You might also like
- Catalog Vulcain 50s Presidents' WatchDocument26 pagesCatalog Vulcain 50s Presidents' WatchVulcainWatchesNo ratings yet
- Global FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsDocument18 pagesGlobal FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsMahadevan RamananNo ratings yet
- Painting System Guide No.: SSPC: The Society For Protective CoatingsDocument6 pagesPainting System Guide No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- Cost Effective Casting Design PDFDocument20 pagesCost Effective Casting Design PDFBambangIrawan48No ratings yet
- ME-202 Sheet Metal OperationsDocument35 pagesME-202 Sheet Metal OperationsAnonymous Zx7EG1PaNo ratings yet
- Prediction of Solidification TimeDocument9 pagesPrediction of Solidification TimeRaghu BhatNo ratings yet
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- MT-2 Core MaterialsDocument3 pagesMT-2 Core MaterialsRavasaheb BholeNo ratings yet
- GCE4145 Lecture 3 - CoreDocument14 pagesGCE4145 Lecture 3 - CoreAbdullah SubbirNo ratings yet
- Gating SystemDocument24 pagesGating SystemTri Yudha SetiawanNo ratings yet
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocument7 pagesKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaNo ratings yet
- Chor InovDocument7 pagesChor Inovmanoj ranathiive100% (1)
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- Manufacturing Process-I (Casting)Document25 pagesManufacturing Process-I (Casting)Rahul Deb PalNo ratings yet
- Effect of Shape and Size on SolidificationDocument6 pagesEffect of Shape and Size on Solidificationoğuz kağanNo ratings yet
- BS en 736-2 189Document12 pagesBS en 736-2 189dionepsouzaNo ratings yet
- PM 2 LibroDocument18 pagesPM 2 LibrolupitagonzalezNo ratings yet
- Sand Casting GuideDocument71 pagesSand Casting Guidevenkat4No ratings yet
- AVK Gate Valve HandwheelDocument2 pagesAVK Gate Valve HandwheelQubit SizedNo ratings yet
- Redesign of CastingDocument35 pagesRedesign of Casting20MP62 - GOWTHAM BNo ratings yet
- Casting Cores: Types, Properties and Manufacturing ProcessDocument20 pagesCasting Cores: Types, Properties and Manufacturing ProcesssudhirNo ratings yet
- Core CastingDocument27 pagesCore Castingchetan100% (1)
- BS EN 1267 BHCGNHHDocument26 pagesBS EN 1267 BHCGNHHdionepsouzaNo ratings yet
- Cores Make Hollow Castings & Internal FeaturesDocument4 pagesCores Make Hollow Castings & Internal Featuresahmish kabbaxe100% (1)
- BS 5160Document29 pagesBS 5160surangaNo ratings yet
- Technical Info FlangesDocument12 pagesTechnical Info FlangesPopescu LeonardNo ratings yet
- En 10253 3Document50 pagesEn 10253 3Thanh Nguyen VanNo ratings yet
- Core Making Techniques and TypesDocument14 pagesCore Making Techniques and TypesZaky MuzaffarNo ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- Continuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingDocument12 pagesContinuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingudayNo ratings yet
- KAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enDocument4 pagesKAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enCarlos Alfaro GuerraNo ratings yet
- Chapter 11-Metal Casting ProcessesDocument80 pagesChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNo ratings yet
- Is 8062-2006 (Part-1 & 3) - Cathodic ProtectionDocument29 pagesIs 8062-2006 (Part-1 & 3) - Cathodic ProtectionA N MadhavanNo ratings yet
- Example For Milling CalculationDocument3 pagesExample For Milling CalculationAbd Muhaimin AmmsNo ratings yet
- DIN 2076 vs. ASTM A 877Document1 pageDIN 2076 vs. ASTM A 877tobypadfieldNo ratings yet
- Em1110-2 - 3105Document454 pagesEm1110-2 - 3105MOHAMMED RAZINo ratings yet
- ValveDocument9 pagesValveAdhie_ginthinkNo ratings yet
- Ladle and TandishDocument3 pagesLadle and TandishNorman MoralesNo ratings yet
- ADI CASt Iron-2 PDFDocument8 pagesADI CASt Iron-2 PDFarshia123No ratings yet
- ISO Metric Coarse Thread and Tapping Drill Size ChartDocument9 pagesISO Metric Coarse Thread and Tapping Drill Size Charthisaj4uNo ratings yet
- Expendable Mold CastingDocument18 pagesExpendable Mold CastingCheeragNo ratings yet
- Deva Bmen PDFDocument20 pagesDeva Bmen PDFDen Bagoes ReditoNo ratings yet
- Waste Heat Recovery Vinay ShuklaDocument31 pagesWaste Heat Recovery Vinay ShuklaVnyNo ratings yet
- En 10241Document33 pagesEn 10241RAHUL MehtaNo ratings yet
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelNo ratings yet
- En 10088-3Document2 pagesEn 10088-3H_DEBIANENo ratings yet
- Din 2526Document1 pageDin 2526MartinsaikiNo ratings yet
- Toaz - Info Iso 8062-3-2007 Casting Tolerancepdf PRDocument1 pageToaz - Info Iso 8062-3-2007 Casting Tolerancepdf PRdineshramya190% (1)
- EN 12570 - Sizing Operating ElementDocument7 pagesEN 12570 - Sizing Operating Elementyashif aliNo ratings yet
- Seamless Steel Pipes-2 PDFDocument60 pagesSeamless Steel Pipes-2 PDFNaveen ReddyNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- Knife Gate Valve - AVKCMSDocument2 pagesKnife Gate Valve - AVKCMSjuantamad02No ratings yet
- DIN Flange 2502-2503 PDFDocument2 pagesDIN Flange 2502-2503 PDFHeru Agus SetyawanNo ratings yet
- Study of Metal Flow in CastingDocument8 pagesStudy of Metal Flow in CastingKhushi ShahNo ratings yet
- Casting DefectDocument25 pagesCasting Defectravikataria02No ratings yet
- CHINA FOUNDRY RECENT DEVELOPMENT OF DUCTILE CAST IRONDocument10 pagesCHINA FOUNDRY RECENT DEVELOPMENT OF DUCTILE CAST IRONMoHammadNashatSabbah100% (1)
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Gray Cast Iron PropertiesDocument54 pagesGray Cast Iron PropertiesRakesh Kumar Munda100% (1)
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- FPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxesDocument2 pagesFPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxestejassidhpuraNo ratings yet
- Ad195156 - 774636 - Dist PlateDocument1 pageAd195156 - 774636 - Dist PlatetejassidhpuraNo ratings yet
- 702701Document1 page702701tejassidhpuraNo ratings yet
- LeverDocument4 pagesLevertejassidhpuraNo ratings yet
- FPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxesDocument2 pagesFPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxestejassidhpuraNo ratings yet
- Type of Protection Ex P - Pressurized Panels: Mechanical SpecDocument2 pagesType of Protection Ex P - Pressurized Panels: Mechanical SpectejassidhpuraNo ratings yet
- Tvakshas Engineering Solutions: Mgfrs & Repairs of All Types of Machines & SparesDocument1 pageTvakshas Engineering Solutions: Mgfrs & Repairs of All Types of Machines & SparestejassidhpuraNo ratings yet
- Target CBD Store Alterations: 712 Hay Street Mall, PerthDocument2 pagesTarget CBD Store Alterations: 712 Hay Street Mall, PerthtejassidhpuraNo ratings yet
- SS Seat LegDocument1 pageSS Seat LegtejassidhpuraNo ratings yet
- Ex Lite 95 Series: Explosion Proof Cum Weatherproof Well Glass LuminairesDocument1 pageEx Lite 95 Series: Explosion Proof Cum Weatherproof Well Glass LuminairestejassidhpuraNo ratings yet
- Wartime: National AdvisoryDocument22 pagesWartime: National AdvisorytejassidhpuraNo ratings yet
- FLPW 927 Series: Atex CertifiedDocument1 pageFLPW 927 Series: Atex CertifiedtejassidhpuraNo ratings yet
- 5 KDocument2 pages5 KtejassidhpuraNo ratings yet
- AQUATECH Water Treatment TechnologyDocument19 pagesAQUATECH Water Treatment TechnologytejassidhpuraNo ratings yet
- Precision chromatography columns for liquid chromatographyDocument4 pagesPrecision chromatography columns for liquid chromatographytejassidhpuraNo ratings yet
- BelowsDocument35 pagesBelowstejassidhpuraNo ratings yet
- 6404 CA Brochure LT 4435-RevDocument8 pages6404 CA Brochure LT 4435-RevtejassidhpuraNo ratings yet
- 2 2103471 Two Stroke EngineDocument23 pages2 2103471 Two Stroke EngineAli Raza ShahidNo ratings yet
- Prtoblem J BDocument24 pagesPrtoblem J BjhpandiNo ratings yet
- SKF Ind Prod Pricelist - Sep 2013 FinalDocument272 pagesSKF Ind Prod Pricelist - Sep 2013 Finalanujpadia100% (1)
- Fundamentals of Casting ProcessesDocument18 pagesFundamentals of Casting ProcessesKasinathan JeevaNo ratings yet
- Loctite 435™: Technical Data SheetDocument3 pagesLoctite 435™: Technical Data SheettejassidhpuraNo ratings yet
- Physical Properties of Porous BushDocument1 pagePhysical Properties of Porous BushtejassidhpuraNo ratings yet
- Chemical Properties of Bearing BushDocument1 pageChemical Properties of Bearing BushtejassidhpuraNo ratings yet
- OpenFrame Section MDocument37 pagesOpenFrame Section MtejassidhpuraNo ratings yet
- Fundamentals of Casting ProcessesDocument18 pagesFundamentals of Casting ProcessesKasinathan JeevaNo ratings yet
- Standard Cylindrical Bush SizesDocument2 pagesStandard Cylindrical Bush SizestejassidhpuraNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinesSanjay ShahNo ratings yet
- SoftShift Section MDocument10 pagesSoftShift Section MtejassidhpuraNo ratings yet
- Insu DHBVNDocument14 pagesInsu DHBVNnarinderNo ratings yet
- Shandong Jinlaishun Metal Materials Co., Ltd. production linesDocument17 pagesShandong Jinlaishun Metal Materials Co., Ltd. production linesOjru Javier RodriguezNo ratings yet
- CrMo Cast AlloysDocument8 pagesCrMo Cast AlloyssgarrabNo ratings yet
- Role of Informal Sector For Effective EPR: Dr. Sandip Chatterjee Director/ OSD To SecretaryDocument20 pagesRole of Informal Sector For Effective EPR: Dr. Sandip Chatterjee Director/ OSD To SecretaryHemant KumarNo ratings yet
- Pakistan Petroleum Tender InvitationDocument32 pagesPakistan Petroleum Tender Invitationsolid_impactNo ratings yet
- Fabrication and Erection of The Bridge Steel StrucDocument6 pagesFabrication and Erection of The Bridge Steel StrucMahakaal EngineeringNo ratings yet
- Astm A66Document3 pagesAstm A66Darwin DarmawanNo ratings yet
- Grace Solar Company Profile-2020 PDFDocument45 pagesGrace Solar Company Profile-2020 PDFLyndon AnduyanNo ratings yet
- Metal Railing TestdataDocument28 pagesMetal Railing TestdataIrshad KhanNo ratings yet
- AC232 - June 2018Document92 pagesAC232 - June 2018TomNo ratings yet
- MRT-10-V2 Manual - June 2020Document31 pagesMRT-10-V2 Manual - June 2020Mechanical DesignNo ratings yet
- Bench WorkDocument8 pagesBench WorkAl Fredo94% (17)
- Tubular Steel TrussesDocument4 pagesTubular Steel TrussestsuregiNo ratings yet
- K R I T I L E N® Masterbatches: Additives Technical InformationDocument10 pagesK R I T I L E N® Masterbatches: Additives Technical InformationAnas AbdoNo ratings yet
- ASME Codes and Standards - A Summary - Welding & NDTDocument15 pagesASME Codes and Standards - A Summary - Welding & NDTTin Aung KyiNo ratings yet
- NZCAA-AC66-2.2 Aircraft Maintenance Engineer Licence - Examination Subject 2 - Aircraft Engineering KnowledgeDocument41 pagesNZCAA-AC66-2.2 Aircraft Maintenance Engineer Licence - Examination Subject 2 - Aircraft Engineering KnowledgeCyrol WamgonNo ratings yet
- 6001F Rev 07 Material, Fabrication and Installation StructureDocument83 pages6001F Rev 07 Material, Fabrication and Installation StructurePatrickioNo ratings yet
- Cha7 Hal15Document1 pageCha7 Hal15WeldiNo ratings yet
- Shieldex Wash Primer - AC 3Document2 pagesShieldex Wash Primer - AC 3nanoNo ratings yet
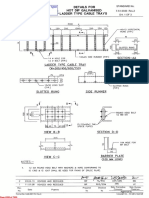
- 7-51-0333 - Details For HOT DIP Galavanised Ladder Type Cable TraysDocument3 pages7-51-0333 - Details For HOT DIP Galavanised Ladder Type Cable TraysChandrashekharNo ratings yet
- Eco-Design Forever PanDocument25 pagesEco-Design Forever PanDaniel QuijanoNo ratings yet
- 2nd Shifter Rotating ScheduleDocument6 pages2nd Shifter Rotating SchedulehusenNo ratings yet
- Keno Mounting Systems Catalogue 2022Document56 pagesKeno Mounting Systems Catalogue 2022alexe.alexandru90No ratings yet
- BS 1245 - 1975Document20 pagesBS 1245 - 1975Khairul Azwan Mohad LasimNo ratings yet
- Input Data Sheet: Civil Gurujicivil Guruji Civil Gurujicivil Guruji Civil Gurujicivil Guruji Civil Gurujicivil GurujiDocument40 pagesInput Data Sheet: Civil Gurujicivil Guruji Civil Gurujicivil Guruji Civil Gurujicivil Guruji Civil Gurujicivil GurujiRamuNo ratings yet
- Al Meer Factory Perforated SolidDocument14 pagesAl Meer Factory Perforated SolidSuryaRaoTirumallasettiNo ratings yet
- API 510-Kuwait Petroleum TrainingDocument160 pagesAPI 510-Kuwait Petroleum Trainingsbmmla100% (1)
- Oncealor: The Original Line of Pancake Head Screws!Document8 pagesOncealor: The Original Line of Pancake Head Screws!RobertNo ratings yet
- Safehouse Electric Cables GuideDocument6 pagesSafehouse Electric Cables Guidejohn.gordon.smithNo ratings yet