You might also like
- Prediction of Solidification TimeDocument9 pagesPrediction of Solidification TimeRaghu BhatNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Effect of Shape and Size on SolidificationDocument6 pagesEffect of Shape and Size on Solidificationoğuz kağanNo ratings yet
- Chor InovDocument7 pagesChor Inovmanoj ranathiive100% (1)
- Gating SystemDocument24 pagesGating SystemTri Yudha SetiawanNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraNo ratings yet
- Sand Casting GuideDocument71 pagesSand Casting Guidevenkat4No ratings yet
- Manufacturing Process-I (Casting)Document25 pagesManufacturing Process-I (Casting)Rahul Deb PalNo ratings yet
- ME-202 Sheet Metal OperationsDocument35 pagesME-202 Sheet Metal OperationsAnonymous Zx7EG1PaNo ratings yet
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- GCE4145 Lecture 3 - CoreDocument14 pagesGCE4145 Lecture 3 - CoreAbdullah SubbirNo ratings yet
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- MT-2 Core MaterialsDocument3 pagesMT-2 Core MaterialsRavasaheb BholeNo ratings yet
- Core CastingDocument27 pagesCore Castingchetan100% (1)
- SS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Document3 pagesSS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Harish AmpoluNo ratings yet
- Duplex Stainless Steel 329 Round Bars ManufacturerDocument2 pagesDuplex Stainless Steel 329 Round Bars Manufacturertien100% (1)
- Casting Cores: Types, Properties and Manufacturing ProcessDocument20 pagesCasting Cores: Types, Properties and Manufacturing ProcesssudhirNo ratings yet
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocument7 pagesKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaNo ratings yet
- Ni ResistDocument2 pagesNi ResistAslan AlpNo ratings yet
- KAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enDocument4 pagesKAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enCarlos Alfaro GuerraNo ratings yet
- Nadca 402 4aDocument44 pagesNadca 402 4awholenumberNo ratings yet
- Rr411802 Steel MakingDocument4 pagesRr411802 Steel MakingSrinivasa Rao GNo ratings yet
- Gray Iron Foundries Produce High-Strength CastingsDocument20 pagesGray Iron Foundries Produce High-Strength Castingsbebe3838No ratings yet
- LIBRO3Document43 pagesLIBRO3Camilo LacoutureNo ratings yet
- Study of Metal Flow in CastingDocument8 pagesStudy of Metal Flow in CastingKhushi ShahNo ratings yet
- AODDocument8 pagesAODPrakash Mishra100% (1)
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- SKD61-Forged Hot Work Tool SteelDocument1 pageSKD61-Forged Hot Work Tool SteelAgustine SetiawanNo ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- 4 Draft or Taper AllowanceDocument5 pages4 Draft or Taper AllowanceAde PuspitaNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- Ladle and TandishDocument3 pagesLadle and TandishNorman MoralesNo ratings yet
- Cracks in High-Manganese Cast Steel: Archives of Foundry EngineeringDocument6 pagesCracks in High-Manganese Cast Steel: Archives of Foundry EngineeringAgil SetyawanNo ratings yet
- ITT CCTdiagrams (M)Document37 pagesITT CCTdiagrams (M)Michael Vincent MirafuentesNo ratings yet
- Cost Effective Casting Design PDFDocument20 pagesCost Effective Casting Design PDFBambangIrawan48No ratings yet
- Precipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticDocument3 pagesPrecipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticClaudia MmsNo ratings yet
- Ternary Phase DiagramsDocument10 pagesTernary Phase DiagramsJéssica NotórioNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrNo ratings yet
- Gunmetal Melting ProcessDocument3 pagesGunmetal Melting Processdom250% (2)
- Crystals 12 00978Document9 pagesCrystals 12 00978irmaNo ratings yet
- Tool Steels E28093 Molybdenum High Speed SteelsDocument5 pagesTool Steels E28093 Molybdenum High Speed Steelswulfgang66No ratings yet
- Guide to Seam Welding TechniquesDocument57 pagesGuide to Seam Welding TechniquesBasavarajBusnurNo ratings yet
- NPTEL-Wire Drawing BasicsDocument6 pagesNPTEL-Wire Drawing BasicsPrincess NobleNo ratings yet
- En 10088-3Document2 pagesEn 10088-3H_DEBIANENo ratings yet
- Example For Milling CalculationDocument3 pagesExample For Milling CalculationAbd Muhaimin AmmsNo ratings yet
- TALAT Lecture 3207: Solidification Defects in CastingsDocument29 pagesTALAT Lecture 3207: Solidification Defects in CastingsCORE Materials100% (1)
- AnyCasting Software Intro SAND PrintDocument45 pagesAnyCasting Software Intro SAND PrintChuah Chun KitNo ratings yet
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Technical Info FlangesDocument12 pagesTechnical Info FlangesPopescu LeonardNo ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Aluminium Alloys Aluminium 5754 Properties Fabrication and Applications Supplier Data by AalcoDocument6 pagesAluminium Alloys Aluminium 5754 Properties Fabrication and Applications Supplier Data by AalcoacwindNo ratings yet
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- Inverse Chill in Ductile Iron CastingsDocument2 pagesInverse Chill in Ductile Iron Castingsdemiancito06No ratings yet
- A217 Grade WC6 Alloy Steel Casting Material Data SheetDocument2 pagesA217 Grade WC6 Alloy Steel Casting Material Data SheetDika Wahyu WijayaNo ratings yet
- Tempcore ProcessDocument23 pagesTempcore ProcessKumaran 1987No ratings yet
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelNo ratings yet
- Cast IronDocument25 pagesCast IronsuhailNo ratings yet
- TEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating EmplDocument37 pagesTEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating Emplpolkadots939100% (1)
- CAP Regulation 20-1 - 05/29/2000Document47 pagesCAP Regulation 20-1 - 05/29/2000CAP History LibraryNo ratings yet
- Chill - Lease NotesDocument19 pagesChill - Lease Notesbellinabarrow100% (4)
- Mayor Byron Brown's 2019 State of The City SpeechDocument19 pagesMayor Byron Brown's 2019 State of The City SpeechMichael McAndrewNo ratings yet
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDocument11 pagesSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNo ratings yet
- Well Control Kill Sheet (Low Angle Wells)Document8 pagesWell Control Kill Sheet (Low Angle Wells)Tatita ValenciaNo ratings yet
- Entrepreneurship Style - MakerDocument1 pageEntrepreneurship Style - Makerhemanthreddy33% (3)
- Corruption in PakistanDocument15 pagesCorruption in PakistanklutzymeNo ratings yet
- Cars Should Be BannedDocument3 pagesCars Should Be BannedIrwanNo ratings yet
- Model S-20 High Performance Pressure Transmitter For General Industrial ApplicationsDocument15 pagesModel S-20 High Performance Pressure Transmitter For General Industrial ApplicationsIndra PutraNo ratings yet
- Case Analysis - Compania de Telefonos de ChileDocument4 pagesCase Analysis - Compania de Telefonos de ChileSubrata BasakNo ratings yet
- Gattu Madhuri's Resume for ECE GraduateDocument4 pagesGattu Madhuri's Resume for ECE Graduatedeepakk_alpineNo ratings yet
- Product Manual 36693 (Revision D, 5/2015) : PG Base AssembliesDocument10 pagesProduct Manual 36693 (Revision D, 5/2015) : PG Base AssemblieslmarcheboutNo ratings yet
- Multiple Choice Question (MCQ) of Alternator and Synchronous Motors PageDocument29 pagesMultiple Choice Question (MCQ) of Alternator and Synchronous Motors Pagekibrom atsbha0% (1)
- Emperger's pioneering composite columnsDocument11 pagesEmperger's pioneering composite columnsDishant PrajapatiNo ratings yet
- SE Myth of SoftwareDocument3 pagesSE Myth of SoftwarePrakash PaudelNo ratings yet
- Shoib CV Scaffold EngineerDocument3 pagesShoib CV Scaffold EngineerMohd Shoib100% (1)
- 9780702072987-Book ChapterDocument2 pages9780702072987-Book ChaptervisiniNo ratings yet
- Understanding CTS Log MessagesDocument63 pagesUnderstanding CTS Log MessagesStudentNo ratings yet
- Hardened Concrete - Methods of Test: Indian StandardDocument16 pagesHardened Concrete - Methods of Test: Indian StandardjitendraNo ratings yet
- Globalisation - Theories of Digital CommunicationDocument12 pagesGlobalisation - Theories of Digital CommunicationDiya Patel-10SNo ratings yet
- Cercado VsDocument1 pageCercado VsAnn MarieNo ratings yet
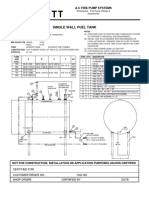
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDocument1 pageSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoNo ratings yet
- 7458-PM Putting The Pieces TogetherDocument11 pages7458-PM Putting The Pieces Togethermello06No ratings yet
- Legal Techniques (2nd Set)Document152 pagesLegal Techniques (2nd Set)Karl Marxcuz ReyesNo ratings yet
- Continue: Adobe Project Voco DownloadDocument3 pagesContinue: Adobe Project Voco DownloadLazlo SecretNo ratings yet
- Programme Report Light The SparkDocument17 pagesProgramme Report Light The SparkAbhishek Mishra100% (1)
- 1 Estafa - Arriola Vs PeopleDocument11 pages1 Estafa - Arriola Vs PeopleAtty Richard TenorioNo ratings yet
- AHP for Car SelectionDocument41 pagesAHP for Car SelectionNguyên BùiNo ratings yet
- Server LogDocument5 pagesServer LogVlad CiubotariuNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- The Long Hangover: Putin's New Russia and the Ghosts of the PastFrom EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastRating: 4.5 out of 5 stars4.5/5 (76)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Handbook of Polymers for Pharmaceutical Technologies, Bioactive and Compatible Synthetic / Hybrid PolymersFrom EverandHandbook of Polymers for Pharmaceutical Technologies, Bioactive and Compatible Synthetic / Hybrid PolymersNo ratings yet
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)