You might also like
- 7 Coatings PDFDocument3 pages7 Coatings PDFŽarko MočnikNo ratings yet
- Fastener Design ManualDocument30 pagesFastener Design ManualsmithworkNo ratings yet
- Fastener Design Manual, Part OneDocument30 pagesFastener Design Manual, Part OnesmithworkNo ratings yet
- ANODIZING: ELECTROLYTIC PROCESS INCREASES ALUMINUM OXIDE LAYERDocument4 pagesANODIZING: ELECTROLYTIC PROCESS INCREASES ALUMINUM OXIDE LAYERShubham JainNo ratings yet
- Understanding and Specifying AnodizingDocument13 pagesUnderstanding and Specifying Anodizingtejassidhpura100% (1)
- Anodizing: HistoryDocument9 pagesAnodizing: HistorytechzonesNo ratings yet
- AnodizingDocument13 pagesAnodizingRatheesh VidyadharanNo ratings yet
- Cold GalvanizationDocument9 pagesCold GalvanizationRathinavel SubramanianNo ratings yet
- AnodizingDocument8 pagesAnodizingSuhas PrabhakarNo ratings yet
- AnodizingDocument9 pagesAnodizingalphadingNo ratings yet
- EMI Shielding Design GuideDocument15 pagesEMI Shielding Design Guidemax_schofieldNo ratings yet
- GN - 8-04-Thermally Sprayed Metal CoatingsDocument4 pagesGN - 8-04-Thermally Sprayed Metal CoatingsGeorge AlexiadisNo ratings yet
- PART 169 How Do I Resistance Spot Weld Aluminium AlloysDocument2 pagesPART 169 How Do I Resistance Spot Weld Aluminium Alloysravindra_jivaniNo ratings yet
- Long Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessDocument8 pagesLong Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessmotokaliNo ratings yet
- Exploring The Contrasts Between ENIG vs. HASLDocument19 pagesExploring The Contrasts Between ENIG vs. HASLjackNo ratings yet
- Otc 21973 MS P PDFDocument7 pagesOtc 21973 MS P PDFLucilene MaduroNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- Coating Guide: Standards Contact UsDocument26 pagesCoating Guide: Standards Contact UsMythri Metallizing Pvt Ltd ProjectsNo ratings yet
- Surface Corrosion Protection MethodsDocument10 pagesSurface Corrosion Protection MethodsmotiNo ratings yet
- What Is Anodising - How Anodising Works - The Anodising ProcessDocument2 pagesWhat Is Anodising - How Anodising Works - The Anodising ProcessBadri DadiNo ratings yet
- Anodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLDocument11 pagesAnodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLpunkassbobNo ratings yet
- Protective Paints For Heat Treatment of SteelsDocument4 pagesProtective Paints For Heat Treatment of SteelsMauricio Cesar DalzochioNo ratings yet
- Repairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallDocument4 pagesRepairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallMJK008100% (1)
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranNo ratings yet
- DevashishDocument43 pagesDevashishDevashish JoshiNo ratings yet
- Benefits of Anodizing AluminumDocument31 pagesBenefits of Anodizing AluminumSenthil Kumar100% (2)
- Hot Solder Dip Prevents RustDocument4 pagesHot Solder Dip Prevents RustDaoud MiourighNo ratings yet
- Table Corrosion FastenerDocument4 pagesTable Corrosion FastenerGiuseppe FerrariNo ratings yet
- Designer's Guide For Laser Hermetic SealingDocument11 pagesDesigner's Guide For Laser Hermetic Sealingkats2404No ratings yet
- Electronic Materials Die Bonding GuideDocument23 pagesElectronic Materials Die Bonding GuideYue KaiNo ratings yet
- Conformal Coating On Printed Circuit BoardsDocument7 pagesConformal Coating On Printed Circuit BoardspmazkoNo ratings yet
