You might also like
- Fan Blade Out Analysis PDFDocument2 pagesFan Blade Out Analysis PDFStaceyNo ratings yet
- Solar Cell Materials: Developing TechnologiesFrom EverandSolar Cell Materials: Developing TechnologiesGavin J. ConibeerNo ratings yet
- Literature Review On Triboelectric NanogDocument9 pagesLiterature Review On Triboelectric NanogBINOY BERANo ratings yet
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocument4 pagesInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNo ratings yet
- Footstep Electricity GenerationDocument25 pagesFootstep Electricity GenerationashaachuNo ratings yet
- ME 322 Machine Design Gear and Bearing Design PrinciplesDocument13 pagesME 322 Machine Design Gear and Bearing Design PrinciplesVishak ReguNo ratings yet
- Harnessing Energy From Piezo Sensors Through FootstepsDocument7 pagesHarnessing Energy From Piezo Sensors Through FootstepsIJRASETPublicationsNo ratings yet
- A Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismDocument44 pagesA Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismKali DasNo ratings yet
- Core Shell Nano ParticlesDocument5 pagesCore Shell Nano ParticleswilawNo ratings yet
- Triboelectric Nanogenerators As New Energy Technology For Self-Powered Systems and As Active Mechanical and Chemical SensorsDocument25 pagesTriboelectric Nanogenerators As New Energy Technology For Self-Powered Systems and As Active Mechanical and Chemical SensorsAnonymous AEicha08AF100% (1)
- Seminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDocument20 pagesSeminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDeepak SonawaneNo ratings yet
- Myoelectric Prosthetic ArmDocument2 pagesMyoelectric Prosthetic ArmGRD JournalsNo ratings yet
- Seminar Report Solar TowerDocument24 pagesSeminar Report Solar TowerPatricia Joseph100% (1)
- Mini Project ReportDocument30 pagesMini Project Reportsurendra charyNo ratings yet
- A Progress Report On Design and Development of MEMS Based SensorDocument3 pagesA Progress Report On Design and Development of MEMS Based Sensorarun14089No ratings yet
- W9 Engine ProjectDocument58 pagesW9 Engine ProjectSuraj SahooNo ratings yet
- Footstep GeneratorDocument56 pagesFootstep GeneratorSepyoNo ratings yet
- Analysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Document31 pagesAnalysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Md Imran0% (1)
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Document14 pagesHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuNo ratings yet
- Cim Automation Lab Manual 10me78Document57 pagesCim Automation Lab Manual 10me78chandrashekar mNo ratings yet
- Introduction To Non Conventional OperationsDocument13 pagesIntroduction To Non Conventional Operationssham javed100% (1)
- Designing Smart Charge ControllerDocument55 pagesDesigning Smart Charge ControllerSelva RajNo ratings yet
- A Project Report ON Straight Muffler: Centurion University of Technology and ManagementDocument31 pagesA Project Report ON Straight Muffler: Centurion University of Technology and ManagementSadhan PadhiNo ratings yet
- QIS College Dept of ME Unconventional Machining ProcessesDocument1 pageQIS College Dept of ME Unconventional Machining ProcessesKalai ArasanNo ratings yet
- Electric Discharge Machining: Presented By: Srinivas Shenoy HDocument21 pagesElectric Discharge Machining: Presented By: Srinivas Shenoy HsharathwaramballiNo ratings yet
- 02 Crystal Growth and Wafer PreparationDocument18 pages02 Crystal Growth and Wafer PreparationAmit SinghNo ratings yet
- Speed Breaker Used As An Electricity Generator by Rolling MechanismDocument4 pagesSpeed Breaker Used As An Electricity Generator by Rolling MechanismInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Foot Step Power Generation Using Piezoelectric MaterialDocument3 pagesFoot Step Power Generation Using Piezoelectric MaterialYogeshNo ratings yet
- Abstract of SolarDocument12 pagesAbstract of SolarVanitha AmalakantiNo ratings yet
- 5 Ddcet Syllabus Engineering1702910382 - 231218 - 203535Document9 pages5 Ddcet Syllabus Engineering1702910382 - 231218 - 203535alonewarrior2004No ratings yet
- Egede Project Final CorrectionDocument119 pagesEgede Project Final CorrectionAkinbode Sunday OluwagbengaNo ratings yet
- Basic ElectronicsDocument12 pagesBasic ElectronicsVishnu ChariNo ratings yet
- Radial Drilling MachineDocument25 pagesRadial Drilling MachinesriNo ratings yet
- Hybrid Metal Additive ManufacturingDocument75 pagesHybrid Metal Additive ManufacturingNursultan JyeniskhanNo ratings yet
- Mechatronics Project FinalDocument21 pagesMechatronics Project FinalAklesh GuptaNo ratings yet
- Forging Process: Types, Advantages & ApplicationsDocument10 pagesForging Process: Types, Advantages & ApplicationsVipin TitariyaNo ratings yet
- Magnetic Induction and ResonanceDocument16 pagesMagnetic Induction and ResonanceKim Won Kuk100% (1)
- TOPSIS Based Taguchi Method For Electrical DischargeDocument44 pagesTOPSIS Based Taguchi Method For Electrical DischargeGeeta VermaNo ratings yet
- Parametric Optimization of Gas Tungsten Arc Welding Using Activated Flux On Weld Penetration On SS 304 PDFDocument8 pagesParametric Optimization of Gas Tungsten Arc Welding Using Activated Flux On Weld Penetration On SS 304 PDFsivaNo ratings yet
- DEVELOPING PV PANEL COOLING SYSTEMS TO ENHANCE PerformanceDocument74 pagesDEVELOPING PV PANEL COOLING SYSTEMS TO ENHANCE PerformanceraviNo ratings yet
- EXPERIMENTAL INVESTIGATION ON MECHANICAL PROPERTIES, WEAR CHARACTERITICS AND MICRO-STRUCTURE OF A356 - B4C-MoS2 COMPOSITEDocument44 pagesEXPERIMENTAL INVESTIGATION ON MECHANICAL PROPERTIES, WEAR CHARACTERITICS AND MICRO-STRUCTURE OF A356 - B4C-MoS2 COMPOSITEABHILASH V S100% (1)
- FT Lab Manual27-12-17 PDFDocument48 pagesFT Lab Manual27-12-17 PDFJay JoshiNo ratings yet
- Final Seminar Report-Superhydrophobic SurfaceDocument28 pagesFinal Seminar Report-Superhydrophobic SurfaceDarshan BhandariNo ratings yet
- Industrial DesignDocument8 pagesIndustrial DesignAlex CfkNo ratings yet
- Development of Gyroscopic Effect On Two-Wheeler Vehicle StabilityDocument20 pagesDevelopment of Gyroscopic Effect On Two-Wheeler Vehicle StabilityYOGENDRA TEMBHURNENo ratings yet
- Composites For Machine Tool Beds: National Institute of Technology Rourkela (India)Document64 pagesComposites For Machine Tool Beds: National Institute of Technology Rourkela (India)kunalNo ratings yet
- Smart Police StationDocument32 pagesSmart Police Stationshah karanNo ratings yet
- A Project Report On Pneumatic Shearing MDocument51 pagesA Project Report On Pneumatic Shearing MVinay MuleyNo ratings yet
- Report CompleteDocument57 pagesReport CompleteEmmanuel Babu PaulNo ratings yet
- Seminar Report Format-1Document5 pagesSeminar Report Format-1vinay kateNo ratings yet
- IDocument6 pagesIRohitSinghBishtNo ratings yet
- 01 BatchDocument39 pages01 BatchSiva ForeviewNo ratings yet
- Design and Fabrication of Electromagnetic EngineDocument35 pagesDesign and Fabrication of Electromagnetic EngineParth MaldhureNo ratings yet
- Project ReportDocument47 pagesProject ReportA/4041 /Haridoss.SNo ratings yet
- Gupta Power Infrastructure LTDDocument88 pagesGupta Power Infrastructure LTDAgarwal SumitNo ratings yet
- Numerical Analysis of Temperature Separation in a Vortex TubeDocument47 pagesNumerical Analysis of Temperature Separation in a Vortex TubeKristoff CongoNo ratings yet
- Fabrication and Analysis of Portable Spot Welding MachineDocument7 pagesFabrication and Analysis of Portable Spot Welding MachineCrispNo ratings yet
- Design and Analysis of Two Wheller Disk BrakeDocument57 pagesDesign and Analysis of Two Wheller Disk BrakeVignesh VaranNo ratings yet
- Review On Processing and Properties of Metal Matrix CompositesDocument18 pagesReview On Processing and Properties of Metal Matrix CompositesFerry SetiawanNo ratings yet
- Finalsss PDFDocument44 pagesFinalsss PDFMICHEL RAJNo ratings yet
- Frequently Asked TCS Joining QuestionsDocument2 pagesFrequently Asked TCS Joining QuestionssandeepNo ratings yet
- Wipro Online Assessment Syllabus - Elite National Talent Hunt'22Document2 pagesWipro Online Assessment Syllabus - Elite National Talent Hunt'22Just HereNo ratings yet
- Office TransformationsDocument8 pagesOffice TransformationsHari KrishnaNo ratings yet
- Python Mock 3Document1 pagePython Mock 3dhanalakshmi k sNo ratings yet
- MOM Course PlanDocument6 pagesMOM Course Plandhanalakshmi k sNo ratings yet
- Az 9000 July DumpsDocument174 pagesAz 9000 July Dumpsdhanalakshmi k sNo ratings yet
- MEGA Off-Campus Eligibility Criteria & Self-Declaration - EngineeringDocument1 pageMEGA Off-Campus Eligibility Criteria & Self-Declaration - EngineeringUDHAYA KUMARNo ratings yet
- App ListDocument646 pagesApp Listdhanalakshmi k sNo ratings yet
- Unit IiiDocument7 pagesUnit IiiUCVIRUS INDIANo ratings yet
- It Sector in India PDFDocument77 pagesIt Sector in India PDFAnish NairNo ratings yet
- About Wipro:: Thus Let Us See The Technical and HR Questions Asked in The Wipro's InterviewDocument9 pagesAbout Wipro:: Thus Let Us See The Technical and HR Questions Asked in The Wipro's InterviewSomdeep DuttaNo ratings yet
- Se Decon Fact SheetDocument4 pagesSe Decon Fact Sheetdhanalakshmi k sNo ratings yet
- Total Time: 100 Minutes: Fresher Recruitment Sample Test PaperDocument14 pagesTotal Time: 100 Minutes: Fresher Recruitment Sample Test PaperPuneeth obliNo ratings yet
- Se Decon Fact SheetDocument4 pagesSe Decon Fact Sheetdhanalakshmi k sNo ratings yet
- Office TransformationsDocument8 pagesOffice TransformationsHari KrishnaNo ratings yet
- Work From Home HandBook For FFA RMs 30-12-2021Document3 pagesWork From Home HandBook For FFA RMs 30-12-2021dhanalakshmi k sNo ratings yet
- Total Time: 100 Minutes: Fresher Recruitment Sample Test PaperDocument14 pagesTotal Time: 100 Minutes: Fresher Recruitment Sample Test PaperPuneeth obliNo ratings yet
- Metal 3dprinting PDFDocument8 pagesMetal 3dprinting PDFdhanalakshmi k sNo ratings yet
- Preparing For The CCAT: Question Types: Verbal QuestionsDocument2 pagesPreparing For The CCAT: Question Types: Verbal Questionsdhanalakshmi k sNo ratings yet
- Work From Home HandBook For FFA RMs 30-12-2021Document3 pagesWork From Home HandBook For FFA RMs 30-12-2021dhanalakshmi k sNo ratings yet
- Se Decon Fact SheetDocument4 pagesSe Decon Fact Sheetdhanalakshmi k sNo ratings yet
- Office TransformationsDocument8 pagesOffice TransformationsHari KrishnaNo ratings yet
- Robotic Surgery Review Examines Efficacy, Costs and Training NeedsDocument17 pagesRobotic Surgery Review Examines Efficacy, Costs and Training Needsdhanalakshmi k sNo ratings yet
- About Wipro:: Thus Let Us See The Technical and HR Questions Asked in The Wipro's InterviewDocument9 pagesAbout Wipro:: Thus Let Us See The Technical and HR Questions Asked in The Wipro's InterviewSomdeep DuttaNo ratings yet
- Notification OFB Trade Apprentice PostsDocument20 pagesNotification OFB Trade Apprentice PostsRiyance SethNo ratings yet
- Analysis On Aluminium Metal Matrix Composites With Boron Carbide and GraphiteDocument6 pagesAnalysis On Aluminium Metal Matrix Composites With Boron Carbide and Graphitedhanalakshmi k sNo ratings yet
- 07 - Chapter 2Document32 pages07 - Chapter 2dhanalakshmi k sNo ratings yet
- Reverse Engineering ReportDocument15 pagesReverse Engineering Reportdhanalakshmi k s100% (2)
- 1 s2.0 S2351978919308169 MainDocument11 pages1 s2.0 S2351978919308169 Maindhanalakshmi k sNo ratings yet
- HDPE Pipe InformationDocument24 pagesHDPE Pipe InformationTylerNo ratings yet
- Defects of TimberDocument10 pagesDefects of TimberSandro Soriano100% (1)
- Filmtec SW30-8040Document2 pagesFilmtec SW30-8040PT Deltapuro IndonesiaNo ratings yet
- Analysis of ToothpasteDocument29 pagesAnalysis of Toothpasteanushka chadha100% (1)
- Properties of Transition Metals 1 QPDocument16 pagesProperties of Transition Metals 1 QPNisha MohdNo ratings yet
- IUPAC Periodic Table of The Elements: Ti CRDocument1 pageIUPAC Periodic Table of The Elements: Ti CRMargaux HidalgoNo ratings yet
- A03 - Kangrim Company Introduction (Package Boilers)Document48 pagesA03 - Kangrim Company Introduction (Package Boilers)metreus30No ratings yet
- Welding Procedure PreparationDocument122 pagesWelding Procedure PreparationNokiabhre WijayaNo ratings yet
- Setting Time For ggbs-2019Document12 pagesSetting Time For ggbs-2019Yara MounaNo ratings yet
- Installation of Roof & Wall Panels (Type KRIP/KWIP)Document2 pagesInstallation of Roof & Wall Panels (Type KRIP/KWIP)NitinNo ratings yet
- Brochure GC Fuji IX GP EXTRA PDFDocument20 pagesBrochure GC Fuji IX GP EXTRA PDFRifqie al harisNo ratings yet
- June 2022 PaperDocument17 pagesJune 2022 PaperAthula Dias NagahawatteNo ratings yet
- 201 enDocument2 pages201 enRyan ZhangNo ratings yet
- KUWS&DBoard SR 2018-19Document63 pagesKUWS&DBoard SR 2018-19Radhakrishna KPNo ratings yet
- 1 Mech Malleable Iron Fittings Catalogue PDFDocument12 pages1 Mech Malleable Iron Fittings Catalogue PDFAshish TanejaNo ratings yet
- Garlock GYLON Style 3545 Spec Sheet - (NA) 2016-12 EN PDFDocument1 pageGarlock GYLON Style 3545 Spec Sheet - (NA) 2016-12 EN PDFalan2003_1_29040No ratings yet
- As 4211.3-1996 Gas Recovery or Combined Recovery and Recycling Equipment Fluorocarbon Refrigerants From CommeDocument8 pagesAs 4211.3-1996 Gas Recovery or Combined Recovery and Recycling Equipment Fluorocarbon Refrigerants From CommeSAI Global - APACNo ratings yet
- Medium Density FiberboardDocument4 pagesMedium Density Fiberboardsabiha naazNo ratings yet
- Aes Lab Qra Tories (P) Lti2: Analyzing Today FBR An Assured TomorrowDocument1 pageAes Lab Qra Tories (P) Lti2: Analyzing Today FBR An Assured TomorrowShreyansh SinghNo ratings yet
- Report On Non-Traditional Machining ProcessDocument29 pagesReport On Non-Traditional Machining ProcessRahul JHANo ratings yet
- Hydrocarbons: AlkanesDocument12 pagesHydrocarbons: AlkanesFredrick HeffersonNo ratings yet
- Formosa Ldpe Data SheetDocument5 pagesFormosa Ldpe Data SheetBasant AGarwalNo ratings yet
- B42Document16 pagesB42Juan JuanNo ratings yet
- EN374 Change SummaryDocument11 pagesEN374 Change SummarycanacNo ratings yet
- Specification of SGP InterlayerDocument3 pagesSpecification of SGP InterlayerHAN HANNo ratings yet
- Simplified Estimate by Max FajardoDocument300 pagesSimplified Estimate by Max FajardoRyan David MacayanNo ratings yet
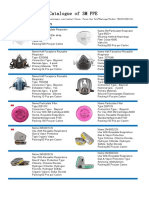
- Catalogue of 3M PPE and Safety EquipmentDocument3 pagesCatalogue of 3M PPE and Safety EquipmentSothearaThengNo ratings yet
- SL No Description QTY UNIT Unit Rate (OMR) Total Amount (OMR) HV Works Mat Lab Mat LabDocument1 pageSL No Description QTY UNIT Unit Rate (OMR) Total Amount (OMR) HV Works Mat Lab Mat LabVenugopal EravimangalathNo ratings yet
- Signature Towers E BrochureDocument9 pagesSignature Towers E BrochureYogesh YadavNo ratings yet
- Concrete Works Method StatementDocument24 pagesConcrete Works Method Statementhossam eldin sobhyNo ratings yet