Vessel SpecificationJorge Andres Caro CortesNo ratings yet
- Fibreglass Tank and Vessel SpecificationDocument43 pagesFibreglass Tank and Vessel SpecificationJorge Andres Caro CortesNo ratings yet
- TEMA 9th Ed. 2007 Standards PDFDocument1 pageTEMA 9th Ed. 2007 Standards PDFMahadevan RamananNo ratings yet
- Firewater OnshoreDocument10 pagesFirewater OnshoresegunoyesNo ratings yet
- Machine Design Lecture 23-11-2018 Extra ClassDocument10 pagesMachine Design Lecture 23-11-2018 Extra ClassMahadevan RamananNo ratings yet
- Calculating engine power and vehicle performanceDocument2 pagesCalculating engine power and vehicle performanceMahadevan RamananNo ratings yet
- Calculating engine power and vehicle performanceDocument2 pagesCalculating engine power and vehicle performanceMahadevan RamananNo ratings yet
- Horizontal Milling MachineDocument4 pagesHorizontal Milling MachineRaj JhaNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument41 pagesShell and Tube Heat Exchanger DesignAhmad Budiman100% (2)
- Engineering Workshop Lab ManualDocument74 pagesEngineering Workshop Lab ManualAnkushNo ratings yet
- Engineering Workshop Lab ManualDocument74 pagesEngineering Workshop Lab ManualAnkushNo ratings yet
- Supplementary Textual Material in Physics-XII Class FinalDocument10 pagesSupplementary Textual Material in Physics-XII Class FinalRajesh MauryaNo ratings yet
- HOTS Questions - CBSE Physics Class 12Document50 pagesHOTS Questions - CBSE Physics Class 12Mahadevan Ramanan100% (1)
- POH - PA44 Seminole G1000 NXiDocument388 pagesPOH - PA44 Seminole G1000 NXiroxyNo ratings yet
- PLC SCADA Based Temperature Control SystemDocument5 pagesPLC SCADA Based Temperature Control SystemSaurav TiwariNo ratings yet
- 4720.00080A01 S22 Series Service ManualDocument138 pages4720.00080A01 S22 Series Service ManualSIM MOVAR86% (7)
- Chemistry Form 5 Chapter 1 - Rate of ReactionDocument63 pagesChemistry Form 5 Chapter 1 - Rate of ReactionSiti Nursyafiqah100% (7)
- SPSS ImplicationsDocument3 pagesSPSS ImplicationsAnonymous MMNqiyxBUNo ratings yet
- Mini ProjectDocument45 pagesMini Projectmanohar manuNo ratings yet
- Data Communication: Lecturer: Tamanna Haque NipaDocument20 pagesData Communication: Lecturer: Tamanna Haque NipaAlokTripathiNo ratings yet
- NORSOK BULK SYSTEM STANDARDDocument3 pagesNORSOK BULK SYSTEM STANDARDnurwinanto01No ratings yet
- Boolean String WriteupDocument2 pagesBoolean String Writeuphr.indiaNo ratings yet
- Seminar On Building Analysis On Staad With Raft FoundationsDocument4 pagesSeminar On Building Analysis On Staad With Raft FoundationsAWOUNANGNo ratings yet
- Astm D1014 PDFDocument4 pagesAstm D1014 PDFabilio_j_vieiraNo ratings yet
- Different Types of GraphsDocument12 pagesDifferent Types of GraphsKianne RM, WCAANo ratings yet
- Siahaan V. Data Science Crash Course... With Python GUI 2ed 2023Document610 pagesSiahaan V. Data Science Crash Course... With Python GUI 2ed 2023ArturNo ratings yet
- 7805T Ecg-960Document2 pages7805T Ecg-960bellscbNo ratings yet
- Residential Development Diaphragm Wall WorkDocument41 pagesResidential Development Diaphragm Wall Workjodemode100% (2)
- Treumann R.a., Baum Johann W. Advanced Space Plasma Physics (WS, 1997) (ISBN 1860940269) (388s) - PPLDocument388 pagesTreumann R.a., Baum Johann W. Advanced Space Plasma Physics (WS, 1997) (ISBN 1860940269) (388s) - PPLtarwor100% (1)
- Combo FixDocument4 pagesCombo FixJulio Cesar Camones CastilloNo ratings yet
- Reaprendizaje de Sistemas AntirroboDocument8 pagesReaprendizaje de Sistemas AntirrobochovyNo ratings yet
- Computer Literacy: Hardware & Software ClassificationDocument11 pagesComputer Literacy: Hardware & Software ClassificationAmadoUsla100% (1)
- Model B: Thermostatic Control ValvesDocument13 pagesModel B: Thermostatic Control ValvesRei_budNo ratings yet
- Design of Bunkers and SilosDocument15 pagesDesign of Bunkers and SilosSagarKasarla100% (1)
- MACD HistogramDocument66 pagesMACD Histogrammkd36cal100% (4)
- Paper Lncs PDFDocument57 pagesPaper Lncs PDFNeilNo ratings yet
- ChlorantraniliproleDocument3 pagesChlorantraniliproleLaura GuarguatiNo ratings yet
- ICAO Annex 14 Vol II - Heliports Update - Workshop #2 2012 PDFDocument167 pagesICAO Annex 14 Vol II - Heliports Update - Workshop #2 2012 PDFMário Mineiro100% (1)
- Subject Content Clarification Guide A LevelDocument24 pagesSubject Content Clarification Guide A LevelKhan SaibNo ratings yet
- Formation Damage and Horizontal WellsDocument14 pagesFormation Damage and Horizontal WellsAdhi100% (1)
- Lab Report KmiaDocument6 pagesLab Report KmiaAfifi TahirNo ratings yet
- Power Mode Selection SystemDocument3 pagesPower Mode Selection SystemOficina FernandinhoNo ratings yet
- Python Coding ClubDocument36 pagesPython Coding ClubBlue GirlNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)