You might also like
- Design Overview: Basic Design and Maintenance InstructionsDocument5 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- Seal Bore Packer System - RetrievableDocument8 pagesSeal Bore Packer System - RetrievableFabio ParceroNo ratings yet
- Evo Trieve PDFDocument37 pagesEvo Trieve PDFazze bouzNo ratings yet
- Model E Hydraulic Setting ToolDocument1 pageModel E Hydraulic Setting ToolrezaNo ratings yet
- Basic Design and Maintenance Instructions: No: Date: Sap: Revision: A 41RO36801-ASK 78344 1-9-08Document12 pagesBasic Design and Maintenance Instructions: No: Date: Sap: Revision: A 41RO36801-ASK 78344 1-9-08azze bouzNo ratings yet
- Bdmi 12ohs4552000 1Document28 pagesBdmi 12ohs4552000 1Syed HumzaNo ratings yet
- Bdmi 24PXX00000 1Document5 pagesBdmi 24PXX00000 1Hunter100% (1)
- Bridge Plug WLTC Retrievable Bridge Plug InfoDocument1 pageBridge Plug WLTC Retrievable Bridge Plug InfoJohnNo ratings yet
- FB2 Standing Valve Parts GuideDocument3 pagesFB2 Standing Valve Parts GuideLuis ChavarroNo ratings yet
- Catalago de Empacaduras PDFDocument152 pagesCatalago de Empacaduras PDFCARLOS MORENONo ratings yet
- Ttt2b Drillable TlsDocument26 pagesTtt2b Drillable TlsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Nov Asep Elmar Ict WL Tools Poster v3Document95 pagesNov Asep Elmar Ict WL Tools Poster v3Victor Martinez100% (1)
- CPST Pressure Setting Tool PDFDocument1 pageCPST Pressure Setting Tool PDFmahsaNo ratings yet
- Model A (O) H-40 Sur Set™ Bypass Blanking Plug: Flow Control Systems Technical UnitDocument16 pagesModel A (O) H-40 Sur Set™ Bypass Blanking Plug: Flow Control Systems Technical UnitTamer Hesham AhmedNo ratings yet
- 2 Bridge PlugsDocument9 pages2 Bridge PlugsaaaNo ratings yet
- Oilfield Swab Cup and Mandrel Reference GuideDocument16 pagesOilfield Swab Cup and Mandrel Reference GuideRakhmatNo ratings yet
- 14to38162 Valves PDFDocument4 pages14to38162 Valves PDFazze bouzNo ratings yet
- Inflatable Packers 30apr2013-Spe NeDocument27 pagesInflatable Packers 30apr2013-Spe NeLeonan CostaNo ratings yet
- Equipo para Correr Registros Electricos-Clase Unacar Ing Petrolera PDFDocument14 pagesEquipo para Correr Registros Electricos-Clase Unacar Ing Petrolera PDFYuriko LagunaNo ratings yet
- Gas Lift MandrelsDocument20 pagesGas Lift MandrelsJenishlalchetaNo ratings yet
- Catalog Flow Control EquipmentDocument14 pagesCatalog Flow Control Equipmenthosam aliNo ratings yet
- PCE Wireline Technology CatalogueDocument120 pagesPCE Wireline Technology CatalogueWaled FekryNo ratings yet
- Locking Mandrels and Landing NipplesDocument17 pagesLocking Mandrels and Landing Nippleshosam aliNo ratings yet
- Snubbing PDFDocument134 pagesSnubbing PDFNavin SinghNo ratings yet
- WOT - Tech Data Sheets PDFDocument43 pagesWOT - Tech Data Sheets PDFAmbroise RICHARDNo ratings yet
- Picture R Sel Test ToolDocument1 pagePicture R Sel Test Toolazze bouzNo ratings yet
- Technical Specification 3.5 CompletionDocument43 pagesTechnical Specification 3.5 Completionbasil ameenNo ratings yet
- Well Head EquipmentDocument37 pagesWell Head EquipmentLokesh KumarNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument5 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- Super Pack: Making The Packoff Super!Document2 pagesSuper Pack: Making The Packoff Super!Jeff NehmeNo ratings yet
- Pressure Control GroupDocument4 pagesPressure Control GroupAbdelhamid HaramiNo ratings yet
- DST Slip Joint PDFDocument8 pagesDST Slip Joint PDFcrni rokoNo ratings yet
- Plug and Ball CatcherDocument48 pagesPlug and Ball CatcherDoni KurniawanNo ratings yet
- Side Pocket MandrelDocument3 pagesSide Pocket MandrelSyameer109No ratings yet
- Wireline Completion Tools PDFDocument124 pagesWireline Completion Tools PDFSea CostNo ratings yet
- Hydraulic JarDocument2 pagesHydraulic JarDragonNo ratings yet
- E-Hydro Trip Sub Technical DatasheetDocument4 pagesE-Hydro Trip Sub Technical DatasheetEvolution Oil ToolsNo ratings yet
- Kickover Tools KOT SeriesDocument6 pagesKickover Tools KOT SeriesfelipeNo ratings yet
- Plug Setting Tool and Junk Basket: Purpose of The ServiceDocument15 pagesPlug Setting Tool and Junk Basket: Purpose of The Servicerobin2806No ratings yet
- DaA-14 Slickline Diagnostics ProgramDocument21 pagesDaA-14 Slickline Diagnostics ProgramhardevNo ratings yet
- Packer CatalogDocument37 pagesPacker CatalogVictor Alejandro Clavijo Salazar0% (1)
- Evo-Trieve® EB0 Retrievable Straddle - HalliburtonDocument2 pagesEvo-Trieve® EB0 Retrievable Straddle - HalliburtonYovaraj KarunakaranNo ratings yet
- Cut Pipe Costs with PowerCutterDocument6 pagesCut Pipe Costs with PowerCutterMaJo MoralesNo ratings yet
- Isolation Barrier Valves - CatalogDocument8 pagesIsolation Barrier Valves - CatalogMarcos CecilianoNo ratings yet
- Slickline Tool String: Khathayut Senitantikun Completion EngineerDocument80 pagesSlickline Tool String: Khathayut Senitantikun Completion EngineerSarawut AssavamateerungrojNo ratings yet
- Slickline and Strand CareDocument10 pagesSlickline and Strand Carehesam abbaszadehNo ratings yet
- Weatherford McMurry GLM - Gas Lift MandrelDocument25 pagesWeatherford McMurry GLM - Gas Lift MandrelYovaraj KarunakaranNo ratings yet
- SFT-709 Fishing Kit ChecklistDocument1 pageSFT-709 Fishing Kit ChecklistJose Antonio Acosta100% (1)
- Coiled Tubing Down Hole ToolsDocument9 pagesCoiled Tubing Down Hole Toolsanthony lakpahNo ratings yet
- Griffith Double Acting Hydraulic-Mechanical Drilling Jar - Series 431-428-440-441-480-411-437 - Operating Manual PDFDocument0 pagesGriffith Double Acting Hydraulic-Mechanical Drilling Jar - Series 431-428-440-441-480-411-437 - Operating Manual PDFMEUBRONo ratings yet
- Lock Mandrel Types and FeaturesDocument28 pagesLock Mandrel Types and Featuresabbas1368No ratings yet
- Catalogue: Flow Control EquipmentDocument19 pagesCatalogue: Flow Control EquipmentFranklin NavarroNo ratings yet
- Packer Testing Program Design and Management: August 2013Document7 pagesPacker Testing Program Design and Management: August 2013wily784No ratings yet
- 1PackerSystem PackerAccessories&tools PDFDocument21 pages1PackerSystem PackerAccessories&tools PDFAnand aashishNo ratings yet
- Field Test Procedures Chemical Injection ValveDocument2 pagesField Test Procedures Chemical Injection ValveHua Tien Dung100% (1)
- Running A Bridge Plug and Cement Retainers 4531366 01Document32 pagesRunning A Bridge Plug and Cement Retainers 4531366 01Mohamed HashemNo ratings yet
- Anc Storm ValveDocument9 pagesAnc Storm ValveCarlos Holguin100% (1)
- Anchor Bolt & Base PlateDocument1 pageAnchor Bolt & Base PlateJason ToraldeNo ratings yet
- 7200 Shoulder 27200 7200 1500 Shoulder: Pembangunan Jalan Tol Trans Sumatera Ruas Terbanggi Besar - Pematang PanggangDocument1 page7200 Shoulder 27200 7200 1500 Shoulder: Pembangunan Jalan Tol Trans Sumatera Ruas Terbanggi Besar - Pematang PanggangTya Anggelinaputri DattebaneNo ratings yet
- Pot PDFDocument1 pagePot PDFTya Anggelinaputri DattebaneNo ratings yet
- Forms6i 10GDocument42 pagesForms6i 10GRolando OcañaNo ratings yet
- Sas Clinical Data Integration Fact SheetDocument4 pagesSas Clinical Data Integration Fact SheetChandrasekhar KothamasuNo ratings yet
- Hotel Reservation System: Hotel OAK-RAY, KandyDocument22 pagesHotel Reservation System: Hotel OAK-RAY, KandysaminaNo ratings yet
- Ch3 Profiles, Password Policies, Privileges, and RolesDocument79 pagesCh3 Profiles, Password Policies, Privileges, and Rolesahlam alzhraniNo ratings yet
- File 5119 PDFDocument5 pagesFile 5119 PDFIsabele LavadoNo ratings yet
- Malware Analysis Project ClusteringDocument11 pagesMalware Analysis Project ClusteringGilian kipkosgeiNo ratings yet
- VerizonClaimAffidavit 448952883 PDFDocument2 pagesVerizonClaimAffidavit 448952883 PDFJanetheNo ratings yet
- Math CAD01Document6 pagesMath CAD01RR886No ratings yet
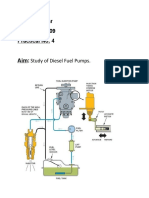
- Study of Diesel Fuel Pumps ComponentsDocument6 pagesStudy of Diesel Fuel Pumps ComponentsPro GamerssNo ratings yet
- EI2 Public Benefit Organisation Written Undertaking External FormDocument1 pageEI2 Public Benefit Organisation Written Undertaking External Formshattar47No ratings yet
- SSL: Smart Street Lamp Based On Fog Computing.: GUIDE: Asst. Prof. Haseena ADocument21 pagesSSL: Smart Street Lamp Based On Fog Computing.: GUIDE: Asst. Prof. Haseena ATeenaNo ratings yet
- Microsoft v. TomTom ComplaintDocument10 pagesMicrosoft v. TomTom ComplaintcoderightsNo ratings yet
- 11.30 Imran Akram IA CementDocument12 pages11.30 Imran Akram IA CementParamananda SinghNo ratings yet
- Forms of Hooke's Law: C C C C CDocument2 pagesForms of Hooke's Law: C C C C Cali dimaNo ratings yet
- C2 - Knowledge - and - Process - Management - v25 - n3 - Fernanda 2018 PDFDocument12 pagesC2 - Knowledge - and - Process - Management - v25 - n3 - Fernanda 2018 PDFThomazNo ratings yet
- Viewing Partition of India as an Imperfect SolutionDocument36 pagesViewing Partition of India as an Imperfect Solutionsingh1910511753No ratings yet
- Integral Abutment Bridge Design (Modjeski and Masters) PDFDocument56 pagesIntegral Abutment Bridge Design (Modjeski and Masters) PDFAnderson UrreaNo ratings yet
- Prismatic Oil Level GaugeDocument2 pagesPrismatic Oil Level GaugevipulpanchotiyaNo ratings yet
- Channel CapDocument9 pagesChannel CapDeepika RastogiNo ratings yet
- Tall VarietiesDocument23 pagesTall VarietiessakthivelNo ratings yet
- DL 57 PDFDocument2 pagesDL 57 PDFmaheshm_erpNo ratings yet
- Hidden Secrets of The Alpha CourseDocument344 pagesHidden Secrets of The Alpha CourseC&R Media75% (4)
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- Elevator PitchDocument2 pagesElevator PitchChandni SeelochanNo ratings yet
- Group 8 - Case Analysis 2Document1 pageGroup 8 - Case Analysis 2Scholar AccountNo ratings yet
- ASME B16: Standardization of Valves, Flanges, Fittings, and Gaskets # Standard DesignationDocument6 pagesASME B16: Standardization of Valves, Flanges, Fittings, and Gaskets # Standard DesignationNicolás MerinoNo ratings yet
- User Manual Rish Insu 10Document10 pagesUser Manual Rish Insu 10Manoj TyagiNo ratings yet
- Threats: What Trends Could Harm You? What Threats Do Your Weaknesses Expose You To?Document3 pagesThreats: What Trends Could Harm You? What Threats Do Your Weaknesses Expose You To?Rufino Gerard MorenoNo ratings yet
- Hello World in FortranDocument43 pagesHello World in Fortranhussein alsaedeNo ratings yet
- Techspec XS enDocument2 pagesTechspec XS enpesumasinadNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet