You might also like
- A Modelling Study of Metal Cutting With Abrasive WaterjetDocument13 pagesA Modelling Study of Metal Cutting With Abrasive WaterjetАО НИИТ АО НИИТNo ratings yet
- BS 4102 - Steel Wire For General Fencing PurposesDocument8 pagesBS 4102 - Steel Wire For General Fencing Purposesio1920No ratings yet
- A Review On Machining of Fiber Reinforced Plastic Using Abrasive WaterjetDocument8 pagesA Review On Machining of Fiber Reinforced Plastic Using Abrasive WaterjetIhab El SawiNo ratings yet
- A Closed-Form Expression For An Abrasive Waterjet Cutting Model For Ceramic MaterialsDocument8 pagesA Closed-Form Expression For An Abrasive Waterjet Cutting Model For Ceramic MaterialsBota NickNo ratings yet
- A Study of Abrasive Waterjet Cutting of Metallic Coated Sheet SteelsDocument16 pagesA Study of Abrasive Waterjet Cutting of Metallic Coated Sheet Steelsmusaismail8863No ratings yet
- A Review On Current Research and Development in Abrasive Waterjet MachiningDocument10 pagesA Review On Current Research and Development in Abrasive Waterjet MachiningRawad BorghiahNo ratings yet
- 02 Weglowski Pfeifer Influence of Cutting Technology On The Quality of Unalloyed Steel SurfaceDocument11 pages02 Weglowski Pfeifer Influence of Cutting Technology On The Quality of Unalloyed Steel SurfaceTibor KeményNo ratings yet
- The Resulted Roughness at Turning of SomeDocument5 pagesThe Resulted Roughness at Turning of SomeNicolae LucaNo ratings yet
- A Review On Machining Process of Glass Materials 0012Document5 pagesA Review On Machining Process of Glass Materials 0012AbdEl AzizNo ratings yet
- Laser Cutting 4Document7 pagesLaser Cutting 4Đào Văn HưngNo ratings yet
- Materialwissenschaft Werkst - 2023 - Ak Ro Lu - Effects of Process Parameters On Fatigue Behavior and Surface Integrity ofDocument9 pagesMaterialwissenschaft Werkst - 2023 - Ak Ro Lu - Effects of Process Parameters On Fatigue Behavior and Surface Integrity oframazan çakıroğluNo ratings yet
- Characterizing Damage On Si Wafer Surfaces Cut by Slurry and Diamond Wire SawingDocument7 pagesCharacterizing Damage On Si Wafer Surfaces Cut by Slurry and Diamond Wire SawingRupert GriffithsNo ratings yet
- Water Jet Cutting Influence On Lignin-Based PolymerDocument8 pagesWater Jet Cutting Influence On Lignin-Based PolymerJavier Ramírez AldanaNo ratings yet
- An Overview of The Machinability of Alloy SteelDocument11 pagesAn Overview of The Machinability of Alloy SteelJotaNo ratings yet
- NMCOE4054ijarseDocument5 pagesNMCOE4054ijarseUsman AhmadNo ratings yet
- Some Experimental Studies On Plasma Cutting Quality of LowDocument4 pagesSome Experimental Studies On Plasma Cutting Quality of LowNur FitriaNo ratings yet
- Some Important Effects of The Water Jet and Laser Cutting Methods On The Magnetic Properties of The Non-Oriented Silicon Iron SheetsDocument4 pagesSome Important Effects of The Water Jet and Laser Cutting Methods On The Magnetic Properties of The Non-Oriented Silicon Iron SheetsHayet BoudjemaaNo ratings yet
- Accepted Manuscript: MeasurementDocument37 pagesAccepted Manuscript: Measurementsuneetha suniNo ratings yet
- 2020 - ECAP of AA - Numerical InvestigationDocument6 pages2020 - ECAP of AA - Numerical Investigationabcde.xyz1No ratings yet
- Msec2018 6457Document6 pagesMsec2018 6457zidan ojaNo ratings yet
- Engineering Science and Technology, An International JournalDocument6 pagesEngineering Science and Technology, An International JournalDavid ThangaduraiNo ratings yet
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingDocument12 pagesAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТNo ratings yet
- Materials and Design2 PDFDocument5 pagesMaterials and Design2 PDFSudhamani GonuguntlaNo ratings yet
- A Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningDocument6 pagesA Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningaamirmubNo ratings yet
- Fabrication and Analysis of Micro-Pillars by Abrasive Water Jet MachiningDocument11 pagesFabrication and Analysis of Micro-Pillars by Abrasive Water Jet MachiningAnkushNo ratings yet
