You might also like
- Metals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoDocument88 pagesMetals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoNaidra AbarquezNo ratings yet
- Copper and Copper AlloysDocument3 pagesCopper and Copper Alloyskevin herryNo ratings yet
- Welding of Cast IronDocument35 pagesWelding of Cast IronincaurcoNo ratings yet
- Sop Welding & Gas CuttingDocument9 pagesSop Welding & Gas CuttingvinodsnNo ratings yet
- Rolling Mill Rolls and Roll Shop PDFDocument8 pagesRolling Mill Rolls and Roll Shop PDFiprao100% (1)
- API RP 571 Ref CardDocument7 pagesAPI RP 571 Ref Cardzainulabedine100% (1)
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Welding of Cast IronDocument12 pagesWelding of Cast IronwalitedisonNo ratings yet
- MS of Earth Mat Installation - 12-10-2018-SVH-RSDocument25 pagesMS of Earth Mat Installation - 12-10-2018-SVH-RSPankaj Upadhyay100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Light Metals and Their AlloysDocument55 pagesLight Metals and Their Alloysmurari100% (1)
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel Alloysaj87_goswamiNo ratings yet
- Handbook-Riser-Design - Clamps PDFDocument46 pagesHandbook-Riser-Design - Clamps PDFanwarhas050% (1)
- Part Ii - Particular Technical Specifications Chapter 13 - Permanent Access Bridge 13. PERMANENT ACCESS BRIDGE........................................................ 13-1Document11 pagesPart Ii - Particular Technical Specifications Chapter 13 - Permanent Access Bridge 13. PERMANENT ACCESS BRIDGE........................................................ 13-1Anonymous KHIyWRIWmaNo ratings yet
- Non-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaDocument68 pagesNon-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaChandima K Priyamal100% (1)
- API 653 Exam 2 ClosedDocument5 pagesAPI 653 Exam 2 ClosedAriq FauzanNo ratings yet
- Cosmetic SpecificationDocument26 pagesCosmetic SpecificationPhiema DiamondToNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363No ratings yet
- Copper & Its AlloysDocument19 pagesCopper & Its AlloysSachinSahuNo ratings yet
- Non Ferrous AlloysDocument26 pagesNon Ferrous AlloysTHIRUMALAINo ratings yet
- Non Ferrous Metals and Alloys CH5 DDUDocument97 pagesNon Ferrous Metals and Alloys CH5 DDUPratik ThakerNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- WRC 534-2009Document61 pagesWRC 534-2009ehsan hatamiNo ratings yet
- Iron and It's TypesDocument12 pagesIron and It's TypesSakshi SharmaNo ratings yet
- GB150 1-2011enDocument46 pagesGB150 1-2011enIrfan AhmedNo ratings yet
- Checklist Questionnaire For Tle Teachers On Professional PreparationDocument5 pagesChecklist Questionnaire For Tle Teachers On Professional PreparationShara Cañada Calvario100% (1)
- Unit 6 Non Ferrous Metals - IntroductionDocument63 pagesUnit 6 Non Ferrous Metals - IntroductionMruganesh SonarNo ratings yet
- Engineering Metallurgy Chapter 5Document28 pagesEngineering Metallurgy Chapter 5Mayur SatputeNo ratings yet
- Unit6Non FerrousMetalsDocument71 pagesUnit6Non FerrousMetalsHossam ElsayedNo ratings yet
- Development of Stainless Steel Welding Wire For Galvanized Steel SheetsDocument7 pagesDevelopment of Stainless Steel Welding Wire For Galvanized Steel SheetsIshan ShuklaNo ratings yet
- Lesson Plan: Brass PropertiesDocument7 pagesLesson Plan: Brass Propertiessurajit biswasNo ratings yet
- Week 9Document60 pagesWeek 9Belmonte, Jhon Romel C.No ratings yet
- Copper and Its Alloys PresentationDocument50 pagesCopper and Its Alloys PresentationIranthaShalindaJayawardanaNo ratings yet
- Classification of MetalsDocument26 pagesClassification of MetalsNomi Wahla100% (1)
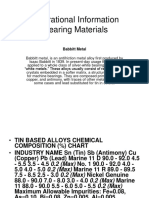
- Operational Information Bearing Materials: Babbitt MetalDocument11 pagesOperational Information Bearing Materials: Babbitt MetalMeghali BorleNo ratings yet
- Resistance Welding Coated Low Carbon SteelsDocument3 pagesResistance Welding Coated Low Carbon Steelsbressiani8416No ratings yet
- APM Steel and Cast IronsDocument48 pagesAPM Steel and Cast Ironsvarniraj patelmetNo ratings yet
- Design of Machine Elements - 1Document20 pagesDesign of Machine Elements - 1Madara UchihaNo ratings yet
- Topic 3: Classification, Properties & Application of White & Malleable Cast IronDocument4 pagesTopic 3: Classification, Properties & Application of White & Malleable Cast IronBalakrishnan RagothamanNo ratings yet
- Weldability of Materials - Copper and Copper AlloysDocument5 pagesWeldability of Materials - Copper and Copper AlloysmanimaranNo ratings yet
- SammatDocument5 pagesSammatDennis KorirNo ratings yet
- BrassDocument10 pagesBrassArjun CpNo ratings yet
- Non Ferrous Metals and Their AlloysDocument11 pagesNon Ferrous Metals and Their AlloysmohansaiNo ratings yet
- Basic Maintenance Aspects PDFDocument194 pagesBasic Maintenance Aspects PDFHumaid ShaikhNo ratings yet
- A Technical Service of Eastern Alloys, Inc.: KirksiteDocument1 pageA Technical Service of Eastern Alloys, Inc.: KirksitesatyendraNo ratings yet
- Copper & Its Alloys, Their Properties & UsesDocument57 pagesCopper & Its Alloys, Their Properties & Usesmissing wonderNo ratings yet
- Non Ferrous MaterialsDocument51 pagesNon Ferrous MaterialsDhana LakshmiNo ratings yet
- Low Carbon Steel: Corrosion Prevention and Control of Chemical Processing EquipmentDocument10 pagesLow Carbon Steel: Corrosion Prevention and Control of Chemical Processing EquipmentJasmine OgbacNo ratings yet
- Jresv9n1p9 A2bDocument19 pagesJresv9n1p9 A2bMatteo CarusoNo ratings yet
- BrassesDocument7 pagesBrassesClaudia MmsNo ratings yet
- Brass and BronzeDocument7 pagesBrass and BronzeH A RanaNo ratings yet
- Copper AlloysDocument39 pagesCopper Alloys1209540046No ratings yet
- Copper & Its Alloys, Their Properties & UsesDocument57 pagesCopper & Its Alloys, Their Properties & Usesmissing wonderNo ratings yet
- Ferrous Metals - Properties and ApplicationDocument20 pagesFerrous Metals - Properties and ApplicationMohan RaiNo ratings yet
- Copper - Alloys - Properties and Applications - ChapterDocument5 pagesCopper - Alloys - Properties and Applications - ChapterJavier RodenasNo ratings yet
- Metalurgia de La SoldaduraDocument35 pagesMetalurgia de La SoldadurarobertabarreiroNo ratings yet
- Non-Ferrous MetalsDocument24 pagesNon-Ferrous MetalsAbdullah Al Bari TusharNo ratings yet
- Types of Cast IronDocument7 pagesTypes of Cast IronEddy VëraNo ratings yet
- Unit-2 Part-5Document9 pagesUnit-2 Part-5Tisha MishraNo ratings yet
- Wrought IronDocument32 pagesWrought IronHicham KorichiNo ratings yet
- Engineering Alloys (Non Ferrous)Document52 pagesEngineering Alloys (Non Ferrous)Sukhwinder Singh GillNo ratings yet
- Note CHP 4 Material Science 281 Uitm Em110Document52 pagesNote CHP 4 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- Engineering Materials: (Hi) Wrought IronsDocument1 pageEngineering Materials: (Hi) Wrought Ironsyashvirsingh21No ratings yet
- Utp Cast Iron GBDocument8 pagesUtp Cast Iron GBhrk100No ratings yet
- Prevention of Solidification Cracking PDFDocument8 pagesPrevention of Solidification Cracking PDFMohamedNo ratings yet
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Document1 pageAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNo ratings yet
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocument1 pageAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNo ratings yet
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Document1 pageAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamNo ratings yet
- CWC-BookletF1 59Document1 pageCWC-BookletF1 59satnamNo ratings yet
- Tigfil Cuni: Classification: ApprovalsDocument1 pageTigfil Cuni: Classification: ApprovalssatnamNo ratings yet
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocument1 pageAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNo ratings yet
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocument1 pageAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNo ratings yet
- CWC-BookletF1 36 PDFDocument1 pageCWC-BookletF1 36 PDFJagannath SahuNo ratings yet
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Document1 pageAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNo ratings yet
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Document1 pageAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamNo ratings yet
- Miginox 347si: Aws A/Sfa 5.9 EN ISO 14343-ADocument1 pageMiginox 347si: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNo ratings yet
- CWC-BookletF1 38 PDFDocument1 pageCWC-BookletF1 38 PDFsatnamNo ratings yet
- Tiginox 385: Classification: en Iso 14343-ADocument1 pageTiginox 385: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocument1 pageAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNo ratings yet
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Document1 pageAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNo ratings yet
- CWC-BookletF1 12Document1 pageCWC-BookletF1 12satnamNo ratings yet
- CWC-BookletF1 17Document1 pageCWC-BookletF1 17satnamNo ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocument1 pageAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNo ratings yet
- CWC-BookletF1 15Document1 pageCWC-BookletF1 15satnamNo ratings yet
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNo ratings yet
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocument1 pageAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNo ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- CWC-BookletF1 10Document1 pageCWC-BookletF1 10satnamNo ratings yet
- CWC-BookletF1 9Document1 pageCWC-BookletF1 9satnamNo ratings yet
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Document1 pageTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNo ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- CWC-BookletF1 9Document1 pageCWC-BookletF1 9satnamNo ratings yet
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- Master Document Register List: Client: Contractor: ProjectDocument5 pagesMaster Document Register List: Client: Contractor: ProjectStanislaus NurcahyoNo ratings yet
- How To Use This Manual: FORM 6295 Fourth EditionDocument40 pagesHow To Use This Manual: FORM 6295 Fourth Editionoscar trujilloNo ratings yet
- EN ISO 15609-1 135 PG A Step-By-Step ExplanationDocument8 pagesEN ISO 15609-1 135 PG A Step-By-Step Explanationalok987No ratings yet
- ASTM A 494 Nickel AlloysDocument7 pagesASTM A 494 Nickel AlloysalirezaattariNo ratings yet
- Flyer Powersource Motoweld-Rl350 e 02.2017Document8 pagesFlyer Powersource Motoweld-Rl350 e 02.2017Jorge Martinez PeraltaNo ratings yet
- Castings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceDocument5 pagesCastings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceJerry BeanNo ratings yet
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- Om RQ Es Ion A SW R: Cust e U T N eDocument27 pagesOm RQ Es Ion A SW R: Cust e U T N eKeith WesleyNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsPranayNo ratings yet
- Flux Storage Handling-1Document1 pageFlux Storage Handling-1Huỳnh TrươngNo ratings yet
- AMCO-SC-1007: Visuals of The Outer Surface of The Tube Samples Close-Up Image of The Inside Condition of The TubesDocument1 pageAMCO-SC-1007: Visuals of The Outer Surface of The Tube Samples Close-Up Image of The Inside Condition of The TubesOwais Manzoor MalikNo ratings yet
- Datasheet Kynar 2500Document20 pagesDatasheet Kynar 2500mlombardiTONo ratings yet
- ASME IX CA Feb 2012Document2 pagesASME IX CA Feb 2012lamia97No ratings yet
- Iso 12633 1 2011 en PDFDocument11 pagesIso 12633 1 2011 en PDFAlessioNo ratings yet
- High-Strength and Ultra-High-Strength Thermomechanically Rolled Fine-Grained SteelsDocument16 pagesHigh-Strength and Ultra-High-Strength Thermomechanically Rolled Fine-Grained SteelsInaamNo ratings yet
- Ee1451 LPDocument7 pagesEe1451 LPGokulakrishnanNo ratings yet
- MIDTERM-smaw ExamDocument6 pagesMIDTERM-smaw ExamRamramramManmanmanNo ratings yet
- E8045-P2 H4RDocument2 pagesE8045-P2 H4RsanrexiNo ratings yet
- MEM661 Assignment - Individual Case Study (10%) - Sept2018Document4 pagesMEM661 Assignment - Individual Case Study (10%) - Sept2018Muhammad Akmal HafizNo ratings yet
- 55ERS6Document1 page55ERS6harpreet singhNo ratings yet