You might also like
- Evaluation of Tribological Behaviour and Microstructure of Aa6063 - B Hybrid CompositesDocument10 pagesEvaluation of Tribological Behaviour and Microstructure of Aa6063 - B Hybrid CompositesJeyakumar NNo ratings yet
- A Mini Project ReportDocument35 pagesA Mini Project ReportMohd Abdul RasheedNo ratings yet
- EXPERIMENTAL INVESTIGATION ON MECHANICAL PROPERTIES, WEAR CHARACTERITICS AND MICRO-STRUCTURE OF A356 - B4C-MoS2 COMPOSITEDocument44 pagesEXPERIMENTAL INVESTIGATION ON MECHANICAL PROPERTIES, WEAR CHARACTERITICS AND MICRO-STRUCTURE OF A356 - B4C-MoS2 COMPOSITEABHILASH V S100% (1)
- Project ReportDocument85 pagesProject Reportmurali thathaNo ratings yet
- WAAM Thesis (Full) 11Document69 pagesWAAM Thesis (Full) 11Mohd AymanNo ratings yet
- Guru Nanak Institute of Technology: CertificateDocument11 pagesGuru Nanak Institute of Technology: CertificatePower King Samar BabaNo ratings yet
- Final MadhiDocument58 pagesFinal MadhiAnish HariharanNo ratings yet
- Determination of Mechanical Properties of Aluminium Fly-Ash CompositeDocument10 pagesDetermination of Mechanical Properties of Aluminium Fly-Ash Compositesekhar chanduNo ratings yet
- Mini Project PDFDocument33 pagesMini Project PDFmilan mottaNo ratings yet
- Pydah Project Home PageDocument9 pagesPydah Project Home PageAjay eerlaNo ratings yet
- Bio Composite Helmet PDFDocument57 pagesBio Composite Helmet PDFRohan100% (1)
- Bio Composite HelmetDocument57 pagesBio Composite HelmetRohanNo ratings yet
- 2024 Passed Out Batch 9 Main Project Final ReportDocument83 pages2024 Passed Out Batch 9 Main Project Final Reportmaddelatarun18No ratings yet
- Mini Project Report Final PDFDocument33 pagesMini Project Report Final PDFHemanth ChowdaryNo ratings yet
- UDP Final ReportDocument47 pagesUDP Final Reporthairin33% (3)
- Thermal Barrier CoatingDocument41 pagesThermal Barrier CoatingDineshNo ratings yet
- Design and Fabrication of Sandwich Composite Panels: Submitted byDocument9 pagesDesign and Fabrication of Sandwich Composite Panels: Submitted bySharanNo ratings yet
- Finite Element Analysis of High Pressure Composite Vessels: in Cad-CamDocument11 pagesFinite Element Analysis of High Pressure Composite Vessels: in Cad-CamTanuj JoshiNo ratings yet
- Finite Element Analysis of High Pressure Composite Vessels: in Cad-CamDocument11 pagesFinite Element Analysis of High Pressure Composite Vessels: in Cad-CamTanuj JoshiNo ratings yet
- FilamentDocument35 pagesFilamentniraj hiralal sorathiyaNo ratings yet
- Front PageDocument11 pagesFront PageSHAKHT FAUJI FAUJINo ratings yet
- Analysis of Microstructure and Hardness Behaviour of Grain Refined A390 Alloy Mini Project ReportDocument23 pagesAnalysis of Microstructure and Hardness Behaviour of Grain Refined A390 Alloy Mini Project ReportRahul SanjayanNo ratings yet
- ProjectDocument41 pagesProjectpratheekiaNo ratings yet
- Analysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Document31 pagesAnalysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Md Imran0% (1)
- Sheet Metal FabricationDocument17 pagesSheet Metal FabricationamaraadhithiyaNo ratings yet
- Report FullDocument71 pagesReport FullVeera HasanNo ratings yet
- Seminar Report HimanshuDocument36 pagesSeminar Report HimanshuAditya SharmaNo ratings yet
- Batch 1Document101 pagesBatch 1manigandan.cNo ratings yet
- Udaya C 1ms17cse27 Final Project ReportDocument77 pagesUdaya C 1ms17cse27 Final Project ReportalluayaanNo ratings yet
- Certificate and IndexDocument11 pagesCertificate and IndexshrikantharleNo ratings yet
- A Seminar Report: Mechanical EngineeringDocument7 pagesA Seminar Report: Mechanical EngineeringLovely BalajiNo ratings yet
- FSW CDocument10 pagesFSW CCM Maheshwar ReddyNo ratings yet
- Characterization of Ductile Iron Through Fractographic StudyDocument60 pagesCharacterization of Ductile Iron Through Fractographic StudyUma KoduriNo ratings yet
- Single Aging Characteristics of Aluminum 6063 AlloyDocument12 pagesSingle Aging Characteristics of Aluminum 6063 Alloychenna kesavaNo ratings yet
- Design For Manufacturability of A High-Performance Induction Motor Rotor byDocument115 pagesDesign For Manufacturability of A High-Performance Induction Motor Rotor bySergioNo ratings yet
- Mini Belt Grindetr MachineDocument22 pagesMini Belt Grindetr MachineBujarampet Divya50% (2)
- Industrial Practice and Presentation: Submitted byDocument34 pagesIndustrial Practice and Presentation: Submitted byLIFITECH 2020No ratings yet
- Report-FABRICATION AND EXPERIMENTAL INVESTIGATION OF HYBRID COMPOSITES FOR AIRCRAFT STRUCTURAL FRAMES-cDocument63 pagesReport-FABRICATION AND EXPERIMENTAL INVESTIGATION OF HYBRID COMPOSITES FOR AIRCRAFT STRUCTURAL FRAMES-cRajkumarNo ratings yet
- Major Project 8th Sem (Updated 28.05.2020)Document36 pagesMajor Project 8th Sem (Updated 28.05.2020)Haider SyedNo ratings yet
- Composite Project Report N3Document52 pagesComposite Project Report N3dhanalakshmi k sNo ratings yet
- Design and Fabrication of Automatic Blacksmith Hammering MachineDocument77 pagesDesign and Fabrication of Automatic Blacksmith Hammering MachinePrithinga Vishnavi75% (4)
- Bio Composite HelmetDocument58 pagesBio Composite HelmetAbhijeet AgarwalNo ratings yet
- A Fabrication Report On AMMCDocument58 pagesA Fabrication Report On AMMCSai RamNo ratings yet
- 2 Front PagesDocument73 pages2 Front PagesSam SamNo ratings yet
- Development and Characterization of Metal Matrix Composite Using Red MudDocument204 pagesDevelopment and Characterization of Metal Matrix Composite Using Red Mudkk11091079100% (1)
- Mechanical Properties and Microstructure of A356 Alloy Reinforced Aln/Mwcnt/Graphite/Al Composites Fabricated by Stir CastingDocument15 pagesMechanical Properties and Microstructure of A356 Alloy Reinforced Aln/Mwcnt/Graphite/Al Composites Fabricated by Stir CastingRafat Hossain AunkonNo ratings yet
- Batch 12Document50 pagesBatch 12satishrs.inspireNo ratings yet
- BE19F02F012-Industrial Interaction ReportDocument38 pagesBE19F02F012-Industrial Interaction ReportSubodh DanaoNo ratings yet
- Strength Studies On Geo-Polymer Concrete by Using Fly Ash and Quarry Dust"Document51 pagesStrength Studies On Geo-Polymer Concrete by Using Fly Ash and Quarry Dust"PratikNo ratings yet
- Fabrication and Experimental Testing of Aluminium7075 With Graphite Metal Matrix Composite Made of Stir CastingDocument10 pagesFabrication and Experimental Testing of Aluminium7075 With Graphite Metal Matrix Composite Made of Stir CastingAjhay Krishna K SNo ratings yet
- Design and Fabrication of DIE For Comp Action of Metal Powder in Powder MetallurgyDocument69 pagesDesign and Fabrication of DIE For Comp Action of Metal Powder in Powder MetallurgyPartth VachhaniNo ratings yet
- Anupam Raj Final ReportDocument71 pagesAnupam Raj Final ReportAdminNo ratings yet
- Siju ThomasDocument66 pagesSiju Thomaspraise thomasNo ratings yet
- Determining The Formability of Bimetallic Sheet Using Forming Limit DiagramDocument58 pagesDetermining The Formability of Bimetallic Sheet Using Forming Limit DiagramMangu Shashank RaoNo ratings yet
- Final ReportDocument44 pagesFinal ReportAmithesh . S. RNo ratings yet
- Design and Fabrication of Modified Crop HarvesterDocument13 pagesDesign and Fabrication of Modified Crop HarvesternkchandruNo ratings yet
- Cable Stay Bridge Design PDFDocument38 pagesCable Stay Bridge Design PDFAnonymous DEzGgC0knNo ratings yet
- Design and Fabrication of Pneumatic Sheet Metal Cutting MachineDocument38 pagesDesign and Fabrication of Pneumatic Sheet Metal Cutting MachineSiva ForeviewNo ratings yet
- Fundamentals of Materials Engineering - A Basic GuideFrom EverandFundamentals of Materials Engineering - A Basic GuideNo ratings yet
- Triple Only Static ElectricityDocument32 pagesTriple Only Static ElectricityMary Ann MaherNo ratings yet
- Air Conditioner: Owner'S ManualDocument84 pagesAir Conditioner: Owner'S ManualPepe CarreraNo ratings yet
- Calculation Standards For Safety Relief ValvesDocument2 pagesCalculation Standards For Safety Relief ValvesJulio SaldanhaNo ratings yet
- Corrotherm International Brochure 2019Document8 pagesCorrotherm International Brochure 2019colourhutNo ratings yet
- RVC05 150FLG Ex PDFDocument5 pagesRVC05 150FLG Ex PDFengp3077No ratings yet
- Swimming Pool Heat PumpDocument2 pagesSwimming Pool Heat PumpMohammed ErshadNo ratings yet
- THAIOIL - BEAM TO BEAM - FIN PLATE - BOLTED - 001 - Rev ADocument10 pagesTHAIOIL - BEAM TO BEAM - FIN PLATE - BOLTED - 001 - Rev ACivil StructureNo ratings yet
- 7th - Building & ArchitectureDocument9 pages7th - Building & ArchitectureRamchandra YadavNo ratings yet
- A Solar Powered Adsorption Freezer: A Case Study For Egypt's ClimateDocument9 pagesA Solar Powered Adsorption Freezer: A Case Study For Egypt's Climateali105No ratings yet
- Actionair Iris DamperDocument12 pagesActionair Iris DamperPeterOLearyNo ratings yet
- Hvac Air Balance Report FormDocument8 pagesHvac Air Balance Report FormAbdullah.N FAAliNo ratings yet
- VPAKDocument2 pagesVPAKPingu3No ratings yet
- Indian Standard: Code of Practice FOR Design and Construction Pile Foundations OFDocument44 pagesIndian Standard: Code of Practice FOR Design and Construction Pile Foundations OFKhushaliNo ratings yet
- Inspection and Test Plan For Piping (PP/FRP Piping)Document2 pagesInspection and Test Plan For Piping (PP/FRP Piping)Anonymous EyK4vt6Y100% (1)
- Four Pile Cap: Plan Showing Piles Reinforcement Plan Showing Pile Cap Reinforcement PlanDocument1 pageFour Pile Cap: Plan Showing Piles Reinforcement Plan Showing Pile Cap Reinforcement PlanVinayakNo ratings yet
- Breakdown of The Schmid Law in BCC Molybdenum Related To The Effect of Shear Stress Perpendicular To The Slip Direction, V. VitekDocument4 pagesBreakdown of The Schmid Law in BCC Molybdenum Related To The Effect of Shear Stress Perpendicular To The Slip Direction, V. VitekErsin KeserNo ratings yet
- Sikagrout - 200Document3 pagesSikagrout - 200Tan TounNo ratings yet
- NDS 2015 Supplement Table 4B - SYP Material PropertiesDocument1 pageNDS 2015 Supplement Table 4B - SYP Material PropertiesTariqul IslamNo ratings yet
- A Textbook of Machine Design by R.S.KHURMI AND J.K.GUPTA - 216Document1 pageA Textbook of Machine Design by R.S.KHURMI AND J.K.GUPTA - 216Vivek MishraNo ratings yet
- Roofing SafetyDocument38 pagesRoofing SafetyDhârâñî KûmârNo ratings yet
- SSE QC CIV 402 Rev0 PDFDocument2 pagesSSE QC CIV 402 Rev0 PDFBhalsingh JangraNo ratings yet
- Grape County Resort NasikDocument1 pageGrape County Resort Nasikaugupta2001No ratings yet
- Kovan Grandeur BrochureDocument14 pagesKovan Grandeur BrochureMax KohNo ratings yet
- Jet Pump Technical DataDocument11 pagesJet Pump Technical DataIdelia Cutipa Yauri100% (1)
- Exceptionally Stable Floating Underlay For Vinyl, Linoleum & Other Resilient FloorsDocument2 pagesExceptionally Stable Floating Underlay For Vinyl, Linoleum & Other Resilient FloorsFloorkitNo ratings yet
- Portland Cement: Wednesday, March 25, 2015Document35 pagesPortland Cement: Wednesday, March 25, 2015EFRA BININo ratings yet
- VENTURIMETERDocument4 pagesVENTURIMETERKailash RajuNo ratings yet
- Is 1343Document65 pagesIs 134335No ratings yet
- Process Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuideDocument55 pagesProcess Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuidemithileshNo ratings yet
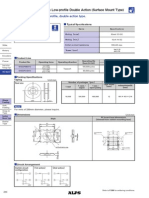
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuNo ratings yet