- Manual Cutting Machine 1Document4 pagesManual Cutting Machine 1H 5895No ratings yet
- 3 Mass-Change Processes - Unit Manufacturing Processes - Issues and Opportunities in Research - The National Academies PressDocument18 pages3 Mass-Change Processes - Unit Manufacturing Processes - Issues and Opportunities in Research - The National Academies PressVenkata DineshNo ratings yet
- A Preliminary Study of Applying Micro WaterjetDocument4 pagesA Preliminary Study of Applying Micro WaterjetInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- 2008 ALAC Cutting Hard Materials With LMJDocument10 pages2008 ALAC Cutting Hard Materials With LMJTatiana SavvaNo ratings yet
- Tool Life Models of Nano Ceramic Tool For Turning Hard Steel Based On FEM Simulation and ExperimentsDocument10 pagesTool Life Models of Nano Ceramic Tool For Turning Hard Steel Based On FEM Simulation and ExperimentsDrRoja A RNo ratings yet
- Optimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188Document6 pagesOptimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188ronNo ratings yet
- Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water JetDocument34 pagesCutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jetalvian GaspolllNo ratings yet
- Improving Laser Pmma 6Document15 pagesImproving Laser Pmma 6raisa1No ratings yet
- Jetr 2014 2 6 067 43 52Document10 pagesJetr 2014 2 6 067 43 52Samir BoseNo ratings yet
- Ucmp Lecture NotesDocument66 pagesUcmp Lecture NotesBabu NarayananNo ratings yet
- Silicon NitrideDocument8 pagesSilicon NitrideVikas KharbNo ratings yet
- Investigation Analysis of Plasma Arc Cutting Parameters On The Unevenness Surface of Hardox-400 MaterialDocument8 pagesInvestigation Analysis of Plasma Arc Cutting Parameters On The Unevenness Surface of Hardox-400 Materialsuneetha suniNo ratings yet
- Glass MachiningDocument6 pagesGlass MachiningZeko RekoNo ratings yet
- Investigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesDocument7 pagesInvestigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesTrishul SampathNo ratings yet
- Materials 16 00098Document15 pagesMaterials 16 00098frankypanky123No ratings yet
- Effect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelDocument18 pagesEffect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelJimmy the ReverendNo ratings yet
- Advance Machining ProcessDocument201 pagesAdvance Machining ProcessAnmol SharmaNo ratings yet
- Aklilu PaperDocument26 pagesAklilu PaperdevendrasinhameNo ratings yet
- JMDA-21-0224.R1 Proof HiDocument37 pagesJMDA-21-0224.R1 Proof HiANIGANI SUDARSHAN REDDYNo ratings yet
- 17 - Metals 11 00419 v2Document23 pages17 - Metals 11 00419 v2Nguyễn Hữu PhấnNo ratings yet
- Ijmet 11 01 001 PDFDocument8 pagesIjmet 11 01 001 PDFMushtaq Ahmed ZakatiNo ratings yet
- Study of Mach Inability in Boring Operation of Micro Alloyed and Heat Treated Alloy SteelsDocument10 pagesStudy of Mach Inability in Boring Operation of Micro Alloyed and Heat Treated Alloy SteelsmariotonNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDocument14 pagesPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72No ratings yet
- PAPER Aluminium Lm4Document9 pagesPAPER Aluminium Lm4LiNuNo ratings yet
- Effect of Post-Weld Heat Treatment On MicrostructuDocument11 pagesEffect of Post-Weld Heat Treatment On MicrostructuJacques OosthuizenNo ratings yet
- Influence of Protective CoatingDocument8 pagesInfluence of Protective CoatingRamoul ChamseddineNo ratings yet
- NDT and E International: Beitao Guo, Zhongyu Zhang, Rongguang LiDocument6 pagesNDT and E International: Beitao Guo, Zhongyu Zhang, Rongguang LiMARIA CAMILA VIERA BALLESTEROSNo ratings yet
- Effects of wire-EDM Parameters On The Surface Integrity and Mechanical Characteristics of Additively Manufactured Inconel 939Document5 pagesEffects of wire-EDM Parameters On The Surface Integrity and Mechanical Characteristics of Additively Manufactured Inconel 939mustafa sertNo ratings yet
- A Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodDocument4 pagesA Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodronNo ratings yet
- Laser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser MeltingDocument15 pagesLaser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser MeltingGiacomo ZammattioNo ratings yet
- Assessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling ProcessesDocument9 pagesAssessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling Processeskaniamudhan070No ratings yet
- A Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting ProcessDocument8 pagesA Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting ProcessMohan KumarNo ratings yet
- ME2026 Uw PDFDocument39 pagesME2026 Uw PDFPrashant Rao MeshramNo ratings yet
- Failure Analysis: The Failure May Be Due To Following ReasonsDocument25 pagesFailure Analysis: The Failure May Be Due To Following ReasonsAsad Bin Ala QatariNo ratings yet
- Catalogue 110319Document15 pagesCatalogue 110319jmaguire1977No ratings yet
- Steel MakingDocument35 pagesSteel MakingLorraineNo ratings yet
- 010 Sa29 Sa29mDocument26 pages010 Sa29 Sa29mWeniton OliveiraNo ratings yet
- Overview of Stainless Steel and Stainless Plate - Stainless Processing, Inc. - Coatesville, PennsylvaniaDocument7 pagesOverview of Stainless Steel and Stainless Plate - Stainless Processing, Inc. - Coatesville, Pennsylvaniahgagselim2012No ratings yet
- Casting Cost EstimatingDocument27 pagesCasting Cost Estimatingsandeep5No ratings yet
- PDFDocument42 pagesPDFSankar CdmNo ratings yet
- The Prehistoric Heat Treatment of Flint in CornwallDocument11 pagesThe Prehistoric Heat Treatment of Flint in CornwallAmanda HillNo ratings yet
- Ch05 HWDocument3 pagesCh05 HWYi Wen0% (1)
- Alloy Cost ComparisonDocument2 pagesAlloy Cost ComparisonJoseph JonathanNo ratings yet
- Gunnebo Catalogue of Container Securing FittingsDocument49 pagesGunnebo Catalogue of Container Securing FittingsAnonymous ugCWo0Acz3No ratings yet
- B1e 001Document21 pagesB1e 001Mario HanamiciNo ratings yet
- Foundry ProcessDocument54 pagesFoundry ProcessgovindarajaluvNo ratings yet
- Chem 112 Oxidation-Reduction Experiment SummaryDocument2 pagesChem 112 Oxidation-Reduction Experiment SummaryNefliNo ratings yet
- AS 1167.1 - 1993 Welding & Brazing - Filler Metals - FillerDocument13 pagesAS 1167.1 - 1993 Welding & Brazing - Filler Metals - FillerRobart JacobNo ratings yet
- Mms Unit IIIDocument3 pagesMms Unit IIIAdula RajasekharNo ratings yet
- Malleable Wire Rope Clips - Fed Spec FF-C-450D - Type 1, Class 2Document9 pagesMalleable Wire Rope Clips - Fed Spec FF-C-450D - Type 1, Class 2Eric YatesNo ratings yet
- Galvanizing ProcedureDocument4 pagesGalvanizing Procedurecerverus13No ratings yet
- Summary ISO TR 15608 Metallic Materials Grouping SystemDocument3 pagesSummary ISO TR 15608 Metallic Materials Grouping SystemharikrishnanNo ratings yet
- What Is The Difference Between LTCS and Carbon SteelDocument2 pagesWhat Is The Difference Between LTCS and Carbon Steelarianna_001No ratings yet
- Essential Variables For All ProcessesDocument4 pagesEssential Variables For All ProcessesRahulNo ratings yet
- Pipe and Equipment Install Manual (Pyrogel)Document4 pagesPipe and Equipment Install Manual (Pyrogel)EdinsonNo ratings yet
- Roof Management ReportDocument9 pagesRoof Management ReportBer Salazar JrNo ratings yet
- ASTM A 312/A 312M - 95a: Dimensions and TolerancesDocument5 pagesASTM A 312/A 312M - 95a: Dimensions and TolerancesYassine SayehNo ratings yet
- Process For The Liquid Phase Oxidation of Toluene To Benzaldehyde - Patent # 7411099 - PatentGeniusDocument6 pagesProcess For The Liquid Phase Oxidation of Toluene To Benzaldehyde - Patent # 7411099 - PatentGeniuswifeforstudNo ratings yet
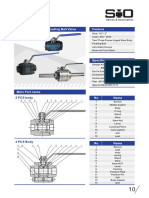
- Válvula de Bola de Alta Presion SIODocument4 pagesVálvula de Bola de Alta Presion SIOJackNo ratings yet
- High Strength Low Alloy SteelsDocument42 pagesHigh Strength Low Alloy SteelsDeepak PatelNo ratings yet
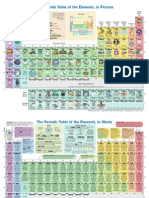
- The Periodic Table of Elements, in PicturesDocument2 pagesThe Periodic Table of Elements, in Picturesrustyy88100% (1)
- Pew-105.03 (P)Document88 pagesPew-105.03 (P)Raj BindasNo ratings yet