- Major Types of Welding Electrode CoatingsDocument11 pagesMajor Types of Welding Electrode CoatingsMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Fundamentals of Stripe CoatingDocument164 pagesFundamentals of Stripe Coatinganangwahjudi100% (1)
- Fastener Design ManualDocument10 pagesFastener Design ManualJohn PaulsyNo ratings yet
- Corrosion Protection Offshore and Sheet PilingDocument12 pagesCorrosion Protection Offshore and Sheet PilingMihajloDjurdjevicNo ratings yet
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDocument5 pages6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiNo ratings yet
- Anode NhomDocument8 pagesAnode NhomNguyen Khac PhuongNo ratings yet
- What Is AnodizingDocument5 pagesWhat Is AnodizingSuleman Khan0% (1)
- 1.1 Theory of AnodizingDocument21 pages1.1 Theory of AnodizingJack Butler100% (1)
- Metal SprayDocument1 pageMetal SprayYogesh WadhwaNo ratings yet
- Optomizing Corona TreatmentDocument10 pagesOptomizing Corona TreatmentTito Setiawan NugrohoNo ratings yet
- Cement Plant CorrosionDocument7 pagesCement Plant CorrosionHemlata ChandelNo ratings yet
- Met Preparation of Zinc Coatings (Struers)Document6 pagesMet Preparation of Zinc Coatings (Struers)aladinsaneNo ratings yet
- VORTEX Powder Coating For Conductor Insulation of Transformer WindingsDocument4 pagesVORTEX Powder Coating For Conductor Insulation of Transformer WindingsYogesh ChadawatNo ratings yet
- Hingewhitepaperajl 1530030565894Document4 pagesHingewhitepaperajl 1530030565894Sadeq NeiroukhNo ratings yet
- General: Hot-Dip CoatingsDocument3 pagesGeneral: Hot-Dip CoatingsDaniel MarínNo ratings yet
- Surface Modification Methods: Dr. M. KamarajDocument68 pagesSurface Modification Methods: Dr. M. KamarajEdukondalu PentapatiNo ratings yet
- BS 4568Document7 pagesBS 4568minjutNo ratings yet
- Arc Brazing of Stainless Steel To Stainless Steel and Galvanised Mild SteelDocument3 pagesArc Brazing of Stainless Steel To Stainless Steel and Galvanised Mild Steelsujit kcNo ratings yet
- Vacuum Metalized Surfaces ProcessDocument6 pagesVacuum Metalized Surfaces ProcesssansagithNo ratings yet
- High Quality CRA Solutions by Electroslag Process For Austenitic StainleDocument14 pagesHigh Quality CRA Solutions by Electroslag Process For Austenitic StainleMubeenNo ratings yet
- Corrosion Swimming)Document6 pagesCorrosion Swimming)skenny1No ratings yet
- What Are The Different Surface Finishes in PCBDocument25 pagesWhat Are The Different Surface Finishes in PCBjackNo ratings yet
- What Is AnodisingDocument3 pagesWhat Is AnodisingSreedhar Patnaik.MNo ratings yet
- Improving Piston Ring Wear Resistance Through Coated SurfacesDocument47 pagesImproving Piston Ring Wear Resistance Through Coated SurfaceseshuNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- EMC Design of IGBT Model PDFDocument20 pagesEMC Design of IGBT Model PDFKen OhNo ratings yet
- Annex A Step by Step Guide For ISO 9001 2015 NG FG AGDocument39 pagesAnnex A Step by Step Guide For ISO 9001 2015 NG FG AGRt Saragih100% (1)
- AH Series CatalogDocument2 pagesAH Series CatalogdhruvNo ratings yet
- Diffrent CapacitorDocument4 pagesDiffrent CapacitordhruvNo ratings yet
- Changing IGBTDocument7 pagesChanging IGBTdhruvNo ratings yet
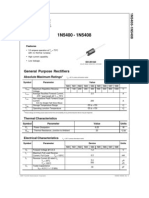
- General Purpose Rectifiers: Absolute Maximum RatingsDocument3 pagesGeneral Purpose Rectifiers: Absolute Maximum Ratingsapi-3749263No ratings yet
- DC To DC Converters and Its Application For Railway System-A ReviewDocument9 pagesDC To DC Converters and Its Application For Railway System-A ReviewdhruvNo ratings yet
- Annex A Step by Step Guide For ISO 9001 2015 NG FG AGDocument39 pagesAnnex A Step by Step Guide For ISO 9001 2015 NG FG AGRt Saragih100% (1)
- Compact NS630b to 1600 connection diagramsDocument1 pageCompact NS630b to 1600 connection diagramsdhruvNo ratings yet
- R.M.S. Values - Electrical Installation Guide PDFDocument1 pageR.M.S. Values - Electrical Installation Guide PDFdhruvNo ratings yet
- Earthing CalculationDocument4 pagesEarthing Calculationanandpurush100% (1)
- Calculate Cable Size and Voltage DropDocument4 pagesCalculate Cable Size and Voltage DropdhruvNo ratings yet
- Calculate Size of ContactorDocument3 pagesCalculate Size of ContactordhruvNo ratings yet
- Earthing Resistance Value: Size of Capacitor For Power Factor CorrectionDocument17 pagesEarthing Resistance Value: Size of Capacitor For Power Factor Correctiondhruv100% (2)
- 5 - AC Motor Starter PDFDocument10 pages5 - AC Motor Starter PDFPrem KumarNo ratings yet
- Polytechnic Hub: Electrical Slip RingsDocument3 pagesPolytechnic Hub: Electrical Slip RingsdhruvNo ratings yet
- A Space Vector Modulation Based Three-Level PWM Rectifier Under Simple Sliding Mode Control StrategyDocument8 pagesA Space Vector Modulation Based Three-Level PWM Rectifier Under Simple Sliding Mode Control StrategydhruvNo ratings yet
- Hard Switching Behaviour of MOSFETs and IGBTsDocument6 pagesHard Switching Behaviour of MOSFETs and IGBTsdhruvNo ratings yet
- Usefulness of The Various Indicators of Harmonic Distortion: From Electrical Installation GuideDocument2 pagesUsefulness of The Various Indicators of Harmonic Distortion: From Electrical Installation GuidedhruvNo ratings yet
- Origin of Harmonics - Electrical Installation Guide PDFDocument3 pagesOrigin of Harmonics - Electrical Installation Guide PDFdhruvNo ratings yet
- Basic Solutions To Mitigate Harmonics - Electrical Installation GuideDocument3 pagesBasic Solutions To Mitigate Harmonics - Electrical Installation GuidedhruvNo ratings yet
- Harmonic Filtering - Electrical Installation GuideDocument4 pagesHarmonic Filtering - Electrical Installation GuidedhruvNo ratings yet
- HV Igbt Includes Active ClampingDocument2 pagesHV Igbt Includes Active ClampingdhruvNo ratings yet
- Origin and Effects of Harmonic Currents in Electrical SystemsDocument3 pagesOrigin and Effects of Harmonic Currents in Electrical SystemsdhruvNo ratings yet
- Experimental Investigation On The Behaviour of IGBT at Short Circuit During On StateDocument6 pagesExperimental Investigation On The Behaviour of IGBT at Short Circuit During On StatedhruvNo ratings yet
- Current Source LLC InverterDocument6 pagesCurrent Source LLC InverterdhruvNo ratings yet
- Design of Igbt Based LLC Resonant InverterDocument7 pagesDesign of Igbt Based LLC Resonant InverterdhruvNo ratings yet
- Selection of A Circuit-Breaker - Electrical Installation GuideDocument11 pagesSelection of A Circuit-Breaker - Electrical Installation GuidedhruvNo ratings yet
- Standards and Description of Circuit-Breakers: From Electrical Installation GuideDocument3 pagesStandards and Description of Circuit-Breakers: From Electrical Installation GuidedhruvNo ratings yet
- Isc at The Receiving End of A Feeder As A Function of The Isc at Its Sending End - Electrical Installation GuideDocument3 pagesIsc at The Receiving End of A Feeder As A Function of The Isc at Its Sending End - Electrical Installation GuidedhruvNo ratings yet
- In XXX Project in YYY Country VOLTE Call Failure Due To Insufficient Bearer ResourceDocument10 pagesIn XXX Project in YYY Country VOLTE Call Failure Due To Insufficient Bearer ResourceAchmad Amrulloh100% (1)
- Project: Inventory Management System For Music Store: SynopsisDocument7 pagesProject: Inventory Management System For Music Store: SynopsisSoumitra ChakravartyNo ratings yet
- Panasonic Sa-Ak350pl SMDocument103 pagesPanasonic Sa-Ak350pl SMEder Espinoza BajoneroNo ratings yet
- Matrix Stiffness Method for Structural AnalysisDocument141 pagesMatrix Stiffness Method for Structural AnalysisTamara Knox100% (1)
- Guide-To Visual InspectionDocument25 pagesGuide-To Visual InspectionMatthew ShieldsNo ratings yet
- Civil HandbookDocument24 pagesCivil HandbookShubham Aggarwal100% (1)
- 1.2. Modular Programming - En-UsDocument12 pages1.2. Modular Programming - En-UsChandrasekhar K100% (1)
- Excel 10 Smart Vav ActuatorDocument4 pagesExcel 10 Smart Vav ActuatorTan Chun KeatNo ratings yet
- SAFIR 2011 ManualDocument58 pagesSAFIR 2011 ManualCZengenhariaNo ratings yet
- Assignment 3Document3 pagesAssignment 3Sarvani SekharNo ratings yet
- Rock Mass Classification SystemsDocument33 pagesRock Mass Classification Systemsmortaza7094No ratings yet
- Component-Based Development Ben Fairfax Thursday 21st September 2006Document65 pagesComponent-Based Development Ben Fairfax Thursday 21st September 2006sdimi51No ratings yet
- DebugDocument295 pagesDebugkarthikNo ratings yet
- SegwayDocument5 pagesSegwayPepe Alba JuarezNo ratings yet
- Toyota: Driving The Mainstream Market To Purchase Hybrid Electric VehiclesDocument21 pagesToyota: Driving The Mainstream Market To Purchase Hybrid Electric VehiclesArush BhatnagarNo ratings yet
- Media Cloud: An Open Cloud Computing Middleware For Content ManagementDocument6 pagesMedia Cloud: An Open Cloud Computing Middleware For Content Managementmr_harisskumarNo ratings yet
- Co2 Extinguihsers Ul ListedDocument2 pagesCo2 Extinguihsers Ul ListedAmeen Hamed AlwseyNo ratings yet
- Steel Reinforcement For WallsDocument7 pagesSteel Reinforcement For WallsSurinderPalSinghGillNo ratings yet
- D12 1Document8 pagesD12 1jamesabowdenNo ratings yet
- Msds Innuprep Dna Rna Mini KitDocument21 pagesMsds Innuprep Dna Rna Mini KitsyaranfbNo ratings yet
- EXPERIMENT No 5 - MuX and DeMuxDocument6 pagesEXPERIMENT No 5 - MuX and DeMuxSaksham DhawanNo ratings yet
- Technical Bulletin: Control Joint Placement in Gypsum Board AssembliesDocument5 pagesTechnical Bulletin: Control Joint Placement in Gypsum Board AssembliesAllen liuNo ratings yet
- Propeller Tolerances and Inspection - John Carlton PDFDocument17 pagesPropeller Tolerances and Inspection - John Carlton PDFhenryNo ratings yet
- Data StructuresDocument41 pagesData StructuresSree Charan ReddyNo ratings yet
- 334 Test 4Document4 pages334 Test 4Kim AnhNo ratings yet
- 400 Bad Request 400 Bad Request Nginx/1.2.9Document8 pages400 Bad Request 400 Bad Request Nginx/1.2.9bahramhooNo ratings yet
- Energy and Chemistry Chapter on CalorimetryDocument93 pagesEnergy and Chemistry Chapter on CalorimetryKaye Reies100% (1)
- Ae603 PS 3Document3 pagesAe603 PS 3JohnNo ratings yet
- Conexion de M800 PDFDocument16 pagesConexion de M800 PDFChemikal EngineerNo ratings yet
- Traction Transformers From SiemensDocument10 pagesTraction Transformers From Siemenscosty_transNo ratings